浅析旋转斜楔机构原理及常用结构类型
2021-08-31凌世权赵子海吉利汽车集团有限公司ME中心
文/凌世权,赵子海·吉利汽车集团有限公司/ME中心
旋转斜楔机构旋转轴心的选择是旋转斜楔设计的关键因素,本文介绍了旋转斜楔轴心选择方法、旋转半径设计的要领、旋转斜楔行程图设计注意事项;通过汽车覆盖件常用的两种旋转斜楔结构的举例,对旋转斜楔在汽车覆盖件中的运用及其优缺点进行了详细说明。
旋转斜楔机构原理及其设计注意事项
旋转斜楔机构原理
旋转斜楔机构见图1;通过气缸把旋转轴凸模拉到工作状态,机械手把工序制件放到凸模上,然后斜楔上滑块及侧翻边凹模下行,通过驱动导板驱动完成侧翻边做功过程;侧翻边做功完成后,上模及斜楔上滑块先回程,然后气缸驱动旋转轴凸模到回程状态,工序制件用机械手抓走;旋转轴到达工作和回程状态的驱动压力源都是气缸。
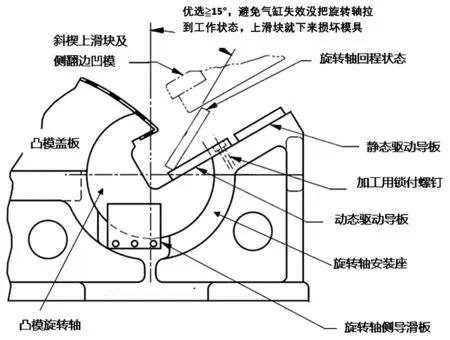
图1 旋转斜楔机构
旋转斜楔机构的轴心及半径选择原则
⑴旋转斜楔机构旋转轴轴心选择原则,为保证旋转凸模回程时与成形零件不干涉,取此工序零件顶部型面最外侧法向线与所有侧整形型面最下侧法向线的交线区域的下部,同时还需考虑10mm的安全量,所以旋转轴轴心允许选择区域见图2红色阴影区。
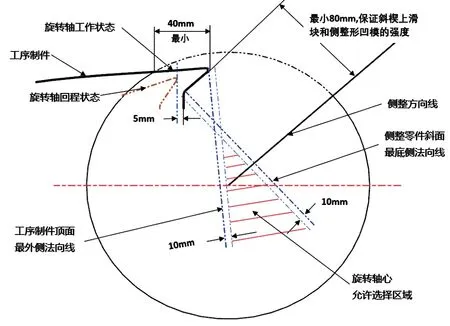
图2 旋转斜楔轴心及半径选择
⑵旋转轴半径的选择需满足侧整形工序件处与驱动导板处距离80mm以上,保证斜楔上滑块和侧整形凹模的强度;另外旋转轴半径选择时还需满足凸模处顶部型面宽度40mm以上,保证压料芯压料区域。
⑶旋转轴回程状态时需满足外轮廓距离工序制件5mm以上,便于工序制件Z向顺利取出。
⑷实际设计模具时,三维软件可每隔1°旋转旋转轴实体进行回程检查,保证旋转轴与工序件不干涉。
旋转斜楔机构的行程图要求
旋转斜楔行程图要求见图3,气缸驱动旋转斜楔转轴到位后,机械手把工序制件放到凸模上,斜楔滑块下行与驱动导板接触,下行行程10mm以上,然后开始正压料芯压料,正压料行程10mm以上,斜楔刀块再开始做功。避免正压料芯开始压料时,斜楔滑块与旋转轴驱动导板还没接触,造成旋转轴凸模有旋转可能,从而造成外板零件面品缺陷。
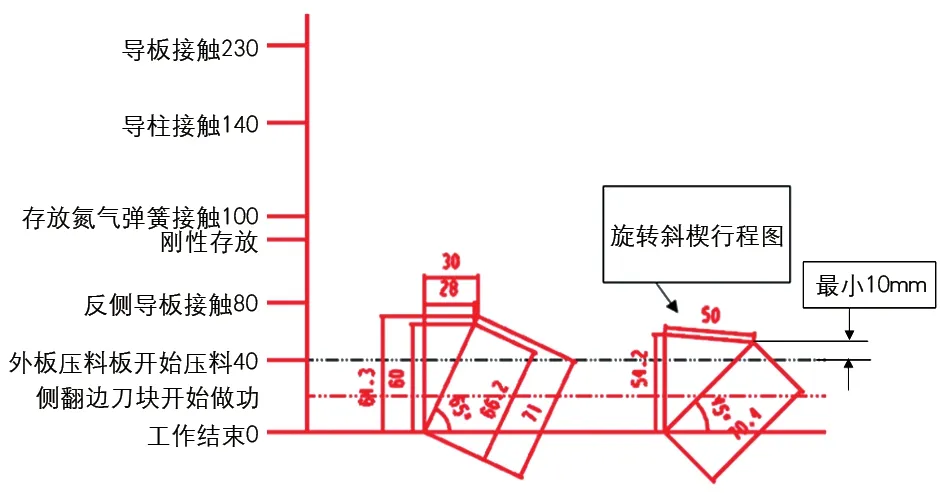
图3 旋转斜楔行程图
两种常用的旋转斜楔机构及其优缺点
常规旋转斜楔机构
⑴常用的旋转斜楔机构见图4、图5;旋转轴为一个整体大轴,并且和侧翻凸模为一个整体,旋转轴与旋转轴安装座之间进行旋转导滑;旋转轴两侧加侧导滑板,旋转轴凸模盖板与旋转轴安装座在旋转轴的中心水平面上进行分割,旋转轴通过双作用气缸到达工作、回程状态;气缸把旋转轴拉到工作状态后,机械手把工序零件放在凸模上,然后上斜楔滑块下来与旋转轴上的驱动导板接触下行最小10mm后,开始压料然后翻边做功,做功完成后气缸推动旋转轴到回程状态,工序制件用机械手抓走。
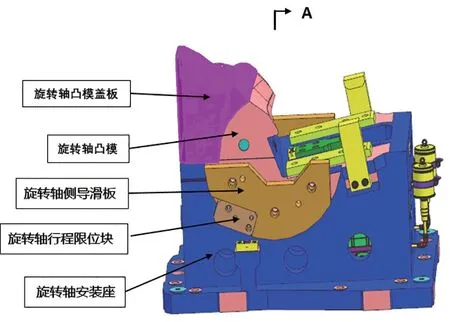
图4 常规的旋转斜楔
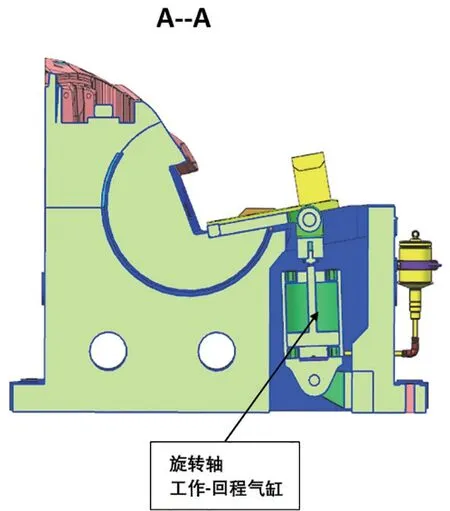
图5 常规旋转斜楔剖视图
⑵常用的旋转斜楔机构旋转轴安装座与旋转轴配合处,需加工油槽、外部安装油壶进行定期润滑处理。油槽常用两种形式见图6。
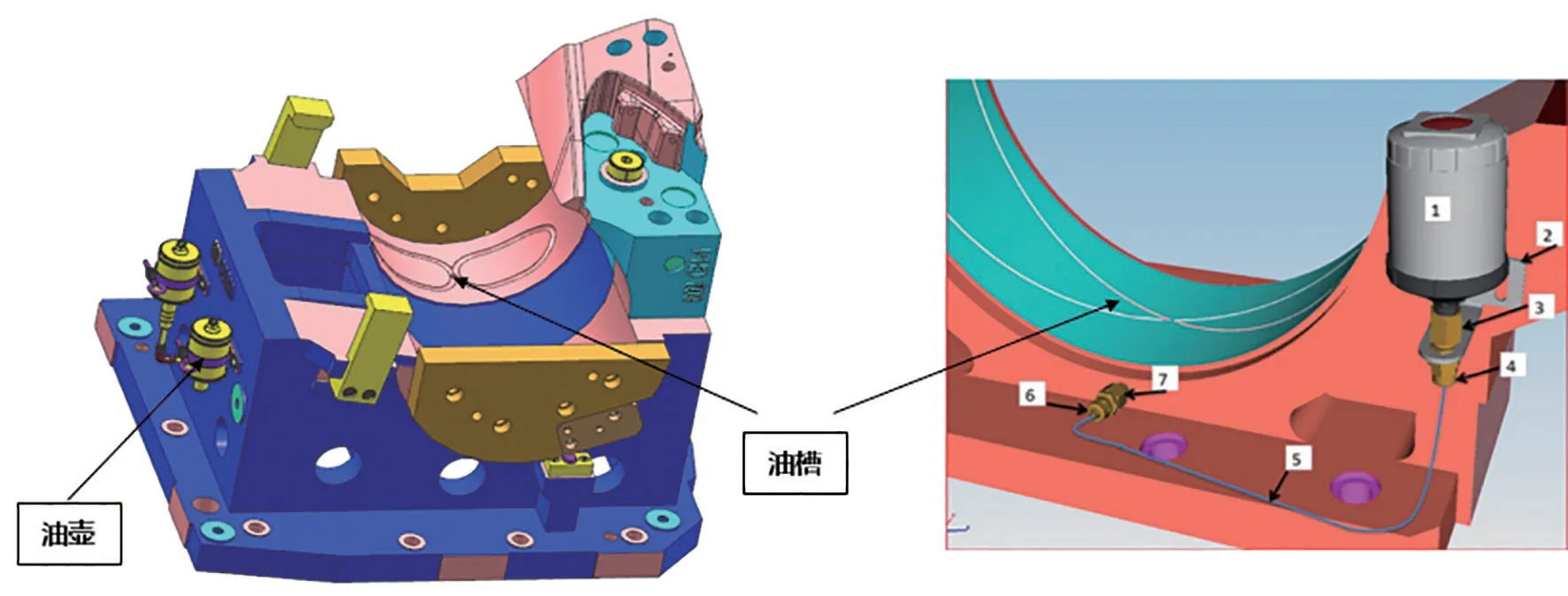
图6 常规旋转斜楔两种常用油槽形式
改进后的旋转斜楔机构
⑴改进后的旋转斜楔机构见图7、图8、图9;旋转轴为旋转块两侧的小轴,旋转块小轴与旋转块之间采用H7/p6过盈配合,把旋转轴安装在旋转块上;旋转块两侧加侧导滑板,旋转块盖板与下模座在旋转轴的中心水平面上进行分割;双作用气缸推动旋转块驱动机构向前运动把旋转块驱动到达工作状态,然后旋转块驱动机构停止运动支撑在旋转块下部,机械手把工序零件放在旋转块凸模上,然后上斜楔滑块下来与旋转轴上的驱动导板接触下行最小10mm后,开始压料然后翻边做功,做功完成后,双作用气缸拉动旋转块驱动机构到回程状态,然后旋转块回程气缸推动旋转块到回程状态,工序制件用机械手抓走。

图7 改进后的旋转斜楔
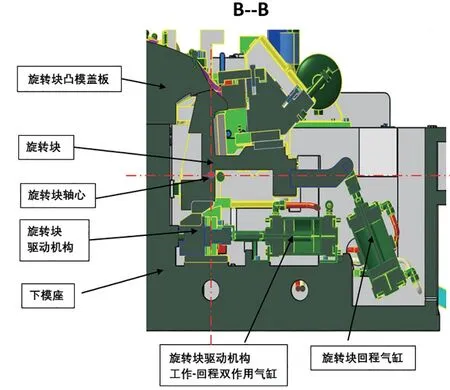
图8 改进后的旋转斜楔剖面图一
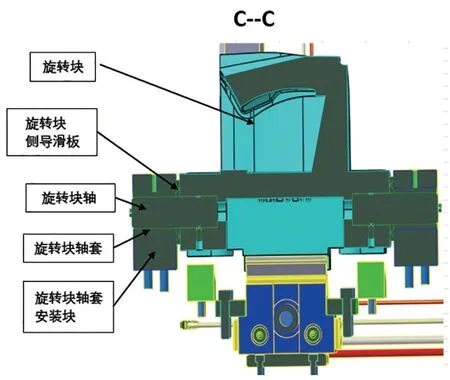
图9 改进后的旋转斜楔剖面图二
⑵改进后的旋转斜楔机构使用注意事项如下:
1)旋转块后侧与上模间要加防侧导板,保证在侧整形做功前30mm进行导入防侧,见图10。
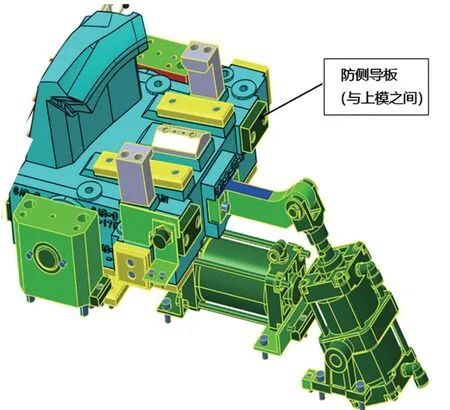
图10 改进后的旋转斜楔防侧导板
2)旋转块后侧导板顶面需低于旋转块轴心10mm,旋转块下侧导板要布置在轴心外侧10mm外,避免旋转块回程时干涉导致无法旋转,见图11。

图11 改进后的旋转斜楔后侧及下侧导板位置要求
两种常用旋转斜楔机构的优缺点
⑴常用旋转斜楔机构。
优点:强度好,受力较好;结构紧凑,占用空间小。
缺点:加工工艺复杂,加工精度要求高,加工精度难以保证;加工资源紧缺,模具成本较高。
⑵改进后的旋转斜楔机构。
优点:使用旋转块两侧的小轴进行转动,转动精度高,加工装配易保证;模具成本低。
缺点:占用空间大;受力比常用旋转斜楔差一些。
⑶当模具空间较大时,优先采用改进后的旋转斜楔机构,以降低模具成本,并能达到更高的模具装配精度;当模具空间受限时,可以采用传统旋转斜楔机构以满足冲压工艺要求。
结束语
本文主要针对汽车覆盖件模具常用的旋转斜楔机构原理进行研究,分析传统旋转斜楔机构与改进后的旋转斜楔机构的优缺点,针对不同的模具空间选择合理的旋转斜楔机构,提升模具精度质量,降低模具成本,并能满足高质量的覆盖件外板冲压件稳定保质生产。
