热输入对E81T1-K2药芯焊丝熔敷金属组织和低温冲击韧性的影响
2014-12-09牟淑坤栗卓新张飞虎陈延清
牟淑坤,栗卓新,张飞虎,陈延清,章 军,刘 宏
(1.首钢技术研究院,北京100043;2.北京工业大学,北京100124)
0 引 言
随着现代焊接结构日趋大型化和复杂化,对各种焊接条件下焊接接头的性能特别是冲击韧性提出了更为严格的要求。海工装备、压力容器、重型机械等行业中,很多情况下难以保证冲击韧性的要求。为此,研究焊接条件,如热输入对药芯焊丝熔敷金属低温冲击韧性的影响十分必要。
E81T1-K2焊丝是一种CO2气体保护全位置焊药芯焊丝,主要应用于焊接液化气储罐和海洋平台等低温钢结构,各种位置焊接得到的熔敷金属在低温下均具有较高的冲击韧性。但在现场施工过程中会不可避免地存在因热输入过大或过小而造成的焊丝熔敷金属韧性偏低的现象,而且国内外研究者尚未系统研究热输入对该类焊丝熔敷金属性能的影响。实现焊接材料熔敷金属的高韧性已成为国内外焊接工作者追求的目标,为此,作者采用北京工业大学焊接实验室自主开发的E81T1-K2药芯焊丝,通过调整焊接工艺参数,系统研究了热输入对该药芯焊丝熔敷金属低温冲击韧性的影响。
1 试样制备与试验方法
焊接材料为E81T1-K2药芯焊丝(φ1.2mm),熔敷金属成分如表1所示。母材选用FH36船用钢板(300mm×150mm×20mm),其化学成分如表2所示。

表1 熔敷金属的化学成分(质量分数)Tab.1 Chemical composition of the deposited metal(mass) %
焊接时采用100%CO2气体保护,焊接工艺参数见表3。焊接规范符合 ANSI/AWS A5.29-1998《弧焊用低合金药芯焊丝》。

表2 母材的化学成分(质量分数)Tab.2 Chemical composition of the base metal(mass) %
焊接完成后,按 ANSI/AWS A5.29-1998《弧焊用低合金药芯焊丝》截取冲击试样,如图1所示,并参考GB/T 229-2007《金属材料夏比摆锤冲击试验方法》进行低温(-60℃)缺口冲击试验,冲击吸收能量取5个试样的平均值。
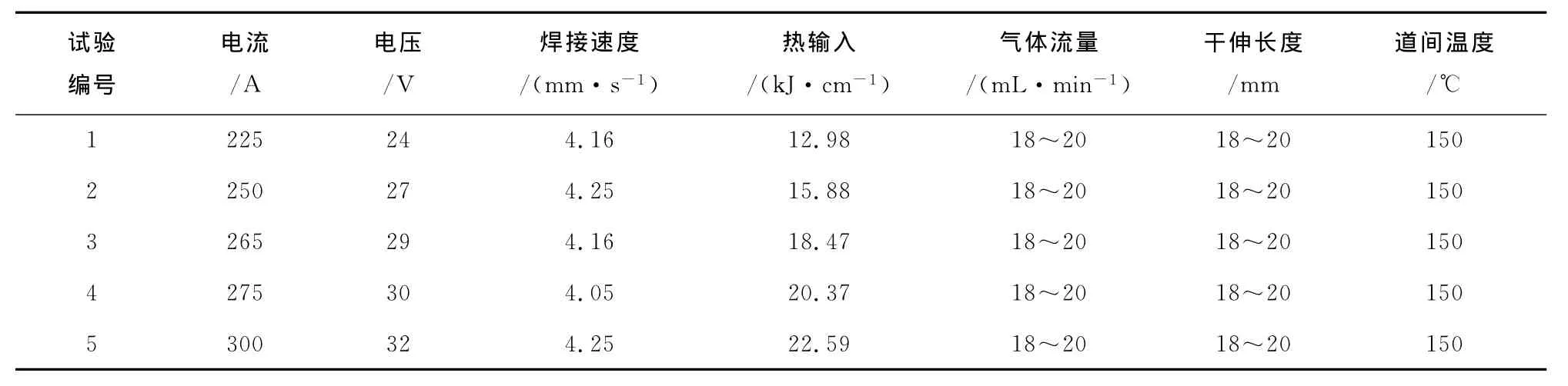
表3 焊接工艺参数Tab.3 Welding parameters

图1 焊接坡口及冲击试样的取样示意Fig.1 Schematic diagram of welding groove and impact specimen sampling
采用AMRAY-1000型扫描电子显微镜(SEM)观察熔敷金属冲击试样的断口形貌;选取焊缝金属的最后一道熔敷金属,经水磨砂纸粗磨、细磨和抛光后用3.5%(体积分数)硝酸酒精溶液腐蚀,采用LEXT3100型激光共聚焦显微镜观察显微组织。
2 试验结果与讨论
2.1 对低温冲击韧性的影响
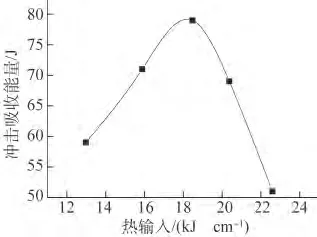
图2 不同焊接热输入下熔敷金属的-60℃冲击吸收能量Fig.2 Impact absorbing energy of the deposited metal at different welding heat inputs(-60℃)
由图2可见,不同热输入条件下熔敷金属低温冲击吸收能量随着热输入的增加先升后降,并在热输入为18.47kJ·cm-1时达到最高,为79J。在试验热输入范围内,熔敷金属低温冲击吸收能量的最低值为51J,远高于 ANSI/AWS A5.29-1998《弧焊用低合金药芯焊丝》中对该焊丝的设计要求(27J)。这说明E81T1-K2焊丝在试验热输入范围内均具有较高的低温冲击韧性。
2.2 对冲击断口形貌的影响
由图3可见,不同焊接热输入下熔敷金属冲击试样断口起裂区表面均呈韧窝状,为塑性断裂;在热输入为18.47kJ·cm-1时,冲击试样断口上的韧窝数量最多、尺寸最小,另外该断口中还含有一些尺寸较小的夹杂物;在热输入为12.98kJ·cm-1时,冲击试样断口中韧窝的某些部位存在尺寸较大的夹杂物粒子。随热输入的增加,冲击断口中的韧窝数量先增加后减少,韧窝尺寸先减小后增大,而夹杂物尺寸逐渐减小。分析认为,热输入增加后熔池高温液体存在的时间延长了,这有利于氧化和脱氧反应产物从熔池中逸出,从而减少了熔敷金属中的大颗粒夹杂物。
在冷却过程中,由于夹杂物的线膨胀系数比金属的小得多,故其收缩变形小,会在夹杂物附近形成高应变能场,促进针状铁素体的形核,进而生成大量针状铁素体[1],有利于提高焊缝的低温冲击韧性;但只有直径为0.4~2.0μm且尖锐度较小的非金属夹杂物才能作为针状铁素体的形核质点[2],有利于针状铁素体形核。因此,在热输入为18.47kJ·cm-1时熔敷金属中均匀分布的小尺寸夹杂物可以作为针状铁素体的形核质点,形成更多的针状铁素体。
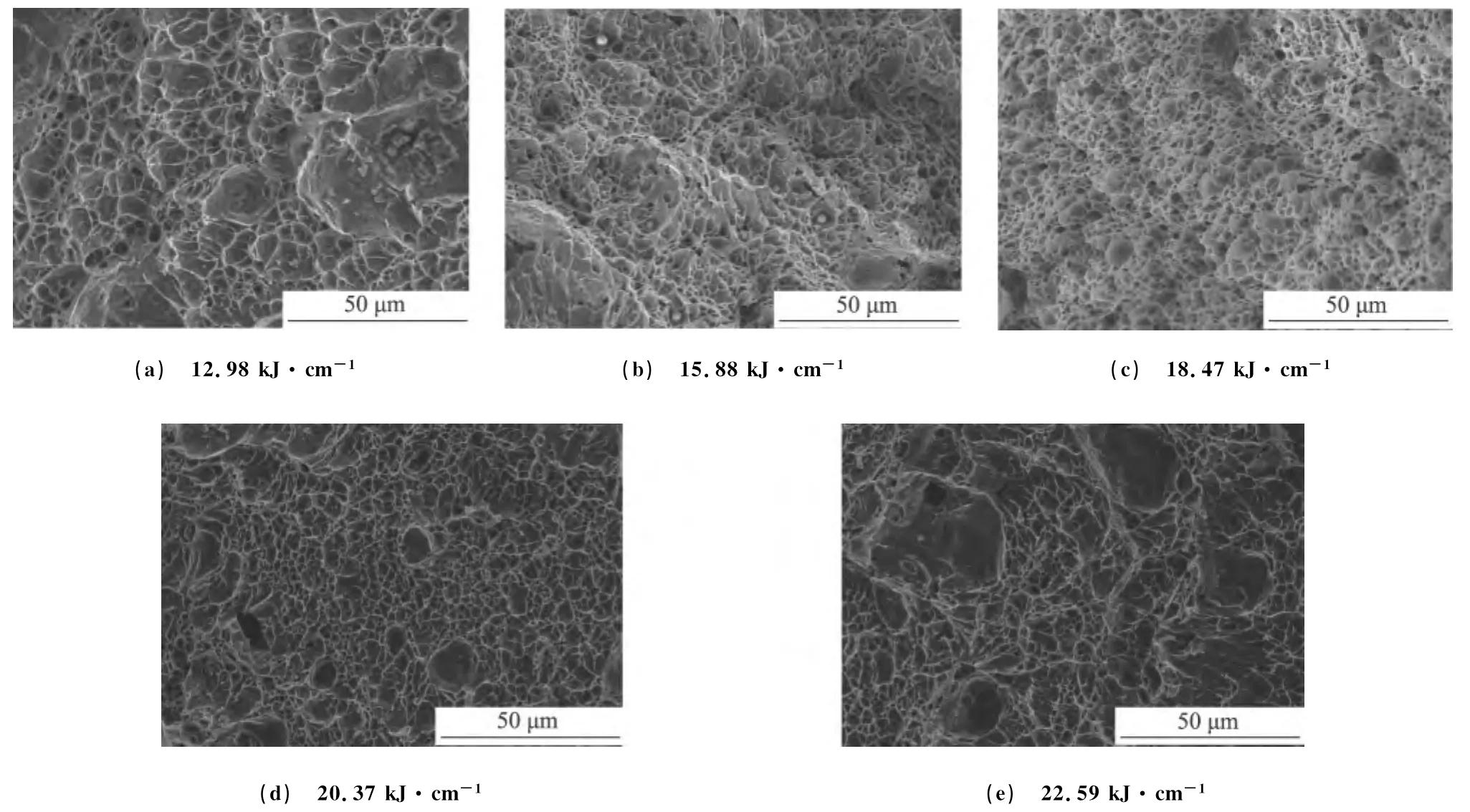
图3 不同热输入下熔敷金属冲击试样断口的SEM形貌Fig.3 Fracture SEM morphology of the deposited metal impact sample at different welding heat inputs
2.3 对显微组织的影响
由图4和表4可见,随着焊接热输入的增加,晶界铁素体和侧板条铁素体的面积分数先减少后增加,针状铁素体的面积分数先增加后减小,并在焊接热输入为18.47kJ·cm-1时达到最大,为85.2%;随着焊接热输入的增加,针状铁素体的尺寸有所增大,与文献[3-4]结果一致。
分析认为,随着焊接热输入的增加,熔敷金属的冷却速率减小,奥氏体化温度升高,这有利于先共析铁素体析出[5]。但随着热输入的增加,原奥氏体晶粒也会长大,其晶界尺寸相对减小,因此晶界铁素体的面积分数逐渐减小,而侧板条铁素体是在晶界铁素体的基础上向晶内发展的,所以也随着热输入的增加而减少。此外,随着焊接热输入的进一步增加,焊缝金属的冷却速率继续减小,所有的焊缝组织都会更加粗大,晶界铁素体和侧板条铁素体也同样长大,因此,晶界铁素体和侧板条铁素体的面积分数在达到最小值后也有所增加。随焊接热输入的增加,熔池中液态金属在高温停留时间延长,焊接材料中的有益合金元素向焊缝金属的扩散量也增大,使夹杂物数量增多,原奥氏体晶粒也有所长大,奥氏体稳定性有所增加,大的原奥氏体晶粒和晶内较多且较大尺寸的夹杂物会促进晶内针状铁素体的形核和长大。但热输入的进一步增加,高温液态金属存在的时间延长,也导致熔敷金属中合金元素的烧损加剧,使夹杂物析出量减少,同时,焊缝金属冷却速率进一步减小,使得奥氏体分解反应移向更高的温度下进行,这些又不利于针状铁素体的析出[6],故而针状铁素体的面积分数在达到最大值后开始下降。
在熔敷金属连续冷却过程中,较大的原奥氏体晶粒和晶内数量较多、尺寸较小的夹杂物会促进晶内针状铁素体的形核和长大[7],进而提高熔敷金属试样的低温冲击韧性。因此,当焊熔敷金属中针状铁素体面积分数达到最大85.2%(热输入为18.47kJ·cm-1)时,冲击吸收能量最高为79J;当焊接热输入超过18.47kJ·cm-1时,针状铁素体含量减少以及熔敷金属组织粗化等不利因素起主导作用,导致熔敷金属冲击试样的低温韧性减小。

图4 不同热输入下熔敷金属心部的显微组织Fig.4 Microstructure of the central area of the deposited metal at different welding heat inputs

表4 不同热输入下熔敷金属中不同铁素体的面积分数及针状铁素体平均有效尺寸Tab.4 Microstructure of the deposited metal in different welding heat inputs and mean effective size of acicular ferrite
3 结 论
(1)在给定的焊接条件下,随着热输入的增加,E81T1-K2药芯焊丝熔敷金属-60℃低温冲击吸收能量先升后降,并在热输入为18.47kJ·cm-1时达到最大,为79J。
(2)热输入为18.47kJ·cm-1时,冲击试样断口上的韧窝数量最多、尺寸最细小,在该断口上存在的一些尺寸较小且均匀分布的夹杂物。
(3)所有铁素体组织的晶粒尺寸都随着热输入的增加而增大,晶界铁素体和侧板条铁素体的面积分数均先减小后增加,针状铁素体的面积分数先增加后减小,并在热输入为18.47kJ·cm-1时达到最大,为85.2%。
[1] WONGPANYA P,BOELLINGHAUS T,LOTHONGKUM G,et al.Effects of preheating and interpass temperature on stresses in S1100QL multi-pass butt-welds[J].Welding in The World,2008,52(3/4):79-92.
[2]黄安国,余圣甫,谢明立,等.低合金钢焊缝的针状铁素体微观组织[J].焊接学报,2008(3):45-48.
[3]SCHUMAN G O,FRENCH I E.Effect of microstructure and non-metallic inclusions on the impact properties of flux-cored weld metals[J].Scripta Materialia,1997,36(12):1143-1450.
[4]牟淑坤,栗卓新,张飞虎,等.焊接位置对药芯焊丝熔敷金属低温冲击韧性的影响[J].机械工程材料,2013,37(3):37-41.
[5]SVOBODA H G,RAMINI N M,SURIAN E S.The effect of welding procedure on ANSI/AWS A5.29-98E81T1-Ni1flux cored arc weld metal deposits[J].Welding Journal,2004,83(11):301-307.
[6]栗卓新,陈邦固,金立鸿,等.自保护药芯焊丝熔敷金属韧化的机理[J].焊接学报,2001(4):5-8.
[7]YAOWU S,HAN Z.Effect of weld thermal cycle on microstructure and fracture toughness of simulated heat-affected zone for a 800MPa grade high strength low alloy steel[J].Journal of Materials Processing Technology,2007,207(1/3):30-39.
