桨叶式凉碱机的技术改造
2014-12-03马中山张志强赵云刚
马中山,张志强,赵云刚
(唐山三友化工股份有限公司,河北 唐山 063305)
我公司纯碱成品包装采用聚丙烯编织袋内衬聚乙烯薄膜双层包装,当纯碱温度超过90℃时,包装袋易于破损,而轻灰煅烧炉出碱温度为180~210℃,虽经运输存储过程自然冷却,仍然难以满足包装袋对温度的要求,为达到适宜的包装温度,轻灰凉碱系统部分采用了YL系列凉碱机来降低碱温。
1 设备简介
1.1 凉碱机技术参数
我公司轻灰系统使用YL-2和YL-4桨叶式凉碱机共7台,其技术参数如表1。
1.2 换热原理
YL系列凉碱机采用楔形空心动叶片为基本换热单元,冷却水由装有夹套的空心轴(见图1)一端进入,通过夹套管内进入装有折流板的动叶片,换热后通过夹套管外部自转子另一端回管网,转子转动时,桨叶搅动热碱与冷水壁接触进行冷却。
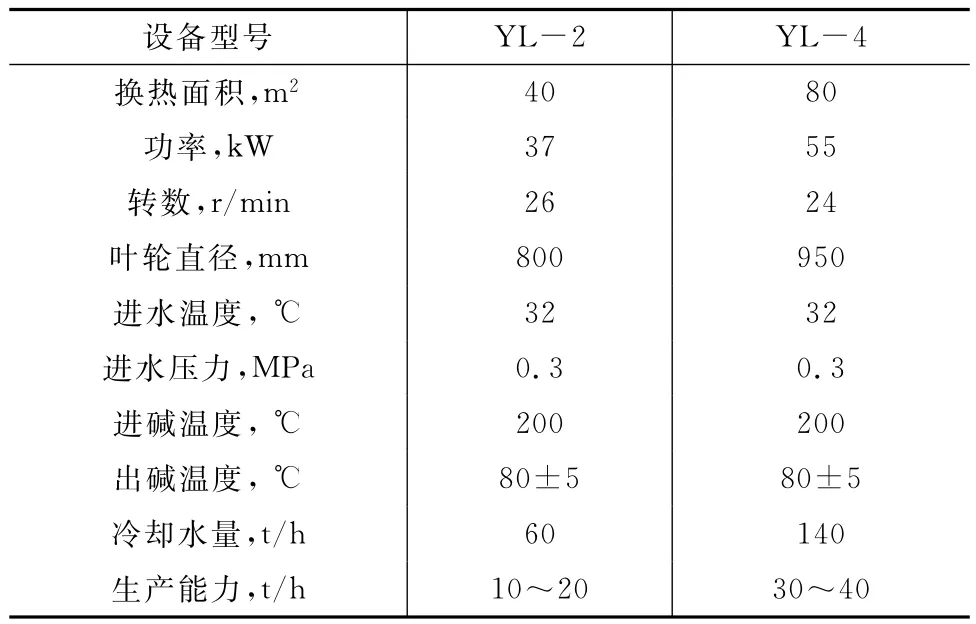
表1 凉碱机技术参数
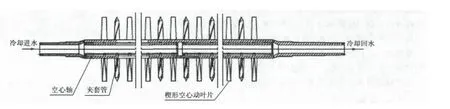
图1 空心轴转子简图
1.3 桨叶式凉碱机特点
该系列凉碱机单位耗能较低,而且为全封闭结构设计,避免现场碱尘飞扬,无需安装除尘装置,环境得到改善;结构简单,易于维修。
2 存在问题及原因分析
2.1 存在问题
生产过程中,凉碱机两根转子在同步齿轮带动下同步转动,使用一段时间后,空心动叶片出现泄漏现象,造成产品结块,设备内部结疤,泄漏部位主要集中在两处,其一在叶片尖部,其二是动叶片上部盖板两侧角焊缝部位,见图2所示,尤其是不带螺旋搅拌叶的动叶片。
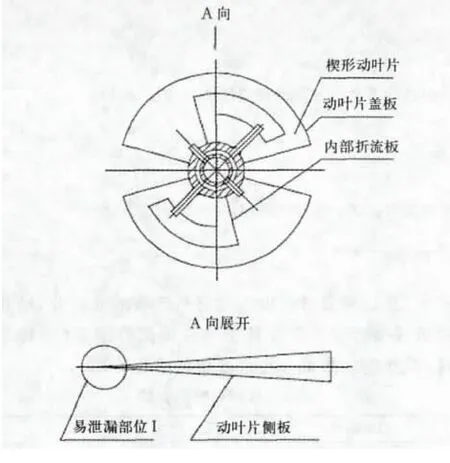
图2 楔形动叶片简图
2.2 原因分析
楔形动叶片是采用6mm碳钢板制作的铆焊件,各处均为角焊缝,由于该件高宽比较大,内部折流板与两侧板之间不能满焊,一侧采用点焊固定,制作完成后打压时,点焊部位容易裂开,失去了折流板对动叶片整体强度的加固作用。同时叶片在旋转过程中与纯碱(尤其碱疤)之间存在摩擦,焊缝部位发生磨损,厚度减薄,强度下降,生产过程中,在水压及叶片内外温差等因素作用下,角焊缝应力集中部位易导致疲劳开裂。另外,焊接质量也是造成泄漏的原因之一。根据叶片损坏情况相比较而言,带有搅动螺旋的动叶片(见图1)盖板角焊缝开裂较少,是由于螺旋对两侧板及盖板之间的加强及保护作用。
3 改进措施
针对上述问题,经过与厂家交流,我们提出了以下几点改进意见。
3.1 盖板角焊缝部位的改进
将动叶片顶部弧形盖板下降6~8mm,包于两侧壁板之间,采用角焊缝焊接,结构形式如图3,保护焊缝不受碱疤磨损,同时盖板上还可以增加加强筋进行加固,保证焊缝部位强度。

图3 动叶片弧形盖板改造简图
3.2 叶片尖角部位的改进
该部位设计了两种改进方案,其一是采取“人”字形焊接,焊后外包角钢;其二是采用钢板加工制作燕尾形工件,改变两侧板在叶片尖部的焊接方式,见图4。厂家技术人员经过认真分析和简单试验后认为:“人”字形焊接不易保证焊缝质量,焊肉薄了焊接强度不足,焊肉厚了影响角钢外包质量,而第二种焊接方式既增强了叶片尖角部位耐磨能力,又方便焊接,增强了焊接强度,而且对焊缝部位的磨损也有所保护。
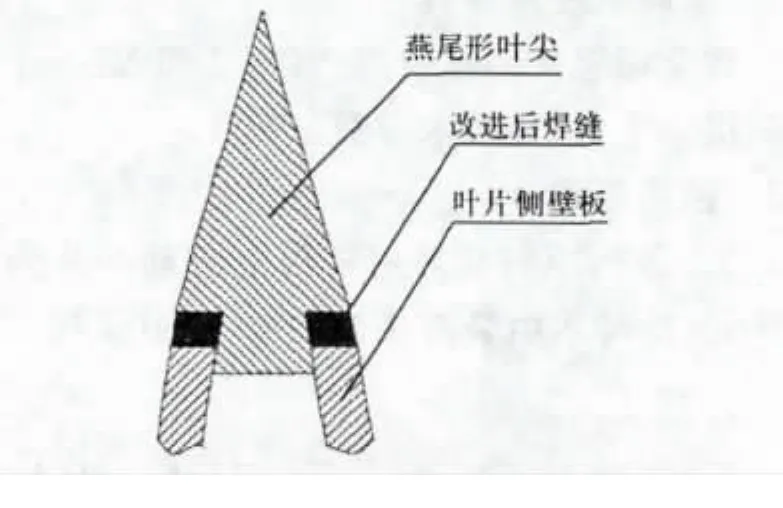
图4 动叶片尖部改进结构
4 结 语
在今年订购凉碱机转子时,我们已要求厂家按上述改进方案进行加工制作,同时对焊接质量提出了更高的要求,以保证备件整体质量,适应生产使用。改进的效果需在生产过程中进行检验,改造成功凉碱机运转周期将大大延长,同时也为其他单位的类似改造提供了参考。