复合SPD制备超细晶6061铝合金的组织及性能
2014-11-30刘兆华王晓琪陈亮伟起华荣史庆南
刘兆华,王晓琪,陈亮伟,起华荣,史庆南
(昆明理工大学 材料科学与工程学院,昆明650093)LIU Zhao-hua,WANG Xiao-qi,CHEN Liang-wei,
晶粒细化是同时提高金属材料强度并改善其塑性的有效手段之一。剧烈塑性变形(Severe Plastic Deformation,SPD)具有使多晶体材料的微观组织细化至亚微米级甚至纳米级的能力而备受关注,其中代表性的方法有高压扭转(High Pressure Torsion,HPT)、累积叠轧(Accumulative Roll Bonding,ARB)、等径角挤压(Equal Channel Angular Pressing,ECAP)及反复镦 压(Cyclic Channel Die Compression,CCDC)等[1-5]。等径角挤压因其具有设备和工艺简单特点而尤其备受关注。等径角挤压是将试样在冲头的挤压力作用下通过两个相同通道的转角处时,发生剪切变形,而试样横截面的形状和面积保持不变[6]。反复镦压是将试样放入一个内腔横截面和试样纵截面尺寸一样大小的模具内,发生挤压变形,试样形状和大小在变形前后保持相同时,停止挤压,将试样取出后旋转90°后再次放入模具中进行挤压,依次反复变形,直至晶粒得到细化[7]。
6061铝合金具有成型性好、耐腐性强、强度高和耐高温性能好等优点,被广泛应用于航天、航空、兵器、电子、运输和建筑等行业。国内外许多学者用等径角挤压方法对6061铝合金进行变形和变形后的热处理,并研究了其微观组织和性能[8-10]。
剧烈塑性变形的特点是在不改变其试样尺寸的条件下,试样每经道次变形的应变量累积,多道次变形后获得晶粒细小、组织均匀的块状金属材料。本工作采用等径角挤压和反复镦压两种大塑性变形方法组合的复合挤压方法对6061铝合金进行多道次变形,研究复合挤压工艺对材料的微观组织和力学性能的影响,并对其工艺的细化过程进行探讨。
1 实验材料与方法
试样原料是商业6061铝合金,其化学成分见表1。将原料用DK7732E型线切割机截取10mm×10mm×25mm的试样,试样经350℃,2.5h均匀退火,对模具和试样与模具接触面涂上MoS2润滑剂。

表1 6061铝合金的化学成分(质量分数/%)Table1 Chemical compositions of the 6061aluminum alloy(mass fraction/%)
实验工艺流程图如图1所示。将准备好的试样放入镦压腔内,使试样和腔的中心保持重合(图1(a));开始镦压变形,线段AB等于CD 时,停止镦压(图1(b));取出试样,旋转90°,放入等径角挤压模具内,再开始挤压变形(图1(c)),压下量达到(图1(d))停止挤压,第一道次复合变形结束。将试样取出后放入镦压腔内(图1(a))。以后复合挤压变形过程中,在其中镦压结束后,试样需按等径角挤压变形过程的BC路径旋转90°再进行等径角挤压变形。
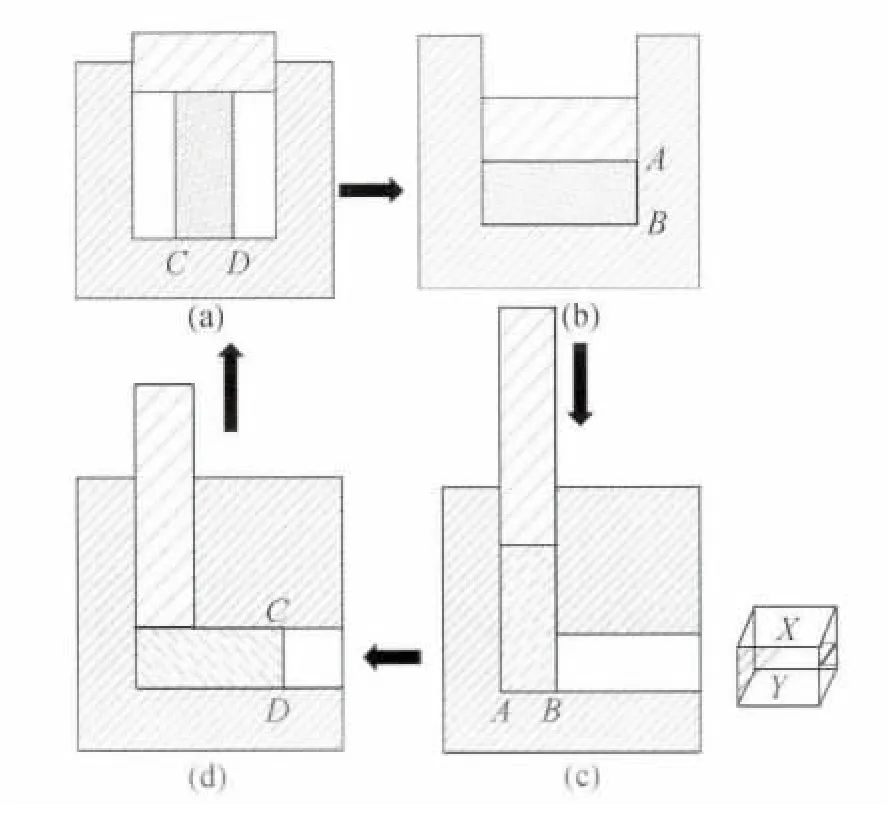
图1 复合挤压原理示意图Fig.1 Schematic diagram of the principle of combined extrusion method
室温条件下,在JYE-2000b液压机上完成4道次复合挤压变形。取挤压后的试样中间部分,线切割机切出10mm×10mm×1mm的薄片作为透射电镜试样。经粗磨、精磨和抛光后,在双喷电解减薄器上进行减薄,其电解电压为70V,电流为20A,电解液成分的体积比为:HClO4∶CH3COOH=1∶9。制备好的样品在酒精中清洗,最后在TECNAI G2F20透射电子显微镜上进行微观观察,其加速电压为120kV。将不同道次的试样截取上下平行面,并抛光使表面无划痕时,在HX-1型维氏显微硬度计上测试8个点的硬度,在2kg载荷下保持10s,最后取其平均测量值。拉伸实验在万能电子试验机AG-X上完成,拉伸应变速率为1.67×10-3s-1。
2 结果与讨论
2.1 等效应变
等径角挤压变形过程中,应变量的大小主要取决于挤压模具通道之间的内角φ和通道外角ψ,内角φ值大于或等于90°,外角ψ一般可以在0°~(π-ψ)。当ψ=0°时[2],其等效应变公式为

式中,N 代表材料重复EACP的次数。Iwahashi等[11]进一步考虑到外角ψ不同时,经过N 道次等径角挤压变形的等效应变ε的计算公式为:

从上式可知,当内角φ为90°时,外角ψ从0°增加到90°,材料经历的等效应变从1.15减少到0.907。反复镦压变形可看着单向压缩,等效应变公式为:

式中,h0为试样的原始高度,h为试样挤压后的高度。本实验是等径角挤压和反复镦压结合的大塑性变形方法,它的每道次的等效应变量是两种等效应变量之和。本实验等径角挤压模具的内角φ=90°,外角ψ=30°,h0=25mm,h=10mm,根据公式(2)和公式(3)知,每道次的累计等效应变为1.55。
2.2 微观组织
图2为6061铝合金经过350℃,2.5h均匀退火后显微结构的TEM图,退火态的晶粒大部分为等轴晶粒,晶粒尺寸大约为1~2μm。同时,大量的析出物均匀地分布在晶粒内和晶界上。
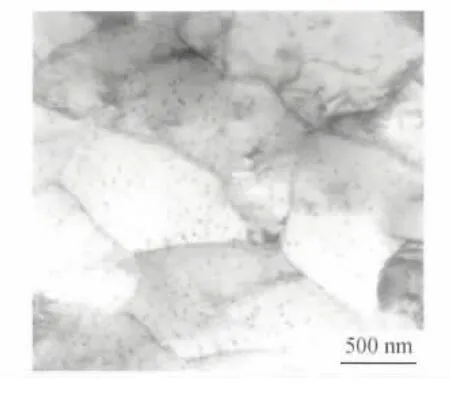
图2 6061铝合金退火态显微结构的TEM图Fig.2 TEM image of the microstructure annealed 6061Al alloy
图3是第三道次变形中反复镦压变形后显微结构的TEM图。复合挤压变形过程中,首先是镦压变形,即压缩过程。试样在受到挤压力,达到临界分切应力时,滑移系开始开动。图3中A所示为平行的位错滑移线。变形量增加,位错密度也急剧增加,位错之间相互交割,同时,位错与溶质原子发生交互作用,位错运动受阻会形成位错塞积群,从而形成分布杂乱无章的位错缠结,图3矩形所示为网状结构的位错缠绕区(Dislocation-Tangle Zone,DTZ)。多晶体塑形变形时,由于各个晶粒取向不同,各晶粒的变形之间既是相互阻碍,又是相互促进的。变形量继续增加,产生位错的湮灭和重组,形成具有一定厚度的位错墙(Dense-Dislocation Walls,DDWs)和近似等轴的位错胞状结构。位错胞状结构的胞壁是由一定厚度的高位错密度的位错缠结构成,而胞内的位错密度较低。这种胞状结构是外力引发位错运动后为了降低整体材料的能量而产生的松弛结构[12]。从图3中可知,还有由大量滑移位错累积形成的小角度亚晶界。继续加大变形量,位错被吸进入亚晶界并发生重排形成大角度晶界。
压缩过程中,位错滑移时会使晶体转动,转动方向是滑移面趋于与力轴垂直,使晶体各部分相对外力的取向不断改变,与X面大约呈40°。晶粒压缩时,晶粒由等轴状压成扁平状,形成变形带,同时,等径角挤压变形过程会在两个通道的相交处发生剪切变形,形成剪切带。复合挤压变形过程中,变形带1和剪切带2会相交发生相互作用,如图3所示,使位错向着有利于运动的方向滑移,从而使晶粒容易得到破碎和细化。

图3 第三道次变形中的反复镦压变形后6061铝合金微观结构的TEM图Fig.3 TEM image showing the microstructure of the 6061Al alloy after CCDC during the third deformation passes
图4是第三道次变形中等径角挤压变形后微观结构的TEM图。图中C区域代表高位错密度区,A和B相对于C区域是无位错区的亚晶粒。晶粒尺寸大于200nm的孤立位错胞(Isolated Dislocation Cell,IDC),它在一个大晶粒内,从其他亚晶粒孤立出来,即它的晶界与其他晶粒的晶界不相遇。IDC中内部的位错密度比它外部密度要高[13]。

图4 第三道次变形中的等径角挤压变形后6061铝合金微观结构的TEM图Fig.4 TEM image showing the microstructure of the 6061 Al alloy after ECAP during the third deformation passes
图5为第四道次复合挤压变形后微观结构的TEM图。经过4道次复合挤压变形后,成功获得了晶粒尺寸大约为100nm至几百纳米的等轴超细晶铝合金。铝的层错能为200×10-3J·m-2,故6061铝合金为高层错能金属,变形量的累积使能量升高,促使位错发生交滑移和小角度晶界发生迁移,从而发生动态恢复[14]。随着过程的不断进行,胞壁位错纠结不断地凝集使材料的整体位错密度下降,形成清晰的小角度亚晶界或大角度晶界,组织趋于稳定。如图5所示,许多晶粒是被大量的大角度晶界所分割而成。

图5 第四道次复合挤压变形后6061铝合金微观结构的TEM图Fig.5 TEM image of the microstructure of the 6061Al alloy during the fourth deformation passes of combined extrusion
2.3 细化过程
根据上述实验结果,晶粒细化的总体过程可示意性如图6所示,原试样为退火态组织,为粗大的等轴晶粒。首次镦压变形后,试样在挤压力的作用下,晶粒沿径向被拉长,呈扁平状,晶粒细化不明显,主要是形状发生变化。试样再经过等径角挤压模具中两个通道处时,晶粒大约沿45°方向被剪切[15],扁平的晶粒将在剪切力的作用下大面积的破碎。经过多道次镦压和等径角挤压变形后,晶粒尺寸更加显小,细化效果更佳显著,实现晶粒细化的目的。
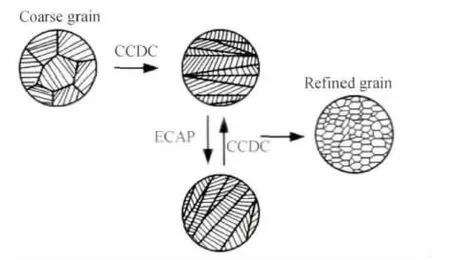
图6 复合挤压导致晶粒细化的过程示意图Fig.6 Schematic diagram of refining grain process by CCDC+ECAP
2.4 力学性能
硬度是金属材料力学性能中最常用的一个性能指标。图中0代表未变形的退火态试样。一道次复合变形后试样的显微硬度明显上升,随道次的增加,在X、Y、Z面上都呈增长趋势,如图7所示。试样X面显微硬度从31.4HV增加到70.8HV,Y 面显微硬度从27.8HV增加到55.5HV,Z 面显微硬度从27.8HV增加到58.2HV,三个面的硬度值都增加了1倍多。
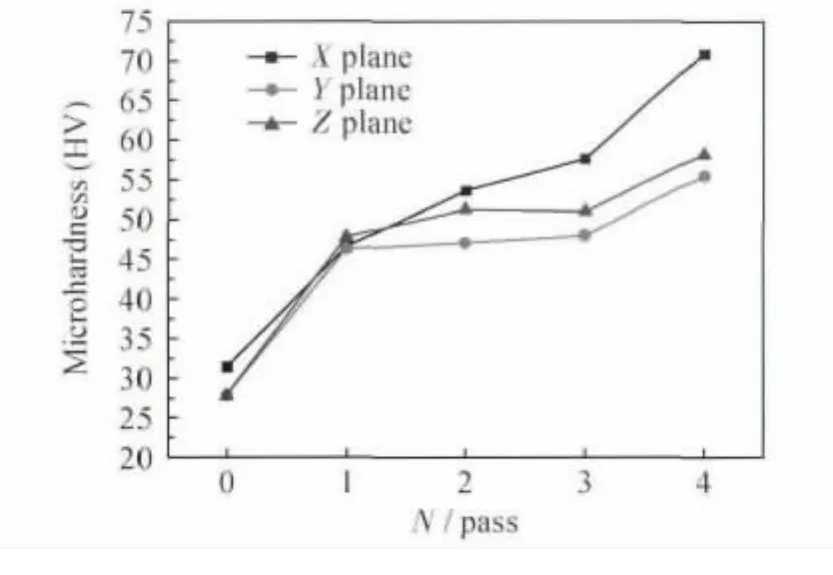
图7 变形道次对6061铝合金显微硬度值的影响Fig.7 Effect of the number of deformation pass on themicrohardness of the 6061Al alloy
图8为等径角挤压和复合挤压变形道次与铝合金的抗拉强度之间的关系图。未变形的退火态试样的抗拉强度为165MPa,一道次变形后,等角挤压变形试样的抗拉强度为222.3MPa,复合挤压变形试样为236.5MPa,一道次变形后其抗拉强度增加最多,直线的斜率最陡。经过四道次变形,等径角挤压变形试样的抗拉强度为349.3MPa,而复合挤压变形试样的为402.7MPa。随道次的增加,铝合金的抗拉强度显著提高,复合挤压试样的抗拉强度明显比等径角挤压变形的高。
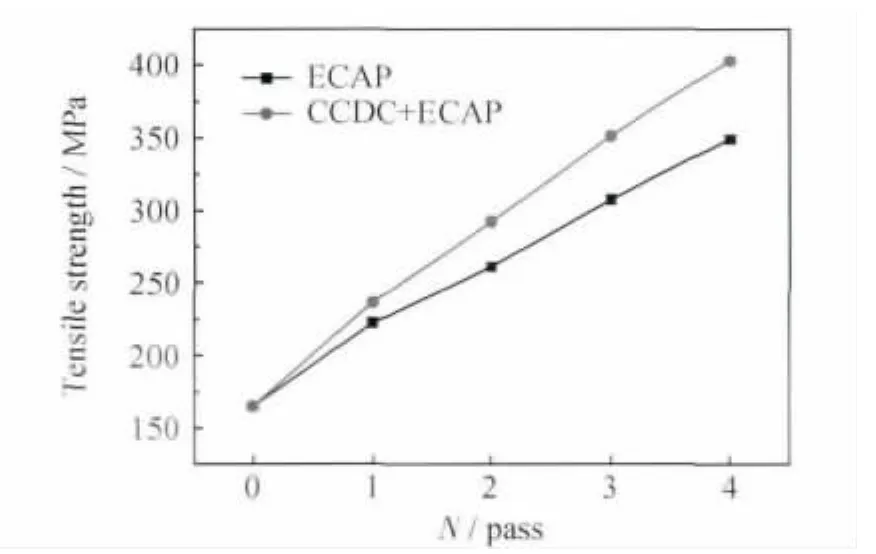
图8 6061铝合金抗拉强度与变形道次的关系Fig.8 The tensile stress of the 6061Al alloy vs deformation pass
图9为等径角挤压和复合挤压变形道次与伸长率之间的关系。未变形的退火态试样的伸长率26.8%,经过四道次变形,等径角挤压变形试样的伸长率为15.8%,复合挤压变形试样的为9.7%。随道次增加,铝合金的伸长率急剧下降,复合挤压变形试样的伸长率比等径角挤压变形试样下降显著。

图9 6061铝合金伸长率与变形道次的关系Fig.9 The elongation of the 6061Al alloy vs deformation pass
3 结论
(1)反复镦压和等径角挤压组合的复合挤压变形是一种制备超细晶金属材料切实有效的方法。经4道次复合挤压变形后,获得了平均晶粒尺寸大约为100nm至几百纳米的等轴超细晶6061铝合金。
(2)复合挤压变形过程中的等效应变是可累积的。每道次复合挤压变形的有效等效应变为1.55。
(3)经过四道次变形后,6061铝合金试样的硬度值增加了1倍左右,其抗拉强度随道次增加而显著提高,但伸长率下降同样明显,复合挤压变形对试样的力学性能的影响比等径角挤压变形更加剧烈。
[1]AZUSHIMA A,KOPP K,KORHONEN A,et al.Severe plastic deformation(SPD)processes for metals[J].CIRP Annals-Manufacturing Technology,2008,57(2):716-735.
[2]王晓溪,李萍,谢克敏,等.等径角挤钮变形过程中纯铝粉体材料的显微组织与力学性能[J].航空材料学报,2013,33(2):13-18.WANG Xiao-xi,LI Ping,XIE Ke-min,et al.Microstructure characteristics and mechanical properties on consolidation of pure al particles through equal channel angular pressing and torsion[J].Journal of Aeronautical Materials,2013,33(2):13-18.
[3]GHOSH K S,GAO N,STARINK M J.Characterisation of high pressure torsion processed 7150Al-Zn-Mg-Cu alloy[J].Materials Science and Engineering:A,2012,552:164-171.
[4]WAN J L,SHI Q N,QIAN T C,et al.Recrystallized microstructural evolution of UFG copper prepared by asymmetrical accumulative rolling-bonding process[J].Transactions of Nonferrous Metals Society of China,2010,20(4):559-563.
[5]任国成,赵国群.AZ31镁合金等通道转角挤压应变累积均匀性分析及组织性能研究[J].材料工程,2013,(10):13-19.REN Guo-cheng,ZHAO Guo-qun.Homogeneous deformation analysis and microstructure properties study of AZ31magnesium alloy in multi-pass equal channel angular pressing[J].Journal of Materials Engineering,2013,(10):13-19.
[6]LANGDON T G.The principles of grain refinement in equalchannel angular pressing[J].Materials Science and Engineering:A,2007,462(1):3-11.
[7]GUO W,WANG Q D,LIU M P,et al.Microstructure and mechanical performance of AZ31-1.7wt.%Si alloy processed by cyclic channel die compression[A].Nanomaterials by Severe Plastic Deformation:NanSPD5[C].Switzerland:Trans Tech Publications,2011:457-461.
[8]KHAN A S,MEREDITH C S.Thermo-mechanical response of Al 6061with and without equal channel angular pressing(ECAP)[J].International Journal of Plasticity,2010,26(2):189-203.
[9]KIM J H,HWANG S K,IM Y T,et al.High-strength boltforming of fine-grained aluminum alloy6061with a continuous hybrid process[J].Materials Science and Engineering:A,2012,552:316-322.
[10]FU M W,THAM Y W,HNG H H,et al.The grain refinement of Al-6061via ECAP processing:Deformation behavior microstructure and property[J].Materials Science and Engineering:A,2009,526(1-2):84-92.
[11]IWAHASHI Y,WANG J T,HORITA Z,et al.Principle of equal-channel angular pressing for the processing of ultra-fine grained materials[J].Scripta Materialia,1996,35(2):143-146.
[12]余永宁.金属学原理[M].北京:冶金工业出版社,2007:408-410.
[13]HUANG J Y,ZHU Y T,JIANG H,et al.Microstructure and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening [J].Acta Materialia,2001,49(9):1497-1505.
[14]罗许,史庆南,刘韶华,等.6061铝合金超细晶制备及其组织性能的研究[J].材料热处理学报,2009,30(3):71-75.LUO Xu,SHI Qing-nan,LIU Shao-hua,et al.Study on microstructure and properties of ultra-fine-grain 6061aluminium alloy[J].Transactions of Materials and Heat Treatment,2009,30(3):71-75.
[15]NMKASHIMA K,HORITA Z,NEMOTO M,et al.Development of a multi-pass facility for equal-channel angular pressing to high total stains[J].Materials Science and Engineering:A,2000,281(1):82-87.
