使用P3SE声音监测功能来实现磨床GAP的应用
2014-11-27卢典庆
卢典庆
使用P3SE声音监测功能来实现磨床GAP的应用
卢典庆
(上海机床厂有限公司 上海 200093)
随着现代加工业的发展,人们更加追求高质、高效、安全可靠的加工手段。其中,在数控机床上使用GAP(消空程)功能就是众多手段中的一种,它不仅可以减少机床的空行程,提高工作效率,还可以根据噪音极限值的定义检测砂轮是否处于安全位置。通过MARPOSS的P3SE在FANUC系统上的应用,介绍了GAP的工作原理、硬件连接、自学习与调整及程序的编辑,为实现数控机床的高效率、高质量和高安全性生产提供了一种手段。
P3SE 声音监测 消空程 数控磨床
随着现代化加工技术的不断发展,对加工的质量、效率、全自动化要求越来越高。现代化工厂里全是数控机床和全自动流水线操作,在机床的自动加工过程中,匹配了很多的辅助系统和监控系统,如在数控磨床上利用消空程来实现提高生产安全,提高生产效率的使用。目前,AE(Acoustic Emission)系统在数控磨床的加工使用中已经非常成熟,国外在掌握这项技术上顶尖的产品有意大利的MARPOSS、美国的SBS和德国的DITTEL。本文以MARPOSS的P3SE在FANUC系统上的应用进行分析。
1 P3SE的GAP(消空程)用途
MARPOSS的P3SE是通过一个AE传感器,检测磨床中的砂轮和工件接触时产生的超声波能量。测量方法是机床在进行自动磨削时,砂轮在安全位快进到工进的过程中,根据噪音极限值的设定可以检测到砂轮和工件是否接触;根据噪音极限值的定义可以检测砂轮是否处于一个安全位置;可以根据检测砂轮在修整过程中的声波发射图形来判断砂轮是否完全修好。如果声波图形连续不间断时,可认为此砂轮修整完成。
2 P3SE硬件连接
图1中,AE1是连接到AE传感器1,Amphenol类型8-针的接头;AE2是连接到AE传感器2,Amphenol类型8-针的接头;COM是串口RS232,Cannon型9针;AEI/O-----I/O信号接口,Cannon型15针的插头(I/O接线图如表1所示);AN.OUT是模拟量输出接头;POWER 24 VDC是电源输入接头⊥-----接地(M5)。

图1 P3SE背部视图
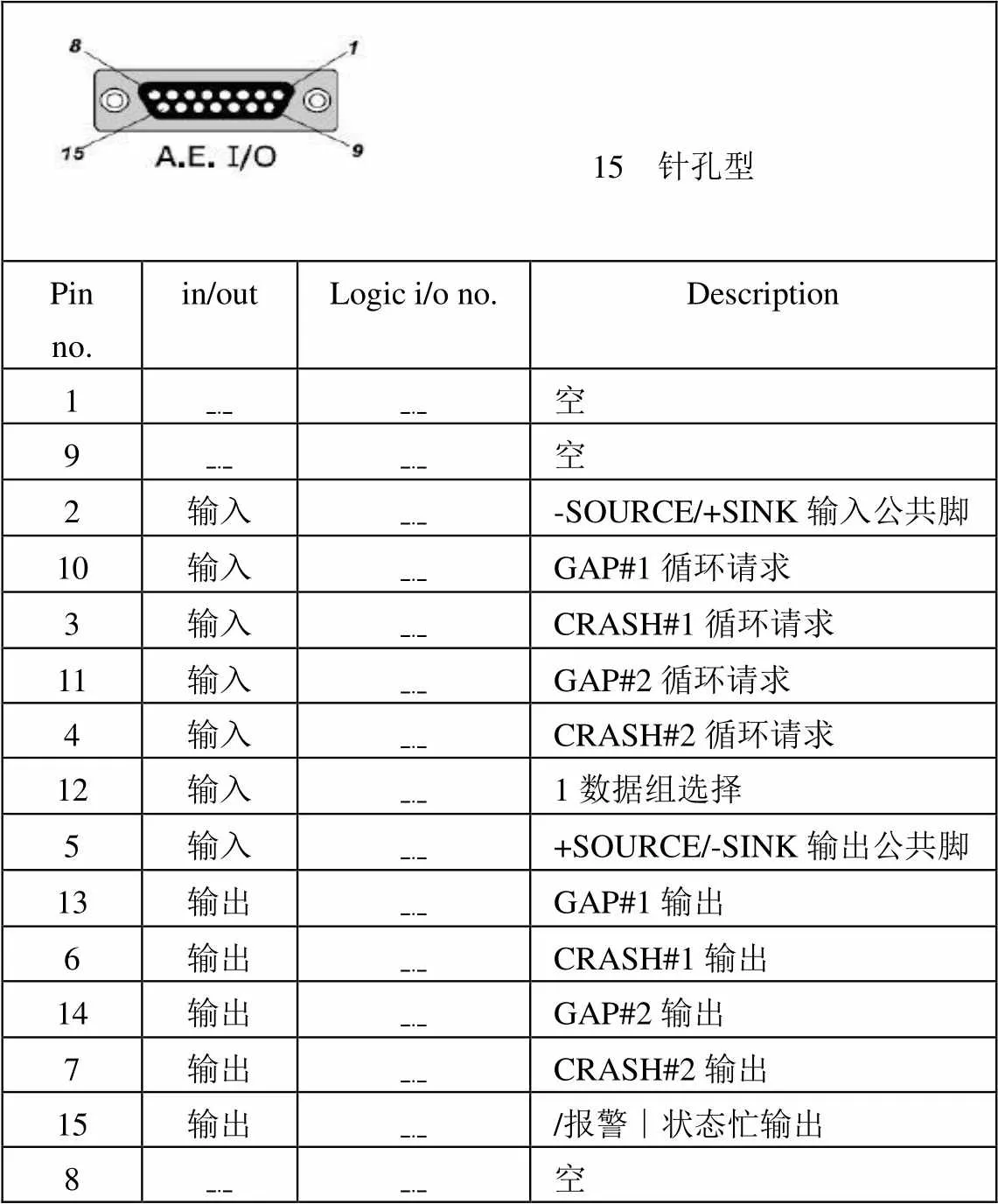
表1 AE I/O信号接线图
3 P3SE的学习与调整
3.1 逻辑通道A的绝对模式的学习操作步骤
此时砂轮接近工件的表面,把砂轮、头架和冷却液启动起来,准备进入磨削状态的学习。
此时可以通过手动进行磨削,直至出现火花(最好大于正常磨削时的火花)。这个过程持续60 s自动结束,或砂轮磨削工件的时间超过约10 s,可以按ENTER键手动结束。
3.2 GAP(消空程)的调整
如果软件增益调制极限还无法达到正常状态,可以调节硬件增益。
4 程序的编辑
4.1 FANUC系统PLC的编程(单通道)

图2 PLC 编辑图
Y0.0为GAP的循环请求
译文:一位医学检验实验室技术人员的职责是在检验科学家的直接指导下,处理与准备用于检验和测试的人体、动物、视频、谁、土壤、空气等标本,并按照写好的标准实验程序进行常规检验分析。
X0.0为P3SE的GAP信号
M41为GAP-ON消空程开
M40为GAP-OFF消空程关
4.2 FANUC系统NC的编程
假设工件的磨削余量为0.4 mm编程(变量#528为工件外圆要求磨削到的尺寸)。
M08
S60M03
G010.0F8000
G01[#528+1.0]F5000
M41
G31P1[#528+0.3]F10
M40
G01[#528+0.1]F1.0
G01[#528+0.05][#628+0.05]F0.6
G01#528F0.2
G041.0
G01 U0.5W0.5F10.0
G01 U20.0F3000
M99
5 结语
在数控磨床上,如果没有使用GAP(消空程)功能,NC编程就得按全部工件中余量最大的工件来进行编程,这样会造成加工余量少的工件有一部分时间浪费在空行程上。另外,在上一道工序留给下道工序的加工余量一致性不是很稳定的情况下,又没有声波监测的功能,就会埋下安全隐患,可能造成生产的零件质量不稳定或产生安全事故。同样,如果使用了GAP功能,就可以充分利用声波监测功能,做到加工过程的全控制,保证零件的质量和生产的安全性,还通过消除加工过程的空运行那段行程,从而实现加工的高效率。所以,GAP功能为高质、高效的安全生产提供了可能。
[1] MARPOSS S.P.A(UTD/MU)P3SE磨床的声音监测使用手册[Z].2010.
