聚四氟乙烯材料零件车削加工方法探索
2014-11-27白宝州王克强杨庆辉
白宝州 王克强 杨庆辉
聚四氟乙烯材料零件车削加工方法探索
白宝州 王克强 杨庆辉
(中国工程物理研究院 四川绵阳 621900)
针对薄壁聚四氟乙烯零件的特征,研究了温升变化、工艺参数对其加工变形的影响,摸索出一个较为稳定的加工方法,保证了零件的尺寸精度及形状精度,提高了生产效率,为该类零件以后的加工提供了参考。
聚四氟乙烯 车削 加工方法
聚四氟乙烯俗称“塑料王”,是一种耐高温、耐腐蚀的特种工程塑料,具有优良的电绝缘性、耐老化性能,以及吸水性小、摩擦系数低、自身润滑摩擦性能优异等特点,几乎能耐所有化学药品的腐蚀,可在-180~250℃条件下长期使用,广泛应用在化学化工和航空航天工业上。但由于强度低、刚性差、冷流性大、不能注射成型,需烧结成型。对于单件小批量这类零件的需求,一般需选用普通车床车削加工而成,材料毛坯一般选用外购成型的板材或棒材。
1 零件结构工艺分析

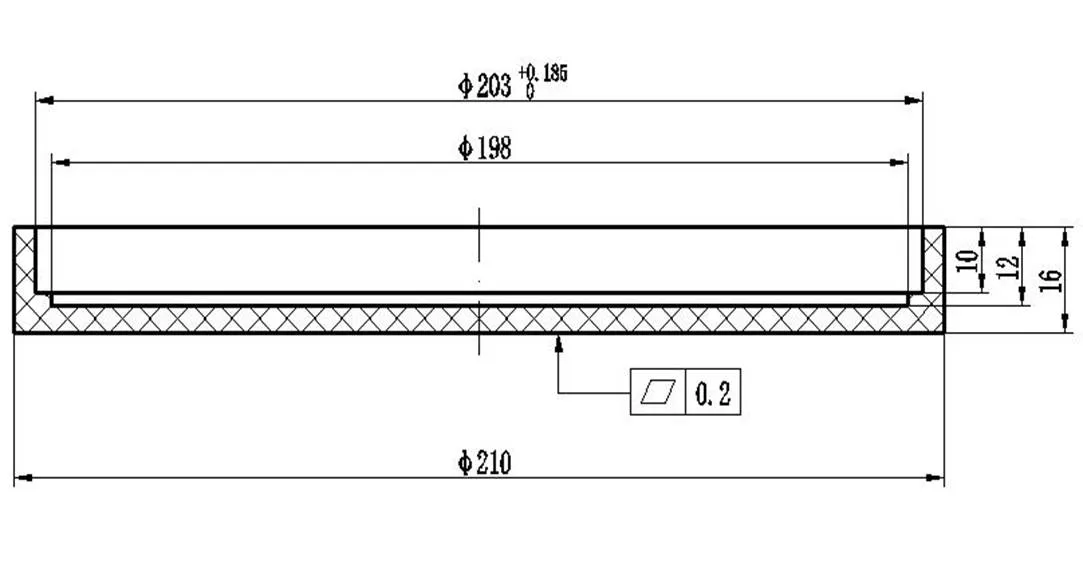
图1 零件结构图
由于聚四氟乙烯材料的线膨胀系数为10×10-5(1/℃),且热传导性差,冷却液难以充分将工件热量带走,连续加工存在一个较大的温升趋势,实际上工件温度每升高10℃,工件热膨胀将增大0.21mm,已超出零件公差要求,当工件达到这样的膨胀量时,对车削工件端面将会产生更大影响。由于工件被夹持,因此向外膨胀受到限制,变形只有向内凹或向外弧形鼓出,其数量最大可达到几毫米,端面车削后将会出现一个中间变厚的趋势。因此加工该材料零件,需严格控制温升,控制温度的措施除了外界冷却外,主要是由切削参数决定。
零件加工难点主要是薄壁非金属零件车削加工受温度变化影响较大,加工该零件,需解决好以下几点:(1)如何选择适合的温度环境进行加工;(2)如何选择适合的刀具及切削参数;(3)如何选择合理的工艺路线及工装。
2 加工工艺试验
后来在加工中采用了控制刀具、切削参数以及充分冷却等降低温升的措施,但仍不足以抵消切削过程自身发热的变形影响,工件不能最低限度满足车削要求。加工的工件检测结果仍为:内底面平面度,外底面平面度,与前述超差的数据相差不大,均为外凸超差,底板厚度仍不能满足图纸的要求;在控制内径尺寸的加工中已按上偏差要求,但加工后仍超差,原因主要还是由工件的圆度和锥度误差引起工件尺寸的超差。工艺试验验证了工艺分析的变形趋势。
工件到最后精车时,刚性太弱,即使很小的夹紧力,也会产生较大的夹持变形。要想避免这些因素的影响,还应减小装夹变形,对热变形进行释放,减小环境温度变化对加工尺寸的影响。
3 工艺措施
通过对变形原因的分析,须采用合理的工艺措施释放变形,稳定加工环境的温度,在刀具上增大刀具的前角和后角,使刀尖更加锋利,减少切削力。在切削参数上,减小吃刀深度,适当增大走刀量,减小一次走刀过程的发热量,新制定的工艺路线为:粗车外圆→粗车内型面→车工艺夹头→精车内型面→车另一端面→粗车内型面→车成。新方案加工示意图如图2、图3所示。
内型面精车,采用夹持工艺夹头,工件紧贴三爪卡盘,车削工件端面外圈时热胀变形为自由状态,以降低对内端面的影响,内孔加工未受三爪直接夹持,装夹变形大幅减小,加工时考虑热胀影响,仍按上偏差尺寸控制,适当预留热胀后回缩量。
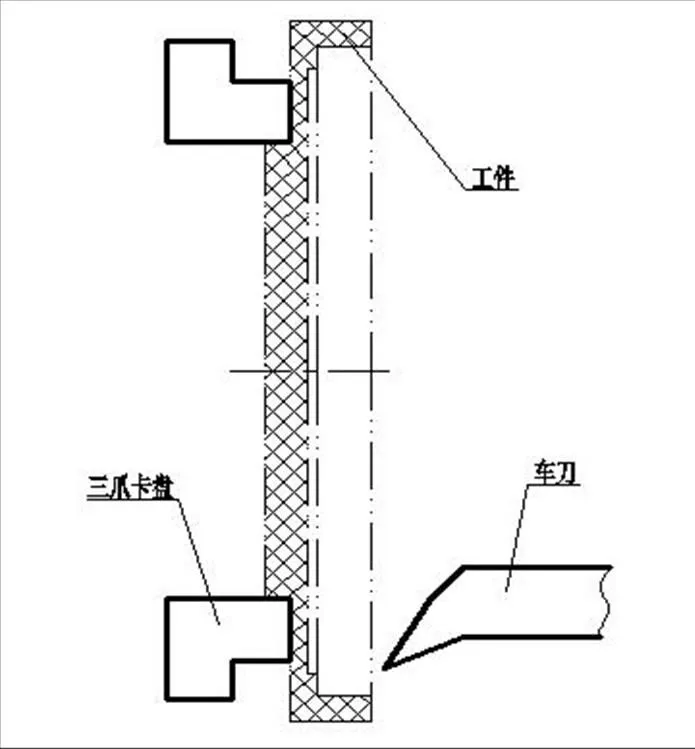
图2 内型面加工示意图
外圆及端面加工采用芯轴装夹的型式,工件内孔加工好后,按内孔配制过盈芯轴,配合过盈量根据工艺试验热胀情况控制在0.1~0.15 mm之间,通过预变形抵消工件的热胀变形,过盈装配后,工件不需要夹紧,夹紧过盈芯轴即能加工,车削过程中,仍需控制温升,使工件始终处于拉紧状态,同时拉紧状态下避免工件端面的热胀变形。加工时采用先加工端面,后加工外圆,外圆精车后出现热胀变形,工件可轻松取下工装。加工过程在恒温20℃±2℃房间进行,避免环境温度不一致引起尺寸的变化。
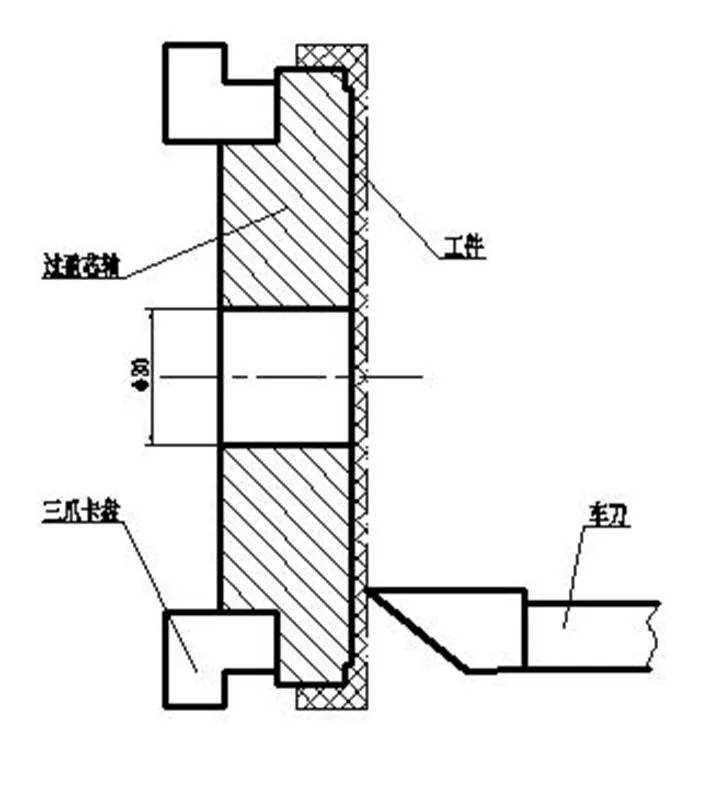
图3 端面外圆加工示意图
4 结语
工件按以上加工工艺加工完毕,达到了理想的效果,内径尺寸普遍控制在Ф203.05~Ф203.13mm之间,底面平面度未超过0.15 mm。在非金属材料聚四氟乙烯的加工中,通过优化切削参数、控制温升、采用过盈工装预变形处理,可以大幅减小该材料车削加工中的热变形影响。使该类零件的批量加工得到了质量保证,同时该加工方法还有利于提高生产效率。
[1] 徐灏.机械设计手册[M].北京:机械工业出版社,1991,9.
[2] 张耀寰.机械加工工艺设计手册[M].北京:航空工业出版社,1987,12.
[3] 孟少农.机械加工工艺手册[M].北京:机械工业出版社,1992,1.
