数控车床用宏程序加工变螺距螺纹的方法及技巧*
2014-11-27毛洪辉
马 丽 毛洪辉
数控车床用宏程序加工变螺距螺纹的方法及技巧*
马 丽 毛洪辉
(九州职业技术学院 江苏徐州 221116)
变螺距螺纹在一些行业的用途相对比较广泛,利用宏程序在数控车床上加工变螺距螺纹的关键问题之一是加工程序的编写。以FANUC数车系统为例,阐述变螺距螺纹的数控加工原理及程序编写方法,并给出加工程序,为企业解决变螺距螺纹的数控加工提供参考依据。
数控车床 宏程序 变螺距螺纹加工
1 变距螺纹概述
目前,随着产品市场的激烈竞争,传统的螺纹车削和丝锥板牙已无法满足生产的需要。传统加工变螺距螺纹的方法有:一是在卧式车床进给系统中增设一套辅助装置(凸轮变速机构)实现变速加工,虽然能保证精度,但所需技术难度较大,设计成本较高,调变距增量较麻烦,且不利于推广应用;二是在铣床上采用手工加工的方法完成,劳动强度大、效率低、精度低、容易出现废品。通过多年的教学经验和实践探索,确定了一种利用宏程序在数控车床上对变螺距螺纹加工的编程方法,利用宏程序很方便地解决了变螺距螺纹的技术难点。
由于现代数控系统有强大的宏程序功能,用户宏功能的变量运算可提高数控车床的加工能力。以FANUC-Oi系统的数控车床为例,对加工变螺距螺纹进行探讨,为企业生产变距螺纹提供参考依据。变距螺纹是指螺纹的导程不是定值,而是沿着螺旋线方向逐渐变大或减小,有等槽宽变导程螺纹和等牙宽变导程螺纹两种形式,在FANUC-Oi系统的数控车床上面,用G34、G35指令,可以加工出这样的变距螺纹,如图1、2所示。

图1 等槽宽变牙导程螺纹
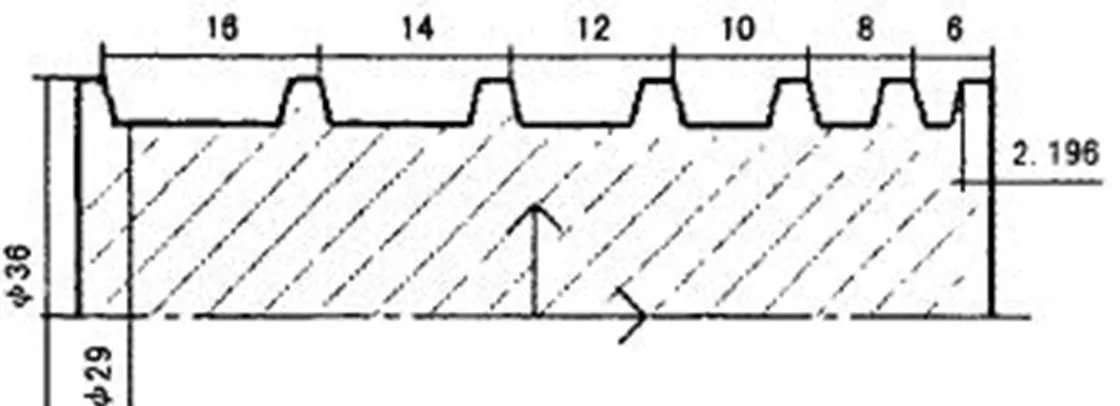
图2 等牙宽变槽导程螺纹
2 变距螺纹的用途
变距螺杆挤出性能优良,不仅吃料情况好、送料均匀、出料口物料连续性好,而且压缩均匀、压缩比大。在食品、橡胶、塑料等行业使用的挤出设备中,螺杆轴是关键零件。例如绞肉机、船舶上的变导程螺旋桨以及汽车前转向悬挂上的变距螺纹等。
3 变距螺纹的数控加工方法
在配有FANUC-Oi数控系统的数控车床上加工变螺距螺纹, 变螺距螺纹的切削指令是:G34、G35X (U) ___ Z (W)___ F ___K士___。其中X、Z是指车削的终点坐标值,U 、W 是指切削终点相对起点的增量坐标值,F是指螺纹的导程(单头螺纹的螺距),这些基本与普通螺纹切削指令G32的意义相同,K是指螺纹每导程的变化量,其增(减)量的范围[1]。
4 宏程序特点
随着数控系统的不断更新,宏指令应用越来越广泛。以FANUC-Oi系统为例,系统使用B 类宏指令,包括宏变量的赋值、运算、条件调用等,其编程直观、功能强大,编程者可以自己扩展数控系统的功能。宏功能是数控系统所具备的特殊辅助功能,合理地使用好该功能可以大大简化加工程序。
5 宏程序的控制指令
5.1 算术和逻辑运算
下面运算可在变量中执行运算表达式可包含常量和由函数或运算符组成的变量。表达式中的变量(#j、 #k )可以用常数赋值。
(l)常用变量:
[加]#i = #j+# k 、[减]#i=#j-#k ;
(2)角度单位为度:
[正弦] #i=sin[#j] 、[余弦] #i=cos[#j];
(3)函数:
[平方银]#i=sqrt[#j]、 [指数函数]#i=exp[#j]
(4)运算符:
EQ等于、NE不等于、GT大于、GE大于或等于、LT小于、LE小于或等于。
5.2 条件转移(IF语句)
语句格式为IF[条件式] GOTO n,如图3所示。
条件式成立时,从顺序号为n的程序段开始执行;条件式不成立时,执行下一个程序段。

图3 IF语句图
5.3 循环语句(WHILE 语句)
语句格式为:WHILE[条件式]DO m… END m(m =l,2 ,3) ,如图4所示。

图4 WHILE语句图
当条件语句成立时,程序执行从DO m至END m之间的程序段;如果条件不成立,则执行END m之后的程序段。DO和END后的数字是用于表明循环执行范围的识别号,可以使用数字1,2和3,如果是其他数字,系统会产生报警。DO~END循环能够按需执行多次。
6 加工实例
6.1 图形说明
这里仅介绍等牙变槽宽导程螺纹的加工,如图5所示。这种情况要比加工等槽宽变牙复杂一些,要车变槽宽的螺纹,只有在螺距车削的过程中使刀具宽度逐渐地均匀变大才能实现,不过这是不能实现的。在实践中可通过改变螺距和相应的起刀点来赶刀,逐渐完成车削这样的特殊螺纹(变螺距螺纹)。

图5 加工实例图
在数控车床上用循环语句(WHILE 语句)编制成程序。起刀点:已知基本导程是6 mm,变距是3 mm,第一个螺距实际=6+3=9mm ,首先选择刀宽为3mm螺纹车刀,刀具宽度是根据变距值而定,所以选择编程的切削起点距离端面为9 mm 的位置。第一刀与等槽、等宽牙变距情况一样,先车出一个槽等宽牙变螺距的螺纹,第二刀切削时的定位点向端面靠近0.5mm(具体数值可根据经验而定),同时基本导程变为5.5mm[4,5]。
依次类推,第三刀再靠近0.5mm,基本导程变为5mm,直至车到尺寸要求(长度66)为止。
6.2 利用宏程序编写如下(毛坯已经加工为合适尺寸):
O8888
T0202 S100 刀具转速
G00 X 60 Z 9 定刀点
#1= 50 螺纹大径值
#2= 44 螺纹小径值
WHILE [#1GE#2] DO3 循环语句
G00 X [#1] Z 定刀点
G34 Z-66 F6 K3 变距螺纹的指令
G00 X 60 退刀
Z 9 定点
#1= #1-0.3 变量
#3= 6 定起始螺距值
#4= 3.5 定最终螺距值
#5= 0.5 每次进给减值
#6= 9 定刀点
#7= 6.5 定刀点
WHILE [#3GE#4] DO2 循环螺距语句
WHILE [#6GE#7] DO1 循环定刀点语句
G00 X [#1] Z [#6-#5] 定刀点
G00 X 60 退刀
Z9 定刀
#6= #6-#5 递减值
#3= #3-#5 递减值
END1 循环1结束
END2 循环2结束
END3 循环3结束
G00 X 100 Z 100 退刀
6.牛流行热。急性死亡多因窒息所致。剖检可见气管和支气管黏膜充血和点状出血,黏膜肿胀,气管内充满大量泡沫粘液。
M30 程序结束
加工结果,如图6所示。
图6 加工后成品
7 加工时要注意:
(1)根据不同的要求合理选择刀具宽度。
(2)正确选择起始值和起刀点的位置。
以上措施有效地解决了加工特殊螺纹(变螺距螺纹)等问题,提高了加工零件的质量。
[1] 济南机床厂.FUNAC- 0i MA系统编程说明书.
[2] 陈海舟.数控加工宏程序[M].北京:机械工业出版社,2006.
[3] 李建跃等.宏程序在数控加工的应用叨[J].机械工程师2004,(4).
[4] 张永权.一个宏程序在FANUC系统上的妙用[J].机械工人,2005(2):24.
[5] 徐卫东.螺纹切削循环指令分析及应用[J].中国科学教育,2004(11).
*江苏省高等职业院校高级访问工程师计划资助项目编号:FG125
