AutoCAD在圆度误差评定中的应用研究
2014-11-27王晓伟肖衍凡徐守品
王晓伟 肖衍凡 徐守品
AutoCAD在圆度误差评定中的应用研究
王晓伟1肖衍凡2徐守品1
(1.九江职业技术学院机械工程学院 江西九江 332007;2.江西省计量测试研究院 江西南昌 330029)
在圆度误差测量中,圆度误差的数据处理和评定一般都是采用绘制简图及用同心模板逼近的方法完成,但这种方法处理效率及准确度偏低。应用AutoCAD软件的绘图和标注功能对圆度误差进行评定的方法,能够很好的弥补传统方法的不足。
AutoCAD 圆度误差评定 最小区域圆 最小外接圆
1 引言
圆度误差是指在回转体同一横截面内被测实际圆对其理想圆的变动量。将实际圆夹在两同心理想圆之间,当两理想圆的间隙为最小时,用该两理想圆半径之差t来表示实际圆的圆度误差,如图1所示。
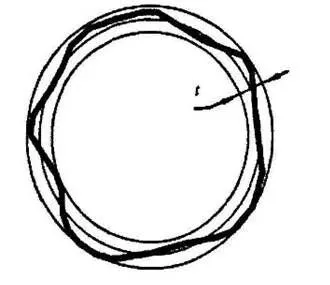
图1 圆度误差的定义图
按照理想圆相对被测实际圆的摆放位置不同,圆度误差有4种不同的评定方法:最小区域圆(MZC)方法、最大内切圆(MIC)方法、最小外接圆(MCC)方法和最小二乘圆(LSC)方法。对于同一组测量数据,采用的评定方法不同,得出的评定结果也会不同。其中最小区域圆(MZC)方法是圆度误差的仲裁方法,其他方法都为近似方法。以上四种评定方法中的最小区域圆(MZC)方法、最大内切圆(MIC)方法、最小外接圆(MCC)方法可以采用绘制简图的方法完成。AutoCAD软件具有强大的绘图功能,利用AutoCAD 软件可以很轻松的完成以上三种方法的评定,这将是该文主要介绍的内容。最小二乘圆(LSC)方法由于计算量比较大,一般都采用编程的方法进行完成,在此不做介绍。
2 圆度误差的测量
对于低精度的被测工件,可用光学仪器测出被测工件圆周上等分的若干测量点(一般为每30度一个测量点,共12个点)的半径变化而求得圆度误差。例:在光学分度头上用顶尖支撑测量某轴的圆度误差,测量结果见表1。

表1 直径20 mm轴的圆度误差测量数据 (μm)
图2为在万能工具显微镜的光学分度台上测量孔径圆度误差示意图,图3为在光学分度头上用顶尖支撑定位测量轴径圆度误差示意图[1]。

图2 孔径圆度误差的测量

图3 轴径圆度误差的测量
3 应用AutoCAD进行圆度误差评定
首先将表1中的数据放大1000倍在AutoCAD中绘制误差放大曲线,结果见图4。

图4 轴径圆度误差放大曲线
命令: _circle 指定圆的圆心或 [三点(3P)/两点(2P)/相切、相切、半径(T)]: 0,0
指定圆的半径或 [直径(D)] <20.0000>: 10
命令: _pline
指定起点: 10<0
当前线宽为 0.0000
指定下一个点或 [圆弧(A)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 14<30
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 15.5<60
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 14<90
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 12.5<120
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 10<150
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 12<180
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 11<210
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 9<240
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 7<270
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 10<300
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: 10.5<330
指定下一点或 [圆弧(A)/闭合(C)/半宽(H)/长度(L)/放弃(U)/宽度(W)]: c
3.1 最小区域圆(MZC)方法
最小区域圆方法的判断准则是:用两同心圆包容实际轮廓,在包容时必须两个外接点和两个内接点交替发生[1]。
评定步骤[2,3]:
(1)先初选点1、2为两个内接点,点3、4为两个外接点,用line命令绘制直线1-2,3-4,如图5所示;
(2)启动对象捕捉里的中点和垂足功能,如图6所示,用line命令绘制直线1-2,3-4的垂直平分线得交点O;
(3)分别以0-1和0-3为半径,O点为圆心,用circle命令绘制内接圆和外接圆;
(4)检查发现点5在内接圆里面,点6在外接圆外面,说明初选的点不合适;
(5)用点5替换点1,用点6替换点3,重复步骤1-4,结果如图7。检查发现所有点都在内接圆与外接圆之间,说明内接圆与外接圆符合要求;
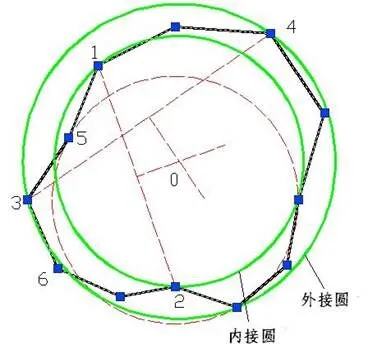
图5 最小区域圆(MZC)方法
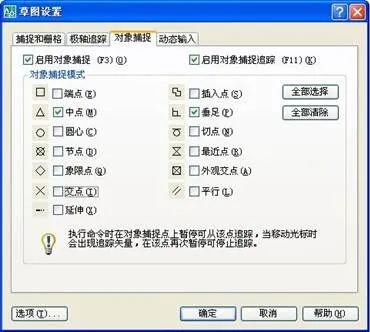
图6 对象捕捉设置对话框
(6)利用dimradius命令对内接圆与外接圆进行标注,得到它们的半径如图7所示。
则圆度误差:t=12.98-9.6=3.38 μm

图7 最小区域圆(MZC)方法结果示意图
3.2 最小外接圆(MCC)方法
最小外接圆应符合以下两项判别准则之一[1]:
(1)把外凸出的三点相连,这三点构成锐角或直角三角形;
(2)把最外凸出的两点相连,这两点构成直径。
评定步骤:
(1)先初选点1、2、3为三个外接点(三点构成锐角三角形),用circle命令并选择三点绘制圆的方式,通过点1、2、3绘制最小外接圆,如图8所示;

图8 最小外接圆(MCC)方法
(2)检查发现点4和点5在最小外接圆的外面,说明初选的点不合适;
(3)用点4替换点2,用点5替换点3,重复步骤1-2,结果如图9所示。检查发现所有点都在最小外接圆里面,说明最小外接圆符合要求;

图9 最小外接圆(MCC)方法结果示意图
(4)用最小外接圆的圆心0为圆心,0到最靠内部的点6为半径,用circle命令绘制最大内接圆;
(5)利用dimradius命令对内接圆与外接圆进行标注,得到它们的半径。
则圆度误差:t=12.86-8.82=4.04 μm
3.3 最大内切圆(MIC)方法
最大内切圆法与最小外接圆法判别准则相同,只是先确定最大内切圆再确定最小外接圆。
评定步骤:
(1)先初选点1、2、3为三个内切点(三点构成锐角三角形),用circle命令并选择三点绘制圆的方式,通过点1、2、3绘制最大内切圆,如图10所示;
(2)检查发现所有点都在最大内切圆外面,说明最大内切圆符合要求。如果有其它点在最大内切圆里面,则说明初选的点不适合,需要替换点并重复步骤1;
(3)用最大内切圆的圆心0为圆心,0到最靠外部的点4为半径,用circle命令绘制最小外接圆,如图10所示。
(4)利用dimradius命令对内切圆与外接圆进行标注,得到它们的半径。
则圆度误差:t=13.07-9.66=3.41 μm

图10 最大内切圆(MIC)方法
4 结语
应用AutoCAD软件分别采用最小区域圆(MZC)方法、最小外接圆(MCC)方法和最大内切圆(MIC)方法对圆度误差进行评定的方法。评定结果表明利用AutoCAD软件的绘图和标注功能可以很好的弥补传统的手工绘制简图及用同心模板逼近方法在圆度评定时的效率及准确度不理想的缺陷。
通过评定过程及结果发现,对于同一组测量数据,采用的评定方法不同,得出的评定结果也会不同。采用最小区域圆(MZC)方法得到误差值最小,但是评定过程要相对复杂一些,所以实际应用时可以先采用最小外接圆(MCC)方法或最大内切圆(MIC)方法对圆度误差进行评定,如果不合格再用最小区域圆(MZC)方法进行仲裁。
[1] 郭连湘,黄小平.机械零件加工质量检测[M].北京:高等教育出版社,2012.
[2] 徐志玲,刘宇,程琦.4种圆度误差评定方法分析[J].计量学报,2009,(5A):38-41.
[3] 曾新勇,最小包容区域法处理圆度误差的研究与实现[J].计量技术,2008,(10):63-65.
