极坐标方式控制加工平面凸轮的应用研究
2014-11-27周春英
周春英
极坐标方式控制加工平面凸轮的应用研究
周春英
(北京理工大学 珠海学院机械与车辆学院 广东珠海 519088)
使用普通圆柱立铣刀,通过旋转工作台控制平面曲线凸轮以及列表曲线平面凸轮的旋转运动,应用数控系统完成凸轮的直线运动,采用极坐标系方式的编程控制,进行凸轮曲线轨迹的数控加工。极坐标系方式的编程控制数控加工平面曲线凸轮,相比直角坐标系方式的编程控制而言,具有更为理想的加工效果。
数控加工 平面凸轮 应用研究 极坐标方式编程控制
1 引言
各类平面曲线凸轮以及列表曲线平面凸轮类型是传动设备上的重要零件,要求凸轮型面必须具有较高的型面精度。对于各类平面曲线凸轮,尤其是列表曲线平面凸轮结构,在普通铣床上进行加工,凸轮的型面精度难得到控制。在普通铣床上采用靠模加工,受靠模制造精度以及靠模磨损的制约,必将影响平面凸轮的型面精度,此外由于靠模规格系列繁多而增加的成本,所以,高精度平面曲线凸轮与列表曲线凸轮的加工效果并不十分理想。
在数控铣床上加工平面类曲线凸轮,也有着不同的加工方式。可以采用平面直角坐标的加工控制(两直线坐标联动进行曲线合成的)方式进行加工,也可以采用极坐标的加工控制(一直线坐标一旋转坐标联动进行曲线合成的)方式进行加工。以数控铣床加工列表曲线或平面曲线凸轮为例,阐述其具体应用,加工零件如图1所示。
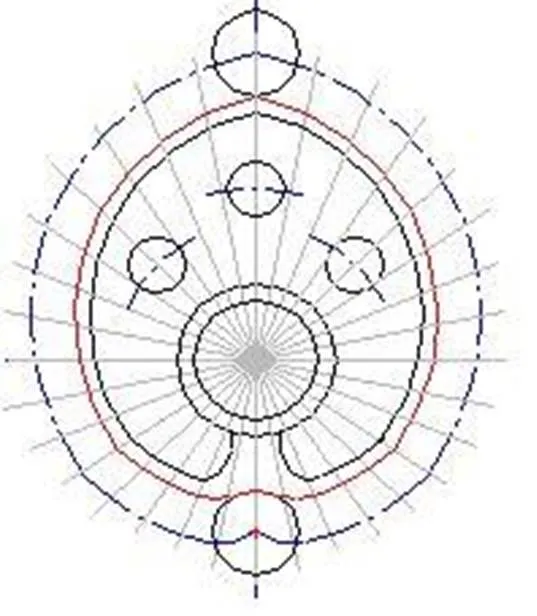
图1 零件图
2 凸轮加工的工艺分析
2.1 零件结构精度
在凸轮坯的车削加工中,零件重要的加工部位是基准孔,以及零件轴向两端面与基准孔垂直度的保证。在数控铣削加工中,凸轮零件铣削加工的难点是凸轮的型面精度。
2.2 加工刀具选择
在数控铣削加工中,使用的圆柱立铣刀半径小于凸轮最小半径,就可以满足保证凸轮型面的加工要求。从零件的粗精加工考虑,在数控铣削加工时,分别使用两把规格尺寸相同的铣刀,更有利于曲线轨迹尺寸和表面粗糙度的保证,同时可以简化程序编制的节点参数计算。
2.3 零件装夹与定位基准
在凸轮零件的数控粗精车削加工中,采用三爪自动定心卡盘装夹零件的外圆,一次装夹定位中完成凸轮零件内孔和一端面的加工,零件轴向定位基准选择在零件的另一端面。
在凸轮的数控铣削加工中,第一,使用三爪自动定心卡盘和定心芯轴装夹凸轮零件进行零件的定位,同时利用零件的3个辅助工艺孔进行夹紧,再将三爪自动定心卡盘用压板螺栓直接固定在铣床工作台面上;第二,在数控回转工作台上,利用定心芯轴[1]进行零件的装夹定位,实现凸轮零件中心与数控回转工作台中心的重合,同时利用零件的3个辅助工艺孔进行夹紧,再将数控回转工作台直接固定在铣床工作台面上,如图2所示。
上述两种装夹方式都能够保证车、铣削加工装夹定位基准与设计基准的重合,均敞开了数控加工中加工刀具的运行空间。
2.4 铣削加工方式
可以采用下列方式来进行凸轮零件型面曲线的数控铣削加工。
(1)应用数控系统(直线和圆弧轨迹)的加工功能,采用直角坐标系的控制方式,控制X、Y轴联动运行,用多段曲线连接来完成零件型面的数控加工,并分别进行凸轮型面的粗、精铣加工。这是一般情况下采用的常规加工方式。
(2)应用数控系统运行直线圆弧轨迹的加工功能,采用极坐标系的控制方式,控制直线轴和旋转轴的联动运行[1],用多段曲线连接来完成零件型面的数控加工,并分别进行凸轮型面的粗、精铣加工。

图2 零件装夹与工件坐标系设定图
显而易见,加工方式二优于加工方式一。在加工方式二中,利用 X向、Y向直线轴的单动或联动运行,来实现数控加工中进刀、退刀、型面轨迹加工的运动; 利用旋转轴控制数控回转工作台,来实现绕工件轴线的旋转运动[2],用来进行凸轮零件圆周向的定位、找正的旋转运行。
3 数控极坐标系控制方式的加工原理
数控极坐标系控制方式的加工原理是:采用铣削装夹方式二,控制圆盘工作台旋转运动和铣床向直线运动的联动运行,来实现凸轮工件所需曲线轨迹的运动要求。当使零件坯沿其轴线的旋转位移和沿其轴线的直线位移,符合凸轮零件的曲线轨迹与尺寸精度,就可以以极坐标的控制方式满足非圆曲线类凸轮的加工。
在数控加工中,当加工零件圆弧轨迹时,让X、Y向两伺服电动机联动,应用圆弧指令(运用直角坐标系控制方式),则可满足加工,让Z向伺服电动机(控制圆盘工作台旋转)单动,应用直线指令(为极坐标系控制方式=0,θ=x),也可满足加工;当加工零件左半部轨迹,若设定铣刀处于凸轮最低点,如图1所示位置,让Y、Z向伺服电动机联动,运用极坐标系控制方式==控制两运动的联动:Y向(铣床横向工作台带动工件)运行凸轮两段曲线半径差的位移长度,Z向(圆盘工作台带动工件)运行凸轮每段曲线旋转弧长的对应角度;当加工右半部时亦是如此,只是半径差减小而已。
同理,若使凸轮零件最低点位置置于中心线的左端或右端(即将图1所示位置旋转90°),则可应用X、Z向两伺服电动机的联动运行,来实现凸轮曲线轨迹的数控铣削加工。此在加工中也以极坐标系的方式控制运行。
当采用X、Z向联动运行时,在实际加工中可将工件坐标原点设定在圆盘工作台的旋转中心上,由于铣床纵向(X向)行程较大,并且此向丝杠间隙较小容易调节控制,所以可用于较大尺寸凸轮零件的数控加工。
另外,在机床数控改造时,使Y向(铣床横向)的脉冲当量为0.005 mm,X向(铣床纵向)的脉冲当量为0.01mm,当采用不同单位位移控制精度的坐标向控制凸轮半径的运行时,可以得到不同精度的加工效果,这对进行凸轮曲线轨迹的粗、精加工时尤为重要。
4 数控铣削加工凸轮型面曲线精度的工艺和加工精度对比
加工方式一:三爪自动定心卡盘装夹凸轮零件进行零件的定位,采用直角坐标系的控制方式,应用多段曲线连接来完成凸轮型面曲线的数控加工。
此加工方式的优点是:加工简便易行,并且可以利用自动编程来生成加工程序。此加工方式的不足是:凸轮型面曲线的计算异常复杂繁琐,即使是应用自动编程,也难以保证凸轮型面曲线的加工精度。
加工方式二:使用数控回转工作台进行零件的装夹定位,采用极坐标系的控制方式,来完成凸轮型面曲线的数控加工。此加工方式的优点是:加工可行性强,计算简单,调试方便,零件轮廓的加工精度相比加工方式一更为提高。由于编程均以内孔圆心来给定零件半径,所以加工基准统一,加工误差小,有效地保证了凸轮型面曲线精度的一致性;同理,旋转坐标的使用,有效地保证和降低了了凸轮型面曲线的误差;并且此加工方式的装夹保证了零件设计基准、装夹定位基准和装配基准的重合。此加工方式的不足是:数控铣床必须有旋转坐标功能。
显而易见,加工方式二优于加工方式一。在凸轮零件的实际加工中,证实了上述结论并收到了令人满意的加工效果。
5 凸轮型面曲线误差分析及采取的措施
极坐标系控制方式的数控加工是按零件的弧长来进行编程计算的。由弧长编程的转换计算公式:

可知,π为无理数,所以,Z亦为无理数,弧长的理论值与编程值不等,由此使得弧长位移长度存在着传递误差△。
传递误差△同于单位位移控制精度(脉冲当量)的变化,也为一变化值,并与凸轮半径成正比,且在max处达到最大值。所以,只要计算出此点处的误差,使之处于零件精度允许范围即可满足要求。
理论弧长位移长度:

实际弧长位移长度:
所以,单段弧长位移误差:

若凸轮零件单段弧长的夹角为变化值,应逐步计算出其累积误差Σ△,并在其累积到与脉冲当量等值时,通过加减一步旋转位移长度来消除或降低。若为对称类凸轮,则可计算出对称部累积误差Σ△,并将其分为 n(Σ△/脉冲当量)段,通过加减一步旋转位移将Σ△L均匀地分布在数段范围内。
6 提高凸轮型面曲线精度的理论根据分析
在现行数控系统的控制中,运动轨迹的形成,普遍采用逐点比较插补法。逐点比较插补法的基本原理是,在刀具按要求轨迹运动加工零件轮廓的过程中,进行逐点地不断比较刀具与被加工零件轮廓轨迹的相对位置,并根据比较结果来确定刀具下一步的坐标进给方向,使刀具向减小偏差的方向运行,且瞬间只有一个方向的进给,循环下去,直至进行逐点比较插补加工出零件的轮廓轨迹。换言之,用逐点比较插补法进行斜线插补时,曲线轨迹每运行一步,均要比较加工点瞬时坐标与规定零件轮廓轨迹之间的位置,依此决定下一步的走向,如果加工点走到轮廓轨迹(斜线)外边,则下一步要向轮廓轨迹(斜线)内部走,如果加工点处在轮廓轨迹(斜线)内部,则下一步要向轮廓轨迹(斜线)外部走,以缩小偏差,直至轮廓轨迹全部结束,从而获得一个非常接近数控加工程序规定的轮廓轨迹(斜线)。斜线插补轨迹参见图3。圆弧插补轨迹类同于此。

图3 两直线擦补轨迹图
在极坐标系控制方式中,运动轨迹的控制,是一直线运动一旋转运动的联动,插补轨迹曲线为直线与圆弧的连接合成,其插补轨迹曲线如图4所示。此插补轨迹曲线波峰波谷的凸凹程度,远较两直线插补轨迹曲线波峰波谷的凸凹程度为小,曲线拐点也较圆滑,这就是提高凸轮形面轨迹精度的理论根据。此优点直接影响着凸轮零件的加工精度和表面粗糙度,对于精加工来说,尤为重要。
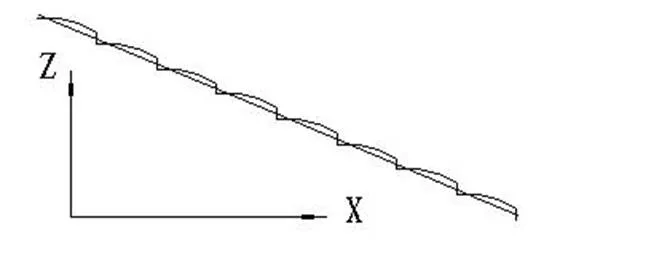
图4 直线—圆弧插补轨迹图
7 无旋转坐标控制(数控旋转工作台)的凸轮型面曲线数控加工
对于不具备旋转向坐标控制的数控铣床,在进行凸轮型面曲线的数控铣削加工时,也可以在三坐标控制的数控铣床上,采用加装改造普通的圆盘工作台[2]进行。
具体做法是:拆除数控铣床的Z向伺服电动机,用来连接控制圆盘工作台的输入蜗杆,给定Z向滚珠丝杠螺距值的运行长度,可使Z向伺服电动机一转。给定圆盘工作台蜗轮副的传动比值与Z向滚珠丝杠螺距乘积的运行长度L=ti,可使圆盘工作台转动一周。可以据此进行凸轮弧长的转换来进行编程长度的计算。
因为凸轮零件装夹于圆盘工作台上,所以圆盘工作台带动凸轮转动时的旋转弧长,随凸轮工件半径大小的变化而变,凸轮旋转单位角度的旋转位移精度也随凸轮工件半径大小的变化而变。
为保证加工精度,应使在加工凸轮最大半径时的脉冲当量与原数控系统规定的许用脉冲当量等值。因为改变许用脉冲当量,势必将重新计算位移长度,引起编程时的繁琐计算;另外在圆弧加工中,因许用脉冲当量与系统内控软件中的约定的脉冲当量不符,会使得实际圆弧运动轨迹变形。
8 结语
实际加工证明:使用三坐标数控系统改造普通立式铣床,通过控制旋转运动的运行,采用极坐标控制方式加工平面曲线凸轮的型面精度,与采用平面直角坐标的加工控制方式相比,具有更好的加工精度,此加工方式对非圆曲线各类平面凸轮的数控加工,有着举一反三的作用。此数控加工方式在提高凸轮零件型面加工精度的同时,使得零件的坐标计算和编程大为减化。
在只有直线轴的数控铣床上加装普通圆盘工作台,这种数控加工与普通设备相结合的做法,依然可以得到使用数控旋转工作台的同等加工效果。此加工方法避开了一般单位缺少高档数控系统的条件限制,拓宽和扩展了数控技术的应用范围,具有很强的实用性。
[1] 张新义.经济型数控机床系统设计[M].北京:机械工业出社,1994.
[2] 林其骏.微机控制机械系统设计[M].上海:上海科学技术版社,1991.
[3] 余英良.机床数控改造设计与实例[M].北京:机械工业出版社,1998.
