炼油厂污水系统重污油的净化工艺
2014-10-10郝新宇孙绪博张宝贵孙根行路建萍
郝新宇,孙绪博,白 琴,张宝贵,孙根行,路建萍
(1. 陕西延长石油(集团) 永坪炼油厂,陕西 延安 717208;2. 陕西科技大学 废水资源化研究所,陕西 西安 710021)
炼油厂污水系统重污油的净化工艺
郝新宇1,孙绪博2,白 琴1,张宝贵1,孙根行2,路建萍2
(1. 陕西延长石油(集团) 永坪炼油厂,陕西 延安 717208;2. 陕西科技大学 废水资源化研究所,陕西 西安 710021)
以硫酸溶液为净化剂,采用酸化破乳/离心分离技术对陕西延长石油(集团)永坪炼油厂污水处理系统回收的污油进行净化处理。考察了净化温度、硫酸含量、V(净化剂)∶V(污油)等净化条件和离心时间、转速等离心分离条件对污油净化效果的影响。实验结果表明,最佳的污油净化条件为:净化剂中硫酸含量0.5%(w)、净化温度70 ℃、V(净化剂)∶V(污油)=2∶1、净化时间5 min;离心分离条件为:离心时间5 min、转速3 000 r/min。在此条件下,得到的净化油中灰分含量为0.016%(w),未检测出水,硫含量为293 μg/g,盐含量为18.06 mg/L,酸值为0.287 7 mg/g,达到了回炼的要求;渣油热值为38.8 kJ/g,可用作炼油废水处理系统“三泥”焚烧的辅助燃料。
污油;酸化破乳;离心分离;回收利用
炼油厂污水车间的废水来自选油站和电脱盐工段,废水中的油类、盐类、胶质、蜡质、固体悬浮物的含量以及矿化度均较高[1-2]。回收的污油本身含有沥青质、胶质和环烷酸等天然乳化剂,富集于油水界面,形成牢固的界面膜,处理难度极大[3-6]。实际生产中,浮油回收系统所回收的污油因含有许多导电性较强的黏土和FeS等机械杂质[7],经常规处理后仍难以回炼,不得已将浮渣含量较高的污油导入浮渣池,与气浮池浮渣和剩余活性污泥混合,混合污泥经浓缩和加药离心脱水处理后,进行外运处置,费用很高。
本工作以硫酸溶液为净化剂,采用酸化破乳/离心分离技术对炼油厂污水系统重污油进行了净化处理,考察了净化温度、硫酸含量、V(净化剂)∶V(污油)等净化条件和离心时间、转速等离心分离条件对污油破乳脱水除灰性能的影响,实现了重污油的脱水除灰净化,得到了可回炼的净化油。
1 实验部分
1.1 主要仪器和试剂
TDL-40B型低速离心机:上海安亭科学仪器厂;D/max2200型X射线衍射仪:日本理学电机株式会社。
98%(w)浓硫酸:工业级,天津市河东红岩试剂厂。污油试样取自陕西延长石油(集团)永坪炼油厂废水处理系统的污油储油罐。该试样在70 ℃恒温下静置若干天,其物性参数见表1。
1.2 实验方法
取一定量污油试样置于烧杯中,在一定温度的恒温水浴中放置一段时间,搅拌均匀;加入一定量净化剂,搅拌破乳脱水除灰,离心;经处理的污油分为上中下3层,依次为净化油、渣油和分离液,分离上层净化油,重复洗涤并回收;分别对净化油、渣油和分离液进行分析。优化工艺参数后,测定净化油的各项参数。将净化油在马弗炉内高温灼烧,得到残留的灰分。
按式(1)计算净化油的回收率(Y,%)。

式中,m为回收的净化油的质量,g;M为处理前污油试样的质量,g;η为污油试样的含油率,%。
1.3 测试及表征方法
采用蒸馏法测定污油和净化油中的水含量;采用氧弹法测定净化油中的硫含量;采用GB/T264—1983[8]标准测定净化油的酸值;采用GB/T508—1985[9]标准测定污油和净化油中的灰分含量;采用电量法测定净化油中的盐含量;对灰分进行XRD表征。
2 结果与讨论
2.1 灰分的XRD表征结果
灰分的XRD谱图见图1。由图1可见,灰分中大部分物质为铁的氧化物,表明水洗仅能去除其他水溶性盐等杂质,但对于污油中油溶性铁及其他金属化合物的去除效果不明显[10-11]。因此,去除油溶性铁及其他金属化合物成为污油除灰的关键。

图1 灰分的XRD谱图Fig.1 XRD spectrum of the ash.
2.2 净化条件对污油破乳脱水除灰性能的影响
2.2.1 硫酸含量的影响
实验初期,考察了净化剂的pH对污油破乳脱水除灰性能的影响,实验结果见图2。由图2可见,当净化剂的pH由6降至3时,灰分含量变化不大,维持在0.9%~1.0%(w),但净化油中的水含量大幅降低;当净化剂的pH由3降至1时,灰分含量急剧降低,但水含量变化不大。由此可见,净化剂的pH影响油溶性铁和其他金属化合物的稳定性及油水乳化液的稳定性。
但经进一步实验发现,当净化剂的pH达到1后,继续增加硫酸含量,净化剂的pH变化很小,已无法得到净化剂的pH与污油破乳脱水除灰性能的关系,因此考察了净化剂中硫酸含量对污油破乳脱水除灰性能的影响,实验结果见图3。
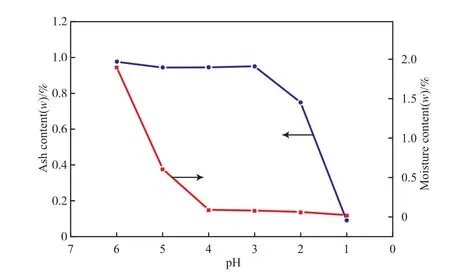
图2 净化剂的pH对污油破乳脱水除灰性能的影响Fig.2 Effects of purifying agent pH on the demulsi fi cation dehydration and ash removal of the sump oil.

图3 净化剂中硫酸含量对污油破乳脱水除灰性能的影响Fig.3 Effects of sulfuric acid content in the purifying agent on the demulsi fi cation dehydration and ash removal of the sump oil.
由图3可见,硫酸含量对净化油中的水含量无影响,体系中均检测不出水。当硫酸含量为0.1%~0.3%(w)时,净化油中的灰分含量变化不明显;当硫酸含量为0.3%~0.5%(w)时,灰分含量随硫酸含量的增加明显降低;当硫酸含量为0.5%~1.0%(w)时,灰分含量基本维持在0.015%~0.020%(w)。由此可见,污油乳化体系具有很大的缓冲能力,当硫酸含量达到一定值时才具有破乳除灰的效果。硫酸对渣油中的铁具有一定的萃取性,可破除油溶性铁及其他金属化合物的稳定性,转化成更易溶于硫酸溶液的金属硫酸盐,从而通过离心油水分离除去。但硫酸含量越高,对设备的腐蚀越严重。综合考虑,选择硫酸含量为0.5%(w)较适宜。
2.2.2 净化温度的影响
净化温度是影响污油破乳脱水除灰性能的关键因素[12]。净化温度对污油破乳脱水除灰性能的影响见图4。由图4可见,净化温度由30 ℃升至50 ℃时,净化油中的水含量显著降低;由50 ℃升至80 ℃时,水含量基本保持不变。净化温度在30~40 ℃内灰分含量变化较小;由40 ℃升至70 ℃时灰分含量显著降低;由70 ℃升至80 ℃时灰分含量呈小幅下降趋势。升高净化温度,污油的黏度降低,流动性变好,同时分子的热运动加剧,油水乳化液界面的表面张力减小[13],净化剂与污油的混合更加充分,破坏了污油乳化液的稳定性,从而使水分子从污油中解脱出来[14-16]。同时,随净化温度的升高,分子间的碰撞几率加大,传质扩散速率加快,提高了净化剂与油溶性铁及其他金属化合物的反应速率,从而达到除灰的效果。综合考虑,选择净化温度为70 ℃较适宜。

图4 净化温度对污油破乳脱水除灰性能的影响Fig.4 Effects of puri fi cation temperature on the demulsi fi cation dehydration and ash removal of the sump oil.
2.2.3V(净化剂)∶V(污油)的影响
V(净化剂)∶V(污油)对污油破乳脱水除灰性能的影响见图5。由图5可见,随V(净化剂)∶V(污油)的增大,净化油中灰分和水的含量均降低;当V(净化剂)∶V(污油)>2∶1时,灰分和水的含量虽均降低但降幅很小。当净化剂用量很少时,净化剂和污油混合不均匀,净化剂与油溶性铁及其他金属化合物的碰撞几率小,污油乳化体系不能充分破坏。增加净化剂用量,污油滴与硫酸的碰撞几率加大,进而使得破乳及反应更加充分,净化油中水和灰分的含量均降低。但净化剂用量越多,水耗越大,对反应器的防腐要求越高。综合考虑,选择V(净化剂)∶V(污油)=2∶1较适宜。

图5 V(净化剂)∶V(污油)对污油破乳脱水除灰性能的影响Fig.5 Effects of V(purifying agent)∶V(sump oil) on the demulsi fi cation dehydration and ash removal of sump oil.
2.3 离心分离条件对污油破乳脱水除灰性能的影响
2.3.1 离心时间的影响
离心时间对污油破乳脱水除灰性能的影响见图6。由图6可见,随离心时间的延长,净化油中水和灰分含量均呈现先大幅降低后趋于稳定的趋势。经酸化破乳后的小水滴在离心力的作用下,相对油滴向外运动聚集,但该过程需要一定时间才能完成[17]。酸化水滴在运动过程中与污油的碰撞几率增加,从而促使净化剂与油溶性铁及其他金属化合物的反应更加充分,使其溶于净化剂,在离心力的作用下从污油中分离出来,达到除灰的目的,但离心时间越长消耗的能量越大。综合考虑,选择离心时间为5 min较适宜。

图6 离心时间对污油破乳脱水除灰性能的影响Fig.6 Effects of centrifugation time on the demulsi fi cation dehydration and ash removal of the sump oil.
2.3.2 转速的影响
转速对污油破乳脱水除灰性能的影响见图7。由图7可见,提高转速可提高水和灰分的去除率。当转速低于3 000 r/min时,随转速的提高,净化油中水和灰分的含量呈显著下降趋势;当转速高于3 000 r/min时,净化油中水和灰分的含量趋于稳定。转速越块,离心力越大,破乳析出的小水滴聚集变大,使油水分离,同时溶于硫酸溶液的金属硫酸盐也被分离。但转速越快,耗能越大。综合考虑,选择转速为3 000 r/min较适宜。

图7 转速对污油破乳脱水除灰性能的影响Fig.7 Effects of the rotation rate on the demulsi fi cation dehydration and ash removal of the sump oil.
2.4 综合实验
2.4.1 分离液回用实验
采用酸化破乳/离心分离工艺净化污油,分离后得到的分离液经静置除盐后用于洗涤新的污油试样,采用该工艺可实现废水的零排放。在实际生产中,分离液为原污油洗涤用水量的90%~95%(φ),pH几乎无变化,静置后有盐析出,溶液清晰透明,补水后继续用于洗涤新的污油试样,在上述优化条件下进行多次重复实验。实验结果表明,采用酸化破乳/离心分离工艺得到的净化油中灰分和水的含量均符合回炼要求,表明分离液回用效果理想。
2.4.2 渣油焚烧实验
取出分离后的渣油,置于室外(30 ℃左右)自然干化脱水,静置7 d后,水含量降为0,测量其热值为38.8 kJ/g。将渣油与炼油厂污水处理系统的“三泥”按一定比例混合,测量其热值变化,测定结果见表2。由表2可见,渣油与“三泥”掺混后可增加污泥的热值,使其更有利于燃烧[18-19]。渣油可用作炼油废水处理系统“三泥”焚烧的辅助燃料。

表2 渣油与“三泥”的混合热值Table 2 Calori fi c value of the residual oil mixed with three mud from the re fi nery sewage system
2.4.3 最优条件下的综合实验
在最佳条件下处理污油试样,然后测量净化油的物性参数和回收率,实验结果见表3。由表3可见,净化油中未检测出水,灰分含量为0.016%(w),硫含量为293 μg/g,盐含量为18.06 mg/L,酸值为0.287 7 mg/g,净化油的回收率为85.9%。

表3 净化油的物性参数和回收率Table 3 Physical properties and recovery rate of cleaned oil
3 结论
1)采用酸化破乳/离心分离工艺处理炼油厂污油,得到良好的净化效果。研究结果表明,净化条件为:净化剂中硫酸含量0.5%(w),净化温度70℃,净化时间5 min,V(净化剂)∶V(污油)=2∶1;离心分离条件为:离心时间5 min,转速3 000 r/min。在该工艺条件下,炼油厂污油得到的净化油中灰分含量为0.016%(w),未检测出水,硫含量为293 μg/g,盐含量为18.06 mg/L,酸值为0.287 7 mg/g,达到了回炼的要求。
2)采用该工艺,净化油的回收率为85.9%,得到的分离液可作为净化剂多次循环使用。渣油的热值为38.8 kJ/g,可用作炼油废水处理系统“三泥”焚烧的辅助燃料。
[1] 成仕刚,刘曙光. 江汉油区污油处理初探[J]. 江汉石油职工大学学报,2008,21(2):57 - 60.
[2] 李拥军. 克拉玛依油田老化油回收实验研究[D]. 成都:西南石油大学石油工程学院,2008.
[3] Pena A A,Hirasaki G J,Miller C A. Chemically Induced Destabilization of Water-in-Crude Oil Emulsions[J].Ind Eng Chem Res,2005,44(5):1139 - 1149.
[4] 刘梅,孙根行. 西北某炼油厂污水处理工程[J]. 水处理技术,2009,35(2):108 - 110.
[5] 刘娟,赵亚薄,胡斌,等. 油水乳状液的稳定机理及其化学破乳技术的研究进展[J]. 化工进展,2013,32(4):891 -897.
[6] 丁彬,刘玉章,罗健辉,等. 委内瑞拉稠油水包油乳化降粘的研究[J]. 石油化工,2011,40(2):184 - 188.
[7] 郝清颖. 老化油回收处理技术及其在大庆油田的应用[J]. 化学工业,2009,27(3):38 - 41.
[8] 石油化工科学研究院. GB/T264—1983 石油产品酸值测定法[S]. 北京:国家标准局,1983.
[9] 石油化工科学研究院. GB/T508—1985 石油产品灰分测定法[S]. 北京:国家标准局,1985.
[10] 邹滢,宋丽,翁惠新. 辽河减压渣油中铁的赋存与分布特征[J]. 石油炼制与化工,2007,38(11):60 - 64.
[11] 宋丽,邹滢,翁惠新,等. 石油中油溶性铁化合物的脱除[J]. 石油炼制与化工,2008,39(9):9 - 12.
[12] Tan Junjun,Zhang Mei,Wang Jun,et al. Temperature Induced Formation of Particle Coated Non-Spherical Droplets[J].J Colloid Interface Sci,2011,359(1):171 - 178.
[13] 林梅钦,王浩,田丹,等. 二元复合驱采出液的油水界面性质和破乳条件的关系[J]. 石油化工,2011,40(7):753 -758.
[14] 任满军,董力军. 炼油厂重污油回收方法的研究[J]. 石油炼制与化工,2006,37(1):47 - 50.
[15] 夏福军,隋向楠. 含油污水处理工艺中的污泥及污油回收技术改进措施[J]. 油气田环境保护,2011,21(4):28 - 31.
[16] 刘阁,陈彬,张贤明,等. 油水乳化液分散相动力学的研究[J]. 石油化工,2012,41(11):1333 - 1336.
[17] 刘宇程,徐俊忠,袁建梅,等. 废弃油机钻井液热化学破乳离心分离实验[J]. 环境工程学报,2013,7(6):2333 -2337.
[18] 蒋培华,钟璟,孙晓娟,等. 炼油厂三泥中污油的处理工艺研究[J]. 石油化工高等学校学报,2001,14(4):27 - 30.
[19] 朱妍,任建科,李瑛. 气田含油污泥焚烧性能优化实验[J].油气田环境保护,2012,22(5):24 - 26.
(编辑 李明辉)
Purification Process of Heavy Sump Oil in Refinery Sewage System
Hao Xinyu1,Sun Xubo2,Bai Qin1,Zhang Baogui1,Sun Genxing2,Lu Jianping2
(1.Yong Ping Re fi nery,Shaanxi Extend Oil(Group),Yan’an Shaanxi 717208,China;2.Wastewater Resource Research Institute,Shaanxi University of Science & Technology,Xi’an Shaanxi 710021,China)
Sump oil from the wastewater treatment system of Yong Ping Re fi nery Shaanxi Extend Oil(Group) was puri fi ed by acidi fi cation demulsi fi cation and centrifugal separation with sulfuric acid solution as purifying agent. The effects of puri fi cation temperature,sulfuric acid content in purifying agent,V(purifying agent)∶V(sump oil),centrifugation rotation rate and centrifugation time on the sump oil purification process were investigated. It was showed that under the optimized conditions for the purification process of sulfuric acid content 0.5%(w) in the purifying agent,purification temperature 70 ℃,V(purifying agent)∶V(sump oil) 2∶1 and puri fi cation time 5 min,and for the centrifugal separation process of rotation rate 3 000 r/min and centrifugation time 5 min,The ash content,sulphur content,salt content and acid number of the cleaned oil were 0.016%(w),293 μg/g,18.06 mg/L and 0.287 7 mg/g respectively,and the moisture was not detected. The calori fi c value of the residual oil reached 38.8 kJ/g,which could be used as auxiliary fuel for burning the three mud from the re fi nery sewage system.
sump oil;acidi fi cation demulsi fi cation;centrifugal separation;recycling
1000 - 8144(2014)04 - 0452 - 05
TE 992.2
A
2013 - 10 - 08;[修改稿日期]2014 - 01 - 17。
郝新宇(1976—),男,陕西省子长县人,大学,高级工程师,电话 0911 - 8560277,电邮 ylhaoxy@126.com。联系人:孙根行,电话 029 - 86168659,电邮 sungenxing@sust.edu.cn。
陕西延长石油(集团)有限责任公司炼化公司2012年科研攻关项目(lhgs2012Ky-C-01);陕西科技大学博士科研启动基金项目(2010BJ10-06)。