熟化时间对ABS聚合反应转化率的影响的试验研究
2014-08-10孙宏岩唐仲赟
孙宏岩,苑 颖,王 娜,唐仲赟,石 磊
(1.中国石油吉林石化公司 合成树脂厂,吉林 吉林132022;2.中国石油东北炼化工程有限公司 吉林设计院,吉林吉林132022)
吉林石化现有年产能18万吨ABS的装置,采用乳液接枝-本体SAN掺混技术,节能减排和环境保护已经成为我国的一项基本国策和社会共识,对于化工行业即是推动企业转变经济增长方式,实施循环经济、节约资源和能源;鼓励发展资源消耗和环境污染少、技术含量和附加值高的产品,通过结构调整、技术改造等措施,提高经济规模,降低资源消耗.因此,企业自身应该以技术进步为动力,加大节能减排技术研发和应用力度,有效促进企业节能创效.这不仅是环境保护的迫切需要,也是化工行业可持续发展的内在要求[1-2].
提高ABS接枝聚合反应转化率有利于提高装置的利用效率,减少对环境的污染,更符合国家节能减排的发展方针,具有环境友好的社会意义[3-4].
通过开展提高ABS接枝聚合反应转化率工业化试验,验证小试试验结果.提高ABS接枝聚合反应转化率将是吉林石化ABS生产技术的一大进步,将进一步完善20万吨/年成套技术工艺包,提高自有技术水平.
1 实验部分
1.1 原料
试验原料物性指标列于表1.
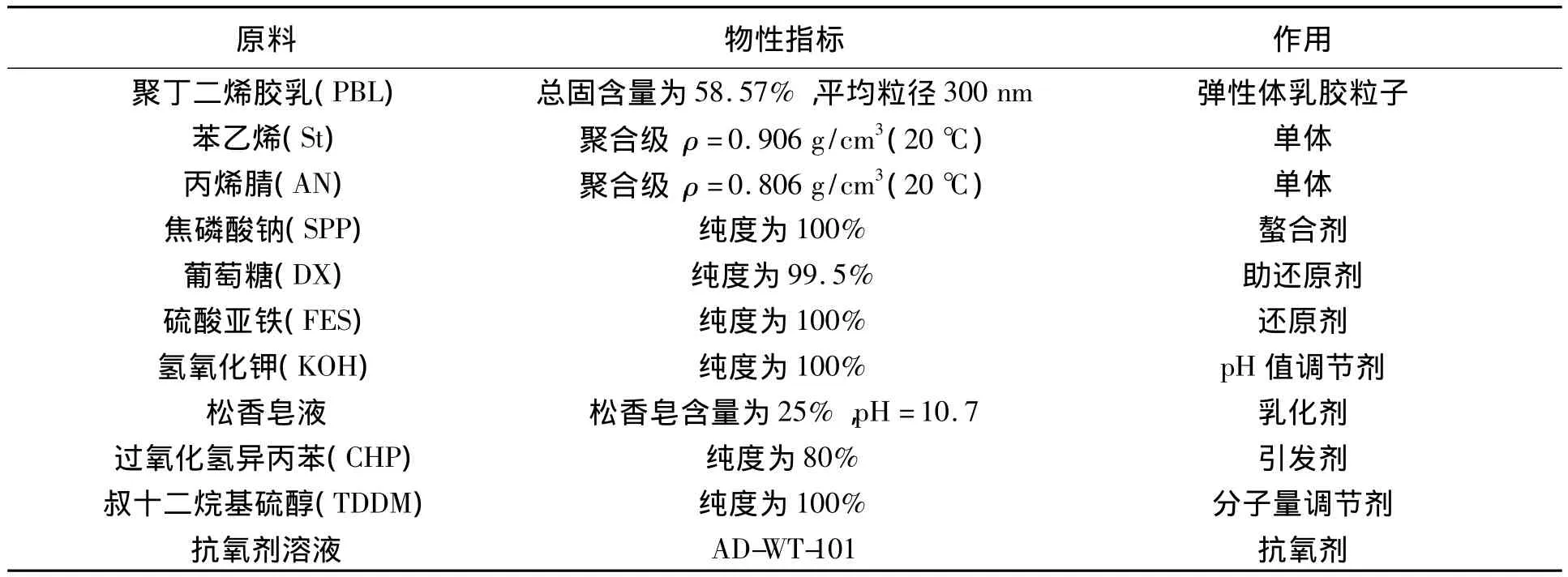
表1 试验原料物性指标
以上试验原料均来自吉林石化公司合成树脂厂.
1.2 ABS树脂的制备
将ABS接枝粉料与SAN树脂按照一定比例,通过螺杆挤出机熔融共混,挤出、造粒,得到ABS树脂.
1.3 试验过程
在吉林石化公司合成树脂厂聚合单元,分别在AR-501A、AR-501B、AR-501C三个反应釜各进行一批延长熟化时间30 min的试验,即在ABS聚合开始第三次反应时,反应釜在绝热的情况下将反应时间由原来的20 min延长至50 min.共得到3批接枝胶乳.取每批延长熟化时间30 min后的胶乳,测试固含量及凝聚物含量.加入抗氧剂,机械搅拌1 h后凝聚、脱水、干燥,得到的粉料与SAN树脂按0215A配方在单螺杆挤出机上进行共混,测试共混物性能.
实验前将胶乳存储罐AV-504A清空置换,将聚合的三批高转化率胶乳单独存放于胶乳存储罐AV-504A中,加入抗氧剂并掺混均匀.取正常生产过程胶乳储罐AV-504中胶乳作为标准样.取AV-504A中高转化率胶乳为测试样,按照上述凝聚、脱水、干燥、共混、测试条件进行分析.在胶乳进入装置系统后无异常情况下,又连续投入AR-501内5釜试验料,做进一步对比.
2 结果与讨论
2.1 转化率测试结果
工业化试验得到的胶乳的聚合转化率结果列于表2中.
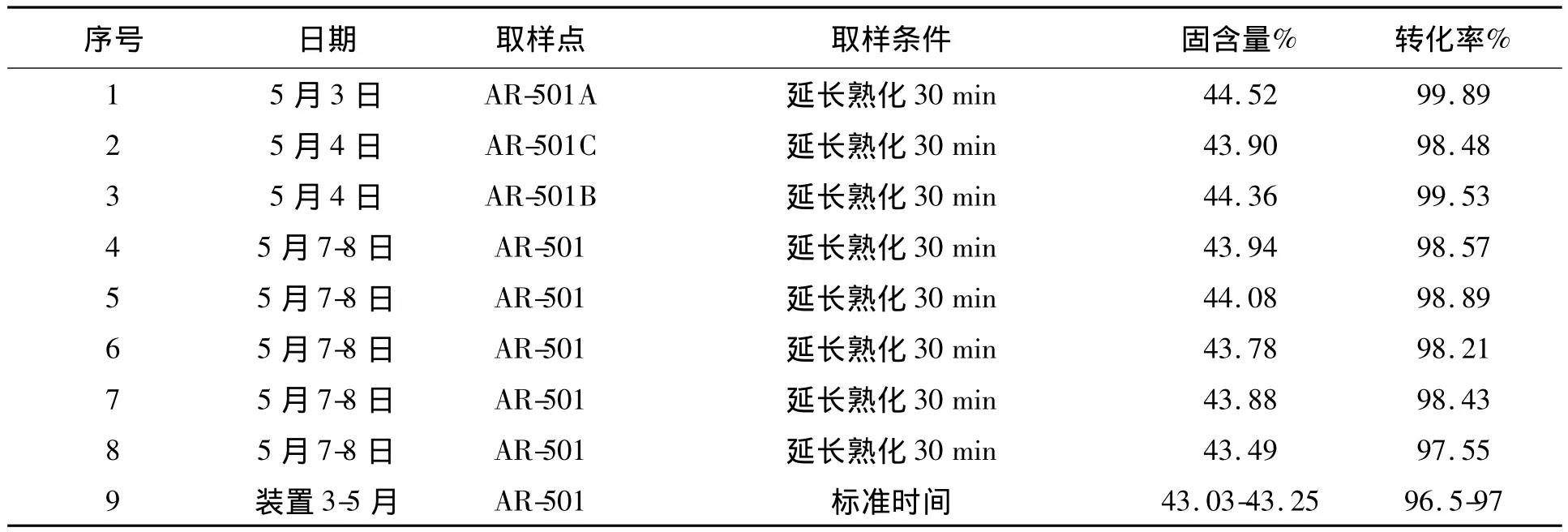
表2 转化率测试结果
2.2 ABS接枝胶乳各性能测试结果
ABS接枝胶乳的各性能测试结果列于表3中.
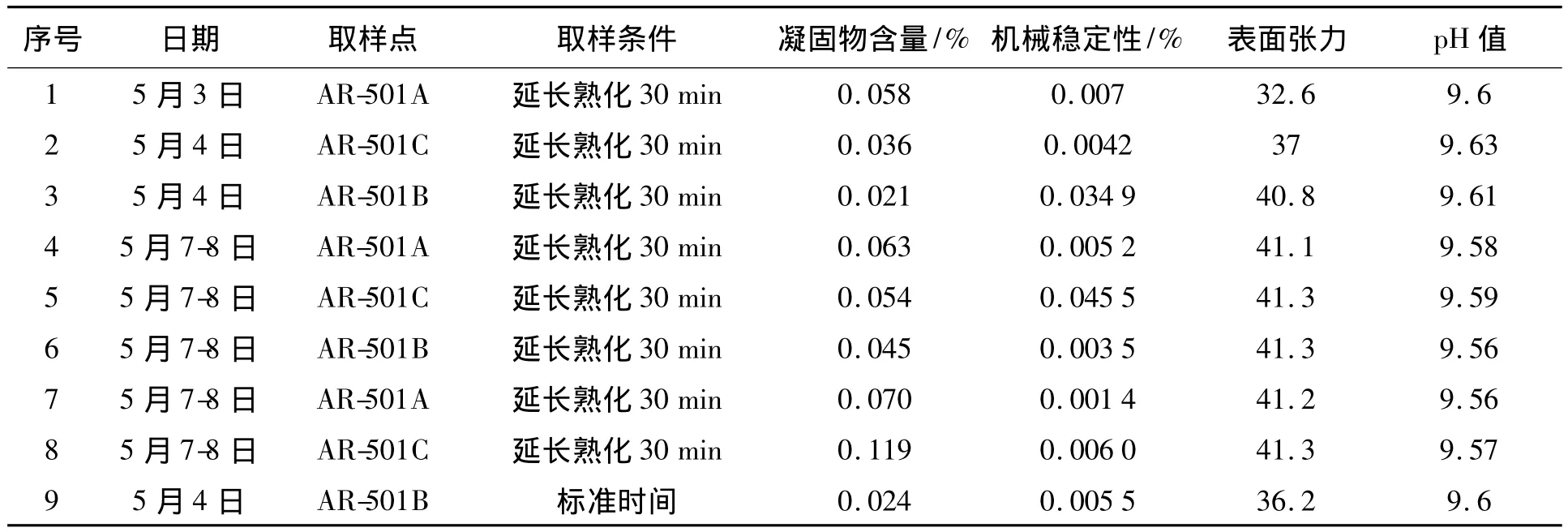
表3 AR-501取样接枝胶乳性能试验结果

表4 AV-504A取样接枝胶乳性能试验结果
从以上结果可以看出,各批次ABS接枝胶乳性能稳定,符合装置要求.
2.3 工业化试验产品主要性能结果
各批次得到的工业化试验产品主要性能列于表5.
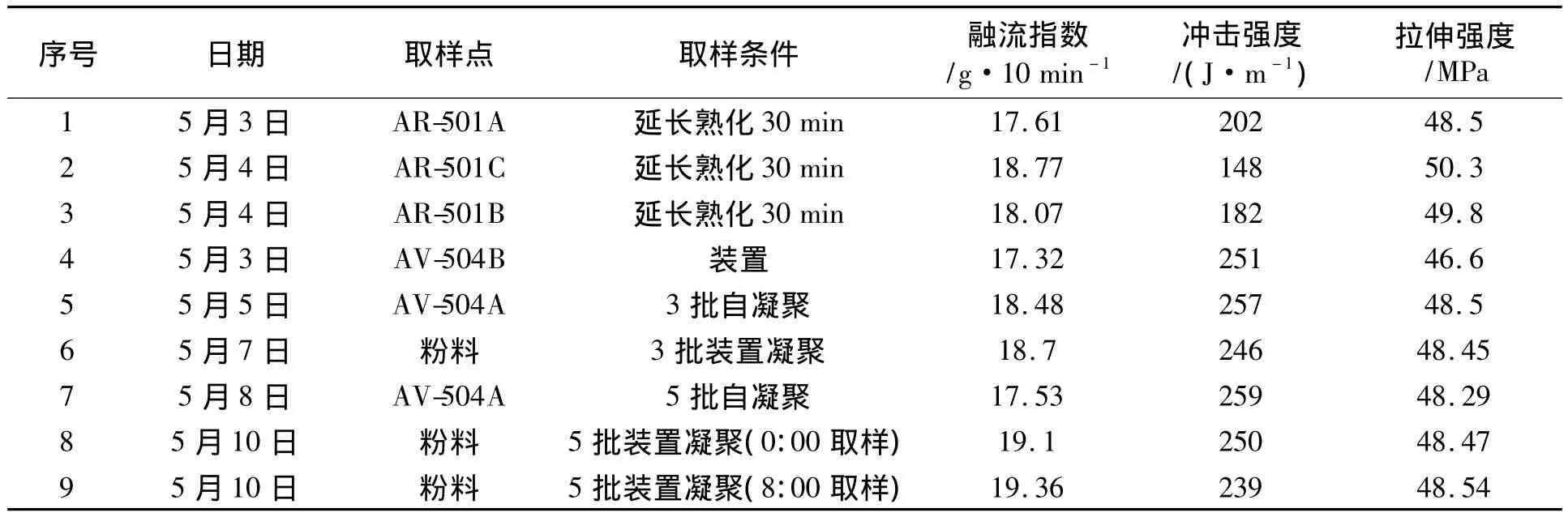
表5 工业化试验产品主要性能
对比AR-501A、AR-501B和 AR-501C中取出的接枝胶乳,经凝聚、脱水、干燥、混炼得到的共混物的冲击性能明显低于标准样.分析原因认为,AR-501三釜中取出的接枝胶乳样品与AV-504(正常生产时)取样的最大区别是抗氧剂的加入方式不同.AR-501三釜釜底取出胶乳后加入抗氧剂,均通过人工手动混合20 min左右.而AP-505取样是装置通过泵自动加入抗氧剂,并在AV-504中充分混合搅拌后的胶乳.而手动混合抗氧剂过程搅拌时间短、强度低、温度低,抗氧剂不能很好地扩散到胶乳中,在混炼加工过程中影响了抗氧剂作用的发挥,从而影响了产品的力学性能.
通过调整取样位置(AV-504A中取料),达到与装置生产过程相一致的混合条件,进行的3批次接枝聚合试验得到的接枝胶乳,经凝聚、脱水、干燥、混炼得到的共混物的各项主要性能均达到装置生产指标.在这3批试验打通全流程且试验结果符合生产要求的基础上,连续开展5批次接枝聚合工业化试验,产品的各项主要性能均达到装置生产指标.
2.4 聚合过程DCS控制结果
装置聚合过程DCS控制曲线如图1~图2所示.
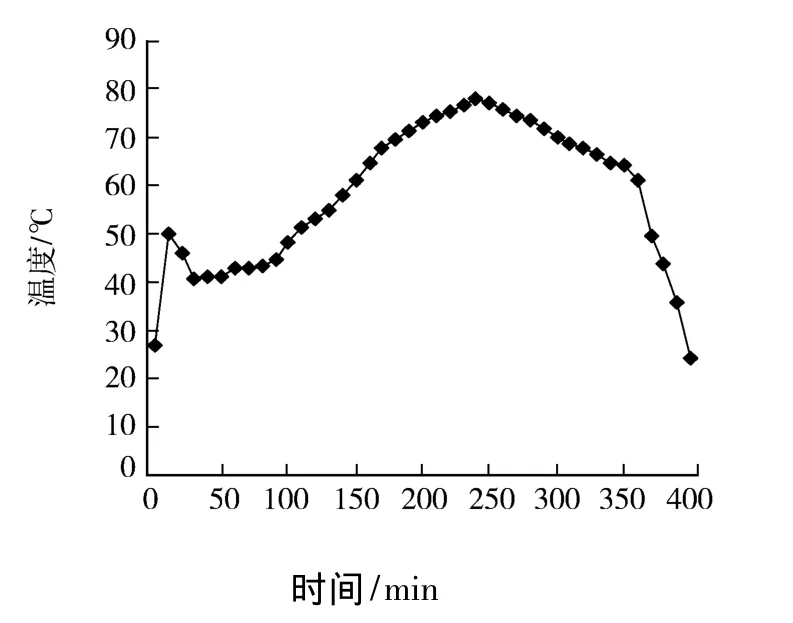
图1 工业化试验中接枝聚合过程DCS典型曲线
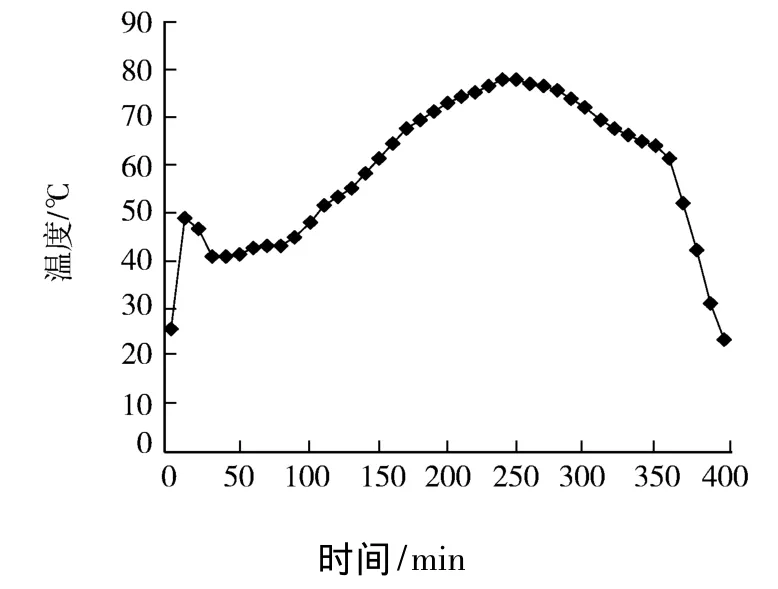
图2 装置工艺接枝聚合过程DCS曲线
图1为工业化试验中接枝聚合过程DCS典型曲线,图2为装置工艺接枝聚合过程DCS曲线.对比以上接枝聚合过程DCS曲线可知,延长熟化时间30 min后,聚合温度曲线与原生产过程基本保持相近,峰温的位置及温度基本没有变化,聚合过程未发现异常现象.不同之处为当延长熟化时间30 min后,从第二峰温开始出现30-40 min的不同于原工艺聚合过程中降温速率的相对平缓的台阶.这说明,由于延长熟化反应时间,剩余单体充分参与聚合反应,反应放热,从而改变了系统的降温速率,出现降温速率放缓的阶段,从而提高了接枝聚合转化率.DCS曲线存在的差异与接枝聚合转化率提高的测试结果相吻合[5].
3 结 论
(1)在利用ABS装置进行的8批次延长熟化时间30 min的工业化试验中,装置工艺运行稳定,证明该技术是可行的.
(2)工业化试验结果表明,通过延长熟化时间30 min,接枝聚合转化率均有明显提高,超过了预期目标97.5%;胶乳的凝固物含量、机械稳定性和表面张力等性能与同期装置胶乳性能相当;粉料力学性能和加工性能与现有装置指标相当,达到预期目标.
[1]郭元占,何承全.乳液聚合法生产丁苯橡胶的转化率[J].甘肃化工,1996(4):17-20.
[2]刘爽,张红梅.降低ABS树脂残单的工艺研究[J].炼油与化工,2010(3):9-10.
[3]潘祖仁.高分子化学[M].北京:化学工业出版社,1997.
[4]赵继忠,何承全.提高乳聚SBR生产装置的转化率[J].合成橡胶工业,1996(5):297.
[5]陈朝阳.ABS树脂的生产工艺技术及进展[J].广东化工,2003(1):54-56.
