双金属爆炸焊接复合工艺的科学判据
2014-08-10姚书典
吴 迪 姚书典
(北京中冶设备设计研究总院有限公司 北京100029)
双金属爆炸焊接复合工艺的科学判据
吴 迪 姚书典
(北京中冶设备设计研究总院有限公司 北京100029)
利用JMS-840扫描电镜观察B30/A3、321/16MnR和T10/Q235等爆炸复合焊接界面的结合形貌和组织特征。研究结果表明界面结合形态分为“直接”、“连续熔化层”和“波形”,其中“波形”为典型的界面结合形态;结合界面附近可以分为五个不同的区域:基材组织区、基材受应力应变区、熔合区、复材受应力应变区和复材组织区。建议横断面优先于纵向和任意断面作为复合板界面结合形态观察的“主观察面”,或称“最佳观察面”;“正弦波”界面结合形态定义为检验爆炸复合工艺参数合理性的判据。
爆炸焊接 界面 组织 界面结合区 判据
1 前言
层状金属复合技术即可以节约宝贵的稀有金属材料,也能充分利用各种金属材料的物理、化学和力学性能,各国学者开始把目光转向金属复合材料的研制。
爆炸焊接,亦称爆炸复合,是一种特殊的工程焊接技术。它是利用炸药的爆炸作为能源,推动两金属或多种金属体产生高速碰撞,从而使金属体焊接在一起的技术。爆炸焊接经过几十年的研究、应用和发展,已成为金属爆炸加工领域中使用炸药较多、产量较大、应用最广、迄今前景最好和最活跃的一个分支。
爆炸焊接方法能够将大面积的同种或异种金属板材在瞬间内实现牢固的结合,特别是在生产同种金属复合板方面显示出其独特的优势,因而得到了工业上的青睐。
爆炸焊既具有压力焊的特征-结合区存在金属的塑性变形,又具有熔化焊的特征-结合区存在金属的熔化,还具有扩散焊的特征-结合区必然进行的不同金属原子间的扩散。
不同性质金属结合,本质问题均可以归结合界面问题。爆炸焊接复合界面组织形貌的观察,如何判断爆炸焊接工艺的正确性、合理性,具有十分重要的现实意义。
2 试验设计
2.1 试验材料
采用爆炸焊接复合工艺制备 B30/A3、321/16MnR和T10/Q235等各种复合板,从不同爆焊工艺参数的试验研究板或产品板上共切取数百块纵、横及任意断面试样,经研磨电解腐蚀后,用JSM-840扫描电镜观察界面形貌。
2.2 试样制备
横断面:垂直爆轰线的面作为观察面;纵断面:沿爆轰线的面作为观察面;任意断面:除横、纵面外,其它任意断面作为观察面。
3 实验结果分析与讨论
3.1 界面组织特征和最佳观察面
研发试验板结合界面组织呈现多种形态,有的是“波形”,有的是波形中的“正弦波”,有的是“连续熔化层”,有的是“波形发生崎变”,还有的是“T型镶嵌形态”等等结合形式。试验证明,最佳界面质量和最佳结合强度是波形中的“正弦波”波形组织,并将此‘爆焊工艺及参数’作为产品的爆焊工艺及参数的依据。
凡是从正常产品复合板上切取的试样,所有产品复合板的组织形态均呈现“波形”中的“正弦波”组织形态,说明生产所采用的 “爆焊工艺及参数” 恰到好处,达到最佳和最理想的水平。
大量的界面组织形态观察结果显示,“波形”为典型的界面结合形态特征。横向比纵向和任意断面更为规则、典型。这与以前资料报导只有纵向才显示出“波形”的报道不同,因此,建议观察复合板界面组形态时,应以“横断面“作为“主观察面”,也是“最佳观察面”。
3.2 界面结合形态
复合板界面结合形式一般可归纳为如下三种类型:“直接”结合、“连续熔化层”结合和“波形”等结合形态,各形态详情及特点如下:
3.2.1 “直接”结合
有两种情况可显示出“直接结合”:
1)当Vcp≤VT时,界面为平直结合面时是“直接结合”。爆轧中的爆炸复合胚,就是希望得到的平直界面组织,但爆焊工艺及参数不易掌握和控制,容易使“爆合”失败;
2)当Vcp在VT~VS(m/s)范围内时,界面结合显示出“波形”结合,在“波形”中,除波峰右下及左上处显示出前、后两个“小袋状熔化旋涡区”结合外,其余部位均为“直接结合”。这种界面结合具有较高的结合强度。特别指出:在该范围内又可分为两个速度段,即“低速段”VT~3000和“高速段”3000~VS。
其中Vcp—焊接速度;VT—平直形与波形转变的临界焊接速度;Vs—钢中声速。
3.2.2 “连续熔化层”结合
当Vcp>V s或炸药量过大时,在界面极易显示出“连续熔化层结合”,这种结合界面上极易形成“脆性相”如金属间化合物、σ相等,界面结合强度也不高。有时还会显示出“T形镶嵌结构”,见图1a)。若出现“T型镶嵌结合结构”,还有破坏基材的“连续性”的危险,实用价值不大,应该尽量“避免”或予以“消除”。
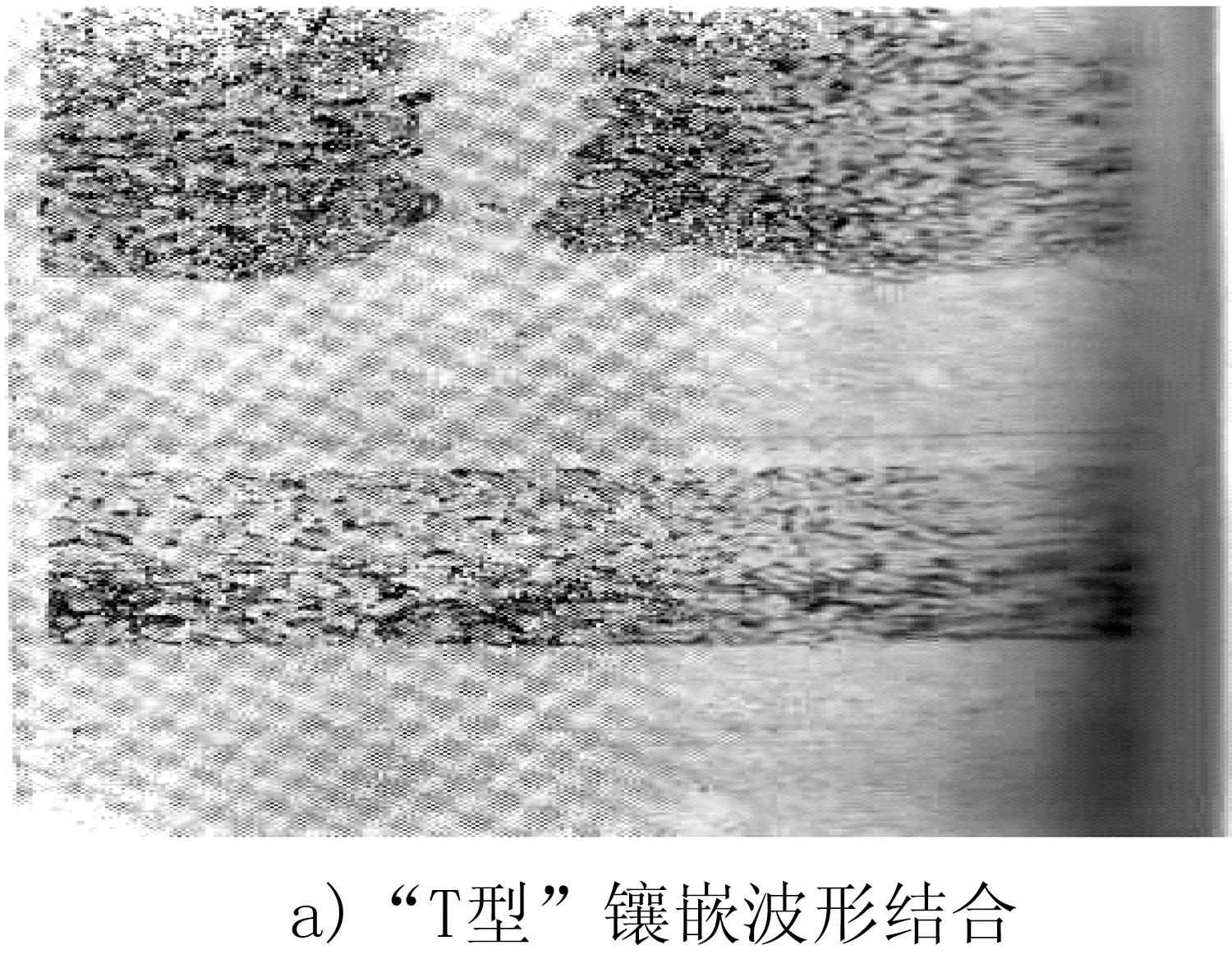
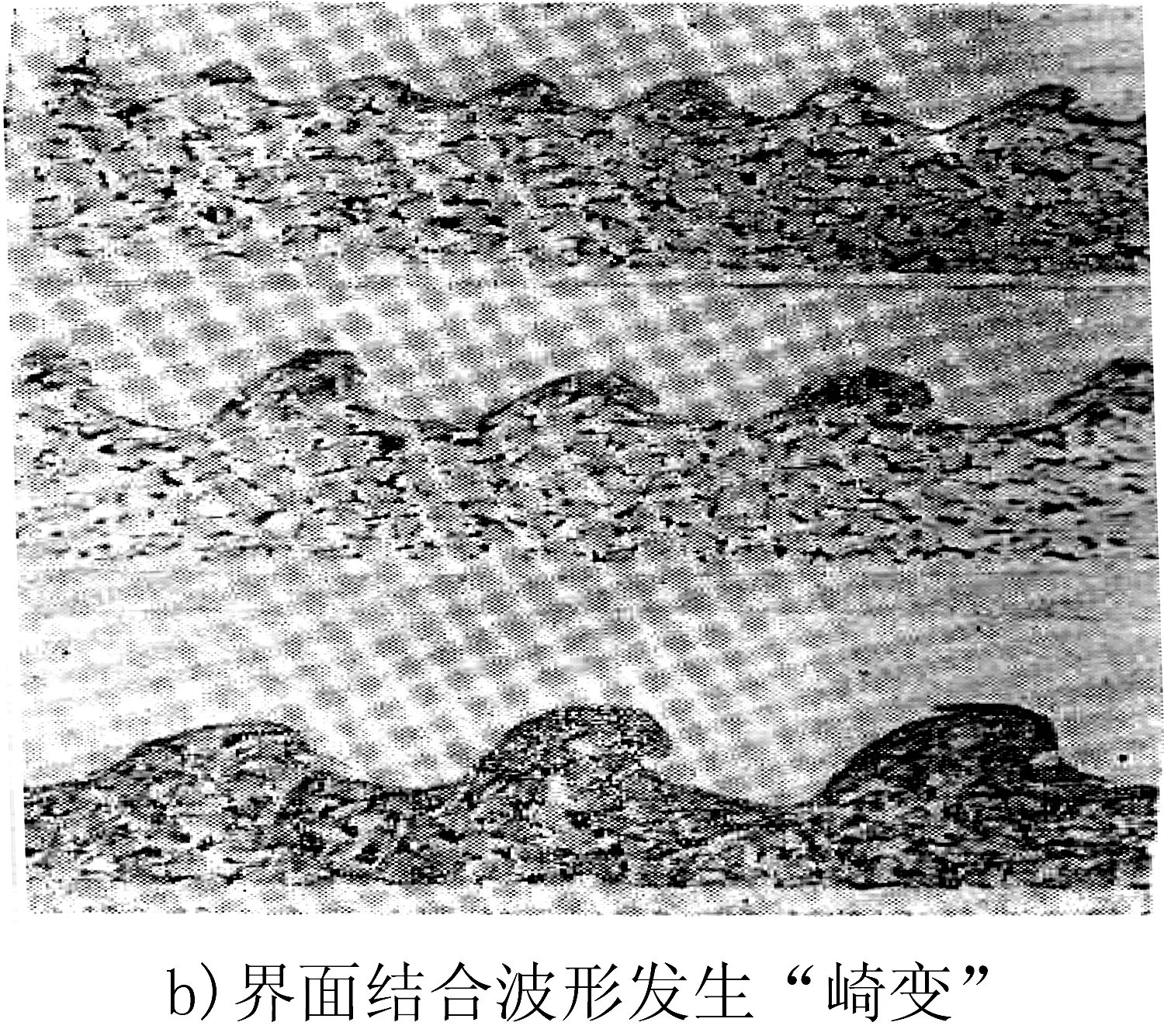
图1 界面结合形态
3.2.3 “波形”结合
当Vcp约在VT~Vs范围内时,就会形成“波形”结合,并在较宽的工艺参数范围内实现。因此,相比之下,“波形”结合的界面具有以下特点:
1)在波形中的“波峰”和“波谷”处分别存在两个不连续的前、后 “小袋状熔化旋涡区”,冷却后,凝固成“小袋状固化融熔物囊”。囊内形成新的高合金,并保留铸态组织特征。但由于它很小,且又不连续,对性能几乎没有影响。
2)在承受外力时,由于受“熔化槽”的约束,使囊内形成孔洞、缩孔、梳松、微裂纹等冶金缺陷,不会造成向槽外扩展,从而增加了结合强度。
3)在“波形”结合中,增加了两金属结合界面的面积,约高达150%,从而也起到提高强度的作用。
4)这类冶金缺陷在后序的热轧过程中被“轧合”而消失。
在该范围内又可分为两个速度段,即“低速段”和“高速段”,各段特点如下:
(1)当Vcp在VT~3000m/s范围内或材料的密度相同或相近时,不但会形成“波形”结合,而且还会形成更为规则、对称、典型的“正弦波”波形结合,这种结合使界面质量达到最佳,结合强度也最高,被认为是“波形”中的最理想的结合。也是想要得到的结合组织形式。它也是衡量爆炸工艺及参数控制是否正确、恰到好处的一个重要标志,也是一个重要判据。当两种金属密度不同时,对称性变差,密度相差越大,不对称性越明显。
(2)当Vcp在3000~Vsm/s范围内时,清晰显示出“波形”发生“崎变”,而且材料“密度相差越大或Vcp越大,“波形崎变”越严重,如图1b)。
总之,波形结合中的“正弦波”波形、界面质量、结合强度达到最佳,是波形中最理想的结合形式,也是想要得到的界面结合组织。“正弦波”波形结合,是衡量“爆炸工艺及参数”是否正确的一个主要标志,也是一个重要判据。
3.3 界面组织形态
结合界面附近有如下五个组织不同的区域:①基材组织区;②基材受应力应变区;③熔合区;④复材受应力应变区;⑤复材组织区;各区特征详情如下:
3.3.1 基材组织区
远离界面的基材区域,在爆炸复合过程中,该区组织基本上无多大的变化。
3.3.2 基材受应力应变区
最大宽度约为2.4~2.7mm。
1)由于力的作用,在距结合界面不同的距离中产生不同程度的晶粒变形、碎化。经回火后,该区域呈现明显的再结晶晶粒。距结合界面近处为细小的再结晶晶粒。距结合面远处为较粗大的再结晶晶粒。在应变区中回火后,“滑移线”可以部分或完全消除,并表现出碳化物部分或完全的析出。
2)由于力的作用,在该区内产生的“滑移线”与结合面成一定角度(约45o),见图2a)。
3)当作用力过大时,则在该区内产生裂纹,也与结合面成一定角度,方位与滑移线相同。如裂纹较大时,其内有熔融金属渗入。称“渗金属线”,见图2b)。有的完全充满裂纹,有的未充满。并在“滑移线”中,发现有裂纹。未回火前,“滑移线”不易腐蚀。回火后,沿“滑移线”上产生极细小晶粒,易腐蚀。回火后“滑移线”部分消失,而“正火”后,“滑移线”完全消失。


图2 界面组织形态
3.3.3 熔合区
1)“熔合区”结合有两种存在形式:
在“波形”结合中,借助于波的形成,将部份‘熔融金属’推移到“靠近波峰或波谷处”分别形成两个前、后“小袋状熔化金属旋涡区”;
“连续熔化层”结合中,最大宽度为0.4~0.6mm;
熔化的可能原因:在金属塑形变形过程中,将载荷的大部分机械能转化为热能,据有关资料报道,在爆炸过程中转化率高达95%以上,如此巨大的热量聚积在界面上,必然引起界面两侧很薄一部分的“塑性变形金属”,温度急剧升高,使之熔化,随后,在波形结合中,借助于波形的形成过程,将此熔化金属一部分推移到“漩涡区”中,少许留在波峰上,而大部分被喷射出板外。
通过分析,射流熔化的原因并非仅仅来自‘绝热剪切的塑性变形’,射流与基体的“摩擦生热”同样起着重要的作用。射流熔区的凝固组织对复合板质量影响较大;而凝固组织的质量与爆焊工艺有着密切关系。
2)固化熔融物嚢:陷入漩涡中的熔化金属,很快冷却形成在漩涡区中的“固化熔融物嚢”,它很小、且不连续,故对性能几乎没有影响。在承受载荷时,由于受熔化槽的约束,熔化槽内的冶金缺陷,如梳松、微裂纹等也不易向槽外扩展。从而提高了界面结合强度。另外,“波形”结合界面面积提高150%,提高界面的结合强度。因此,“波形”结合具有较佳的界面质量和较高的结合强度。所以,微小的“波形”结合被认为是较理想的结合形式。若在界面出现“连续熔化层”是爆焊工艺不当所致”,在爆焊中应尽量避免或消除“连续熔化层”。
3)漩涡区特点:射流是由复、基材的混合物组成。波前形成“前漩涡区”,它在波峰右侧面靠近波谷处,含有丰富的基材成分,而“后漩涡区”,它在波峰左侧靠近峰顶,含有丰富的复材成分。
4)射流特点:射流分为两部分:一部分射流借助于波的形成过程,被推移到波峰右侧面靠近波谷处,含有丰富的基材成分及波峰左侧靠近峰顶处,含有丰富的复材成分形成“波峰”前、后两个“小袋状熔化金属旋涡区”,很快冷却形成“小袋状固化熔融物嚢”,它很小、且不连续,故对性能几乎没有影响。“波形”结合,大部分射流被喷刷在两板待结合面,使它露出活性表面,为“焊合”创造了条件。这股射流称之为“自由射流”。另一股射流称为“凸角”射流,也称之为“凝固”射流,被凝固在两金属之间波峰处,形成“直接粘合”的冶金结合。
5)射流去向:在波形结合中,借助于波形的形成过程,将少量射流被推移到“波峰”左右两侧形成两个“小袋状熔化金属旋涡区”。少许留在波峰上,被称为“凸角”射流,也称之为“凝固”射流,形成“直接粘合”;
大部分被喷刷两金属待结合面,而喷射出板外。这股射流称之为“自由射流”。
6)熔化区组织结构:依次为柱状晶、树枝状晶。中间呈现出严重的“疏松、缩孔,微裂纹”等缺陷。
7)熔合区的分布:有的集中(如前、后旋涡区),有的沿结合界面均匀存在的(连续熔化层),还有的伸入基材或复材中(如“T型”镶嵌结构)。
8)熔合区中的一些特殊物(在白铜B30复板的熔化区易观察到):
(1)孔洞::它与缩孔不同,经观察发现:孔洞的内表面光滑,而缩孔不光滑。孔洞有的呈圆形、有的呈长条形。有的试样孔洞多,有的少。有的孔洞中有东西存在,有的是杂质、有的是熔融物。
(2)孤岛:熔化区中可观察到基材块状物,即称“孤岛”。
(3)白带、亮块:这主要是因爆炸时高温熔化的合金在冷却过程中,体积收缩、热应力和组织应力所致:由于不易腐蚀,而呈亮块或白带。
9)微晶、非晶和织构多晶区:在熔化区和基层之间交界面处存在一个极其微薄的晶粒细化区,主要是由微晶、非晶和织构多晶组成,分析形成的原因分别如下:微晶:冷却速度过快,再结晶的晶粒来不及长大,便出现极细小的晶粒区,简称“微晶区”。非晶:紧靠基层冷却速度极快,高达>104℃/秒以上,具备生成非晶的条件,形成“非晶区”。织构多晶:这主要是因爆炸时高温熔化的合金在冷却过程中,体积收缩、热应力和组织应力所致,形成“织构多晶”。
3.3.4 复材受应力应变区
受应力的作用,其晶粒变形,并产生较多孪晶。但未发现“滑移线”、“裂纹”等缺陷。(若采用A3复板,其组织与基板一致。)
3.3.5 复材
远离界面的复材区域,爆炸后,基本没有变化。
爆炸复合板须“晶化”处理。在爆炸焊接强烈的冲击作用下,爆焊复合材料,在界面发生明显的”微晶”、”非晶”和”织构晶”的结构变化,致使材料产生“加工硬化”、“强度、硬度大幅提高,而塑、韧性明显降低。因此,爆炸复合的材料不能直接使用。最好将爆炸复合材料,加热到760℃以上,保温一定时间后行空冷的一种热处理,称为晶化处理。不仅使微晶、非晶态和织构晶恢复到多晶态,而且还能消除“加工硬化”,从而恢复或提高复合板的塑、韧性。由于材料组合的种类繁多,性能及成份又有较大差异,复合板很难有一个固定的工艺制度。热处理有的在爆焊后、有的在冷态、热态加工后、还有的在焊接施工后等都需要考虑。
4 结论
以上分析可以得出如下结论:
1)双金属爆炸焊接复合界面结合形态分为“直接”、“连续熔化层”和“波形”,其中“波形”为典型的结合形态特征;
2)结合界面附近可以分为五个组织不同的区域:基材组织区、基材受应力应变区、熔合区、复材受应力应变区和复材组织区;
3)横向比纵向和任意断面更为规则、典型,建议“横断面”应作为复合板界面结合形态观察的“主观察面”,或称“最佳观察面”;
4)“正弦波”界面结合形态可以作为检验爆炸复合工艺参数合理性的组织判据。
[1]张寿禄,王立新,裴海祥.不锈钢钢爆炸复合板结合区组织的分析.特殊钢[J],2003,Vol.24(3).
[2]李平仓,赵惠,黄张洪.聚能效应在爆炸焊接工艺中的应用.四川兵工学报[J],2010,Vol.3(3).
[3]孙丽虹,刘安生,邵贝羚等.扫描电镜电子背散射衍射系统的研制.现代仪器[J],2000(6).
[4]史长根,王耀华,蔡立艮等.爆炸焊接界面的结合机理.焊接学报[J],2002,Vol.23(2).
[5]郑远谋,张胜军.不锈钢-钢爆炸复合板结合区的电子探针研究.电子显微镜学[J],1999,Vol.18(4).
[6]王建民,朱锡,刘润泉.爆炸焊接界面波形参数的影响因素.北京科技大学学报[J],2008,Vol.30(6).
Scientific Criterion to Bimetallic Explosive Welding Clad Technology
Wu Di Yao Shudian
(Beijing Metallurgical Equipment Research Design Corporation Ltd. of MCC Group,Beijing 100029)
The microstructure and morphology of interface between difference materials as B30/A3、321/16MnR & T10/Q235 made by explosive welding technology with JMS-840 SEM were investigated. The results reveal that the microstructure of interface composed of straightness, continuous melting & classic wave form, the morphology of interface bonded zone is composed of matrix, matrix stress-strain, fusion, mixed stress-strain & mixed. It is suggest that the microstructure of sine wave form was given to verify the correct result of explosive welding technology and the microstructure of transverse section was main observation instead of vertical direction or arbitrary section.
Explosive welding Interface Microstructure Interface bonded zone Criterion
吴迪,男,1971年出生,毕业于北京科技大学轧钢机械专业,学士,高工,主要从事硅钢工艺与设计及复合材料研发
TG404
B
10.3969/j.issn.1001-1269.2014.04.010
2014-04-23)
