诺德英蓝国际金融中心主楼核心筒钢板剪力墙焊接关键技术
2014-08-05胡广龙曾祥文
王 垒,胡广龙,李 磊,曾祥文
(浙江精工钢结构(集团)有限公司,浙江 绍兴 321030)
0 前言
诺德英蓝国际金融中心工程结构主要分为主塔楼、东裙房和北裙房三个部分。本项目建筑地上为64层,地下为4层。塔楼结构采用双重抗侧力结构体系:钢结构巨型框架+钢结构伸臂桁架+钢筋混凝土核芯筒,以抵抗风和地震的水平力作用。结合建筑的设备层和避难层,设置钢结构伸臂桁架与钢结构环形桁架。巨柱与环形桁架间在平面的角部区域设置了钢结构次框架。该工程设计采用了多种钢结构典型节点,其中钢板剪力墙设计具有典型意义。
1 高层钢结构典型节点概况及焊接要点[1-5]
工程现场焊接主要包括:巨柱焊接、核心筒剪力墙焊接、环桁架和伸臂桁架焊接、裙房桁架焊接,是十分典型的超高层建筑钢结构焊接工程。
1.1 巨柱焊接
巨柱对接如图1所示。采用多层多道错位焊接技术,两名或多名偶数焊工按WPS规范对称施焊。
1.2 核心筒剪力墙焊接
钢板剪力墙钢板竖向对接,剪力墙焊接难度较大,涉及很多实践经验,是本案例阐述重点,其典型节点如图2所示。

图1 巨柱对接节点

图2 钢板剪力墙竖向对接典型节点示意
1.3 环桁架焊接
H型腹杆对接,H型弦杆对接如图3所示。
采用多层多道错位焊接技术,先焊弦杆,从中间向两边推进,然后中间米字节点对称施焊,再焊其他焊缝。
1.4 伸臂桁架焊接
H型钢支撑对接,楼层钢梁对接如图4所示。
采用多层多道错位焊接技术,先焊弦杆,从中间向两边推进,伸臂桁架焊接,先焊一端,然后再焊另一端,严禁对称施焊。

图4 伸臂桁架对接节点
1.5 裙房桁架焊接
H型腹杆对接,H型弦杆对接焊如图5所示。
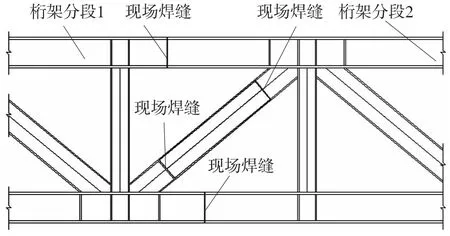
图5 桁架对接处弦杆、腹杆对接节点
采用多层多道错位焊接技术,先焊弦杆,从中间向两边推进,然后再焊斜腹杆。焊斜腹杆时,先焊一端,然后焊一端,严禁对称施焊。
2 主楼核心筒钢板剪力墙分段概况
钢板剪力墙工程现场焊接有两种情况:a.钢板剪力墙钢板与钢板竖向对接焊接为立焊焊缝;b.每层钢板剪力墙分段之间是纵向对接为横向焊缝。
钢板剪力墙的板厚分为40 mm和20 mm两种。外圈钢板剪力墙钢板厚度为40 mm,内圈十字方向剪力墙钢板厚度为20 mm。现场钢板墙对接纵、横向焊缝要求为全熔透,钢板剪力墙封闭之后形成封闭矩形稳定结构。由于封闭框架刚度很大,所焊焊缝承受极大的拉应力,因此对焊接工艺要求很高,如果所采用工艺不合理将会造成焊接裂纹的产生,具有很大难度,钢板剪力墙钢板竖向对接立焊缝布置如图6所示。
由图6可知,钢板剪力墙是封闭稳定结构,由于框架是H型钢制作,刚度很大,其封闭体内焊缝承受极大的拉应力;此外钢板剪力墙两端存在框架刚度不对称的情况,给焊接工程带来极大困难。
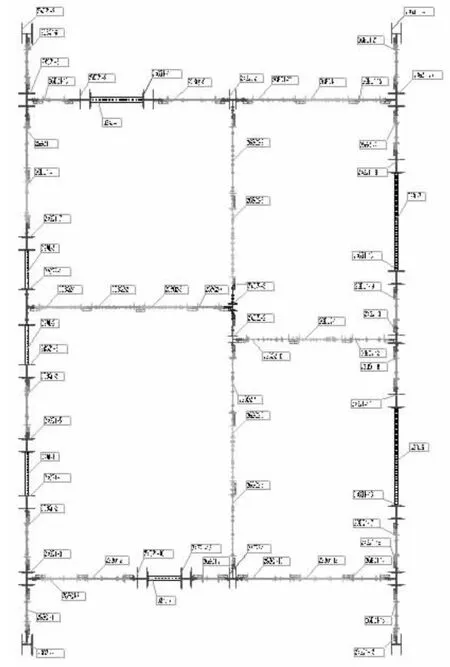
图6 剪力墙钢板平面分段图
3 钢板剪力墙钢板竖向对接焊接顺序
钢板剪力墙焊接成功的关键是焊接顺序,这是在研究钢板剪力墙焊接失败工程案例后得出的结论。
总体焊接顺序为:第一层剪力墙钢板构件吊装到位后,连接锚栓。剪力墙钢板构件之间连接板固定。然后进行第二次剪力墙钢板及暗柱吊装。吊装完成后进行第一层剪力墙钢板构件之间纵缝立焊焊接。第三层剪力墙钢板构件全部吊装就位后进行第二层与第一层剪力墙钢板构件之间的横向焊缝焊接。
为了减小构件焊接变形,采用多层多道错位焊接技术,焊接顺序原则上先焊接焊缝两端刚性相差不多的焊缝,对于钢柱两侧的对称焊缝采用同时对称的焊接顺序。对于两根钢柱直接单片剪力墙的两道焊缝,采用先焊接一端焊缝(同时对另一端焊缝加强临时固定),等焊缝冷却常温后焊接另一端焊缝。
3.1 钢板剪力墙层间横焊焊缝
层间钢板剪力墙横向焊缝水平从中间往两边分段退焊,同时对称焊接顺序是从中间向两端推进;按图7所示的顺序图号进行分段退焊。

图7 层间钢板墙对接焊缝分段退焊
3.2 剪力墙钢板层间对接立焊焊缝
钢板剪力墙纵焊缝立焊难度最大,根据钢板剪力墙结构形式和焊缝的布置,将整个焊缝分成八个部分进行分部焊接如图8所示。1、2、3三个部分相对独立,焊接顺序根据后文细部焊接原则焊接;4、5、6、7、8 五个部分首先焊接两段对称部分 4、5,然后焊接4、5之间连接部分6,最后焊接7、8部分。

图8 剪力墙钢板层间对接立焊焊缝焊接顺序
(1)第一部分(见图8中①)焊接顺序。
按图9进行焊接,其中“焊接顺序1”为对称施焊。

图9 第一部分焊接顺序
(2)第二部分(见图8中②)焊接顺序。
按图10的顺序进行焊接。
(3)第三部分(见图8中③)焊接顺序。
按图11的顺序进行焊接,其中“焊接顺序1”为对称施焊。第一道焊缝焊接完成后等待焊缝完全冷却到常温,然后进行焊缝2的焊接。
(4)第四部分和第五部分(见图8中④、⑤)焊接顺序。

图10 第二部分焊接顺序
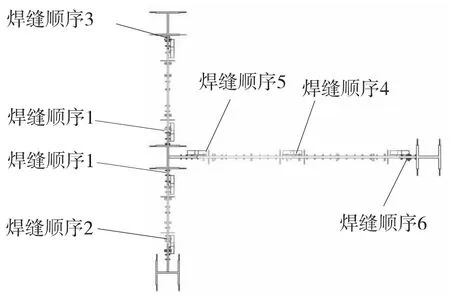
图11 第三部分焊接顺序
按图12的顺序进行焊接;第四和第五部分,剪力墙分段基本对称,焊接顺序相同,下面介绍第四部分焊接顺序。

图12 第四部分和第五部分焊接顺序
(5)第六部分(见图8中⑥)焊接顺序。
按图13的顺序进行焊接;其中标注1为立柱对称施焊。焊接完成后,再焊其他焊缝,按1~6的顺序焊接。一道焊缝焊接完成后,等待焊缝完全冷却到常温,然后进行后续焊缝的焊接。
(6)第七部分(见图8中⑦)焊接顺序。
按图14的顺序进行焊接。
(7)第八部分(见图8中⑧)焊接顺序。
按图15的顺序进行焊接。
4 钢板剪力墙焊接失败的教训和成功经验

图13 第六部分焊接顺序

图14 第7部分焊接顺序
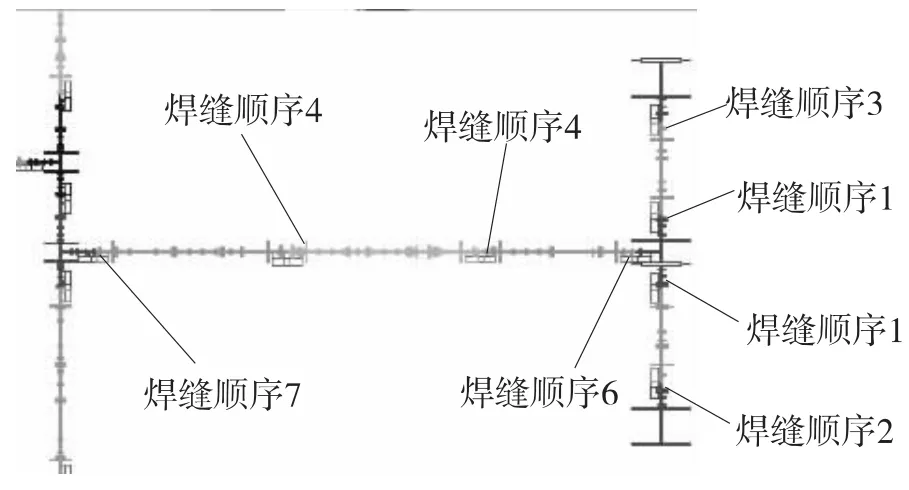
图15 第8部分焊接顺序
在钢板剪力墙的施工中,通过现场有效控制,保证结构安全;施工追求的钢结构系统理想的初始应力状态最终目标是:安装和焊接所产生的应力应变完全符合设计的技术要求,且最大程度的均匀化;钢结构系统的初始应力是直接涉及结构安全与否的重要指标,这也是本工程钢板剪力墙焊接的原则。
在严格执行本研究所述焊接顺序的前提下,焊缝应力应变的大小,取决于焊缝的设置和坡口的大小,对此有很多经验、教训值得总结。
4.1 焊接坡口选择不合理,系统变形大并出现热裂纹
由于现场焊接条件和认识水平的限制,本工程第一节柱及剪力墙基本已经加工制作完成(见图16),钢板剪力墙现场焊接连接坡口全部为单面坡口反面加垫板全熔透。板厚为40 mm的钢板剪力墙对接,按常规焊缝焊接,焊接完成后结构钢柱和钢板墙的变形很大,而且出现热裂纹。
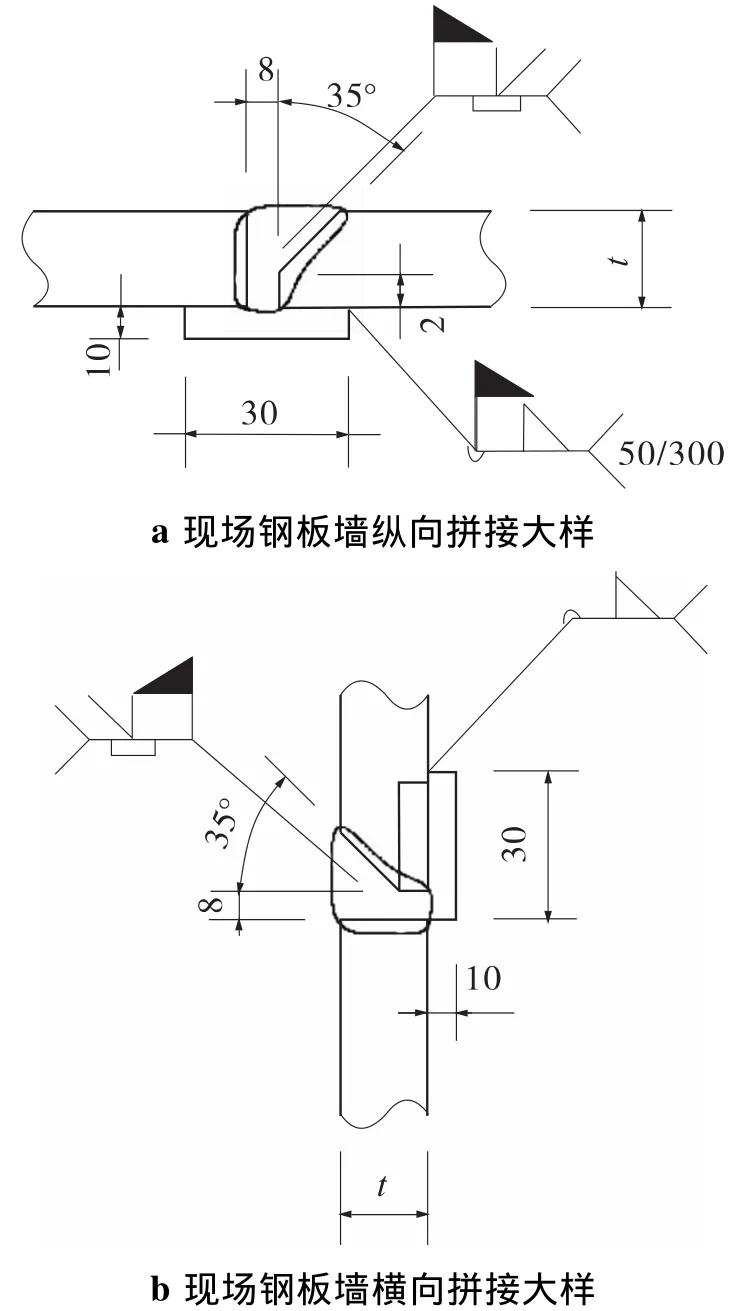
图16 单向不合理焊接坡口
单向坡口是在形式构件反面不宜焊接的场合中使用,由于坡口的截面积是双向Ⅹ型同角度坡口的两倍,其收缩应力应变大大增加,加上结构形式特殊,因此给钢板剪力墙系统带来很多应力应变的不利因素,险些造成焊接工程停产。
4.2 不合理焊接坡口处理技术要点
焊接的应力应变大小取决于焊缝坡口截面积,首先要解决好这一难题。
(1)应用堆焊技术,减少坡口截面积。
对于已经加工完成的构件现场焊接采用以下方法减小焊接变形和焊接质量。
a.竖向堆焊焊缝的焊接顺序如图17所示。

图17 竖向堆焊焊缝的焊接顺序
b.横向焊接顺序如图18所示。
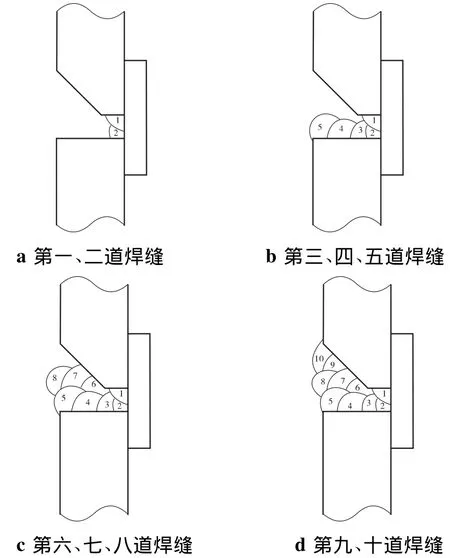
图18 横向堆焊焊缝的焊接顺序
(2)增加系统约束、减少系统形变。
钢板剪力墙有较严格的尺寸公差,在大量焊接之后会产生很大的变形,导致焊接失败,根据焊接应用技术理论,增加系统约束可以有效的防止变形,对单面不合理坡口加强如图19所示。

图19 单面不合理坡口加强约束示意
按规定的焊接顺序,应用多层多道错位焊接技术,按图19加强体系进行不合理单向坡口焊接获得了成功。
4.3 成功的经验和推荐的技术要点
双面对称K型坡口既减少了焊缝截面积,减小了熔敷金属,还减少了应力应变。采用增加约束控制焊接变形,是钢板剪力墙焊接成功的关键技术,推荐双面K型坡口及加强,如图20所示。
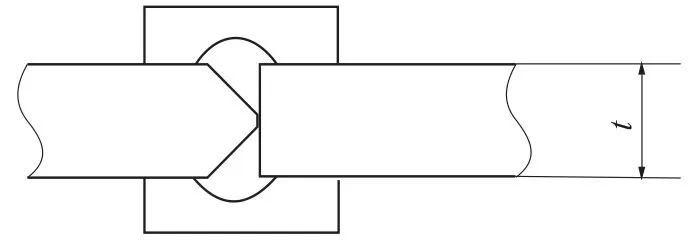
图20 双面K型坡口及加强
工程实践中坡口留1~2 mm间隙,第一道焊接采用单面焊双面成形或两侧对称焊接,两人对称焊接允许错位2~3 mm。两侧对称同时焊接,如图21所示。

图21 工程实践中采用坡口形式
采用双面K型坡口并附加约束,按上述焊接顺序进行焊接十分顺利,能很好地控制焊接应力应变。
5 其他技术要点
对本工程大部分剪力墙分段竖向焊缝全部为立焊,焊接过程中尽量减小焊接过程中的摆动。SMAW摆动范围小于等于3倍焊条直径。GMAW摆动范围15~20 mm,现场横焊不得有摆动。
(1)两根暗柱之间只有一块剪力墙钢板,剪力墙钢板与两侧暗柱焊缝严禁对称施焊。应先焊接一边,待其温度降至常温后在,再焊另一侧焊缝。
(2)同一根暗柱两侧对称有剪力墙钢板对接的,应同时对称焊接两侧钢板剪力墙对接焊缝。
(3)焊接边柱时,因边柱只有一侧连接,另一侧无法加固,采用在边柱与内柱之间增加一侧加劲板,加劲板规格为PL30×200,通长布置如图22所示。
6 结论
建筑钢结构超高层建筑钢板剪力墙焊接工程是建筑行业一大难题,目前掌握该项技术实质的单位和个人并不多,诺德英蓝国际金融中心主楼核心筒钢板剪力墙焊接关键技术,不仅获得良好的工程质量和各方好评,而且为建筑钢结构焊接工程提供了可以借鉴的宝贵经验,树立了榜样。
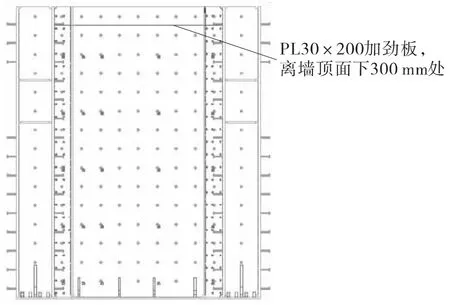
图22 加劲板增加位置
[1]GB50205-2001.钢结构工程施工质量验收规范[S].中华人民共和国建设部,2002.
[2]戴为志,高 良.建筑钢结构工程焊接技术及实例[M].北京:化学工业出版社,2010.
[3]钢结构设计规范[S].GB 50017-2003.
[4]钢结构工程施工质量验收规范[S].GB 50205.
[5]戴为志.鸟巢焊接攻关纪实[M].北京:化工工业出版社,2010.
