等离子切割工艺在低合金高强钢上的应用
2014-08-05DirkOTT
Dirk OTT,张 敏
(维克多科技(中国)公司,上海 201103)
1 低合金高强钢的概念
低合金高强钢(HSLA)或称为微合金钢是专用于在常规状态下较常规碳钢能提供更好的机械性能和(或)更大的抗环境腐蚀性,因其设计就是为了满足特定机械性能需求而仅非化学成分构成。
HSLA的碳含量比较低,w(C)=0.05% ~ 0.25%,目的是能产生足够的可锻造性和可焊接性,锰含量至多为2.0%,还有少量不同比例组合的铬、镍、钼、铜、氮、钒、铌、钛和锆成分。
HSLA材料常用于轿车、卡车、吊车、轮船、桥梁、过山车以及其他专门处理大量应力,或需要较好强度—重力比的结构中。在同一强度下HSLA钢通常比碳钢轻20%~30%。
HSLA可以分为以下几类:
(1)耐候钢。被指定用来展现优良的抗环境腐蚀性。
(2)控轧钢。根据预先确定的轧制方案进行热轧处理,目的在于开发高成形性奥氏体结构,以便冷却过程中可转化为极细的等轴状铁素体结构。
(3)珠光体降低钢。由细晶铁素体和析出硬化相来加强硬度,但因碳含量非常低,因此在微结构中几乎或根本没有珠光体。
(4)微合金钢。通过添加微量的铌、钒和(或)钛元素,改良了粒度和(或)析出硬化。
(5)针状铁素体钢。非常低的碳含量具有足够的淬硬性,在冷却过程中可转变成非常细的高强度针状铁素体结构,而非常规的多边形铁素体结构。
(6)双相钢。经加工成为含有高碳马氏体均匀分布小区域的铁素体微结构,这样产品既有低屈服强度又有高加工硬化率,从而提供优良的成形性高强度钢。
2 HSLA钢板特性解析
HSLA钢板特性非常重要,应根据特定的应用场合选择适合的性能。表1列出了HSLA的分级和主要特性,表2列出碳钢钢板的特性。控制粒度对屈服应力和冲击转变温度(ITT)有着非常重要的影响。
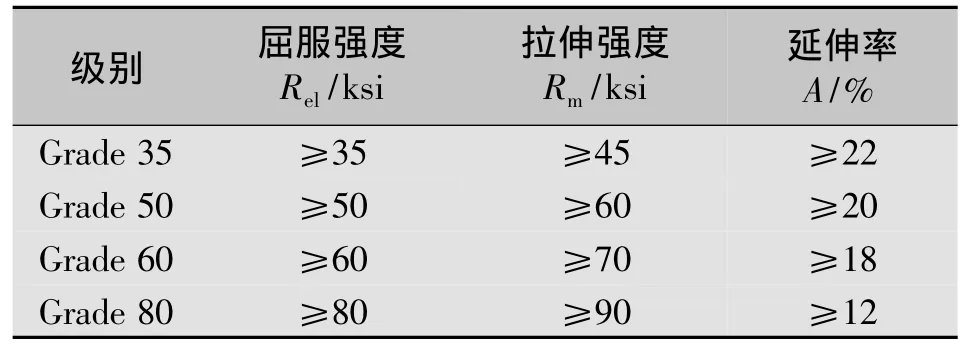
表1 典型HSLA材料特性
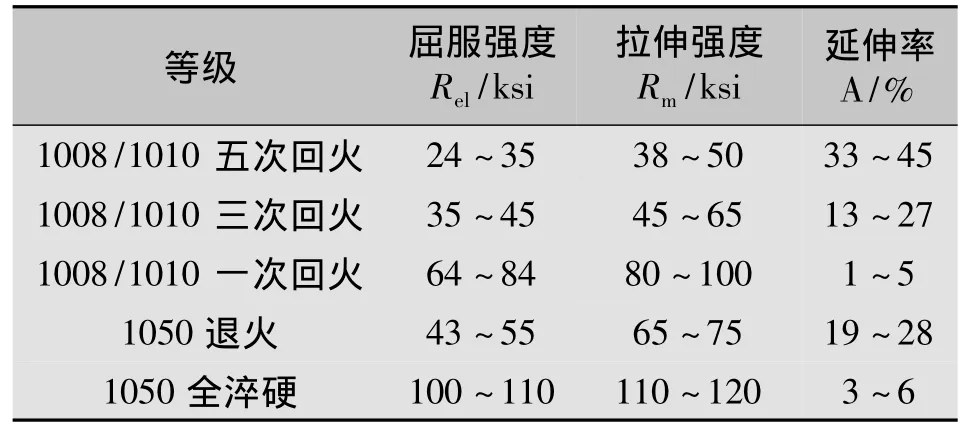
表2 典型低碳钢材料特性
材料特性不仅取决于材料合金,还受到粒度微结构的严重影响。如图1所示,粒度值增加,屈服应力会增加(正斜率屈服应力线)。而此时,冲击转变温度则减少,如图所示的负斜率曲线(钢板由韧性到脆性断裂过渡时的温度)。因此根据应用要求需要计算出屈服应力和冲击转变温度之间的平衡点。
3 如何切割HSLA钢板
切割HSLA钢板的实用工艺有四种。
(1)等离子切割。

图1 粒度微结构对HSLA屈服应力的影响
等离子切割工艺可以切割所有导电材料,如钢板、不锈钢板、铝板等,碳钢切割厚度0.5~50 mm,不锈钢切割厚度可达160 mm。在等离子切割工艺中,可以使用空气、O2、N2、Ar/H2或者其他混合气体,气体以很高速度从割嘴吹出,同时通过割嘴电极在工件表面形成电弧,部分气体转化成等离子。高达30 000℃的等离子气熔化被切割金属,并快速移动将被熔化的金属水从切割口吹走。
(2)火焰切割。
在火焰切割工艺中,视气体不同,割炬可释放高达3 500℃的热量来加热低碳钢(其他金属不能真正被切割)达到熔点温度,然后一股氧气瞄射金属,将金属燃烧成氧化物,以熔渣的形态从切口流出。
(3)激光切割。
激光切割使用波长为488~10 600 nm的光能以及不同种类气体(如N2、O2、空气)来切割所有种类的金属材料以及木材、玻璃、纤维等非金属材料。如二氧化碳激光、固态(YAG)激光、光纤激光和半导体激光。
激光切割的功率消耗约为等离子切割的两倍,且需要高压力高容量的N2来切割有色金属(气体使用量是等离子切割的约35倍),切割中厚板时的使用成本很高。激光切割薄板的速度很高,但是板材厚度大于10 mm时,切割速度大幅度下降,穿孔时间延长。
(4)水刀切割。
水刀是能够切割多种材料的工业切割工具,它使用极高压力的水流切割较软材料,如木材或橡胶,或者采用水和研磨剂的混合体切割较硬材料,如金属或花岗岩石材。在机械部件的制造中通常采用水刀切割工艺。当被切割材料对其他切割工艺中产生的高温非常敏感时,水刀就是最佳的切割方法。水刀切割广泛应用于各个行业的切割、成型和铰孔作业中,如采矿、航天等。
水刀切割工艺的缺点是切割金属的速度极其缓慢,而且需要不断向高压射流中添加研磨材料,因此产量偏低,磨料成本较高,导致小时成本非常高。等离子切割可获得与水刀切割相似的切割质量,但是切割速度较快,生产成本极低。因此在很多情况下是水刀切割的绝佳替代技术。
上述四种切割工艺汇总对照如表3所示。

表3 切割工艺对照
表4是对四种切割工艺性能的汇总排序,1最好,4最差。热影响区(HAZ)是在HSLA大量应用时的关键指标,因为在很多情况下必须消除HAZ以达到最佳的可焊性。尽管水刀切割工艺在热影响区上能提供最佳表现性能(无热影响区),但其对厚板的超慢切割速度无疑限制了这种工艺的实际使用。激光切割仅次于水刀切割位居第二位,且是薄板材切割当仁不让的优选工艺,但因其初期投资较高,很多潜在用户都不会选择激光切割。于是等离子切割工艺因其良好性能和灵活性成为切割HSLA的首选。

表4 切割工艺性能
20 mm厚度HSLA板材的等离子切割效果如图2所示,右图能清晰地看出HAZ(热影响区)非常小,切割表面光滑无挂渣,切割角度接近90°。工件是由维克多(Victor Thermal Dynamic)等离子切割设备Ultra-Cut 200 XT完成,切割电流200 A,等离子气为O2,保护气为空气。

图2 HSLA(20 mm)实际切割效果
4 等离子工艺切割HSLA的系统要求
等离子切割系统由电源、气体控制箱、割炬和CNC数控系统组成。
4.1 等离子电源系统
等离子电源是根据等离子弧产生的原理设计。等离子电源以压缩空气为工作气体,以高温高速的等离子弧为热源,将被切割的金属局部熔化,并同时用高速气流将已熔化的金属吹走,形成狭窄的割缝,从而达到切割目的。
等离子电源设计采用创新的逆变技术,串行输入/输出信号连接技术实现等离子电源、CNC控制系统和气体控制之间无限沟通,系统的整体效率大大提高。微处理器控制设备可实时提供详细操作信息。在高度集成的等离子切割系统中,此信息可以直接显示在CNC控制系统中,方便使用者准确实时了解当前系统运行状况。
维克多高精度等离子自动切割系统切割质量可达ISO9013三级甚至更佳(见表5)。切割HSLA钢板几乎无挂渣,表面光滑,切割角度小于3°(数据源于以往切割实践)
4.2 割炬与易损件
割炬是产生等离子弧并进行切割的关键部位。割炬电极一般采用间接水冷式钨极,工作气体可使用O2、N2、空气或Ar/H2混合气,而保护气体可用O2、N2、Ar或水。现代割炬具有更强的穿孔能力,所产生的高密度电弧大大改善了切割质量,实现小割缝、平整切口、材料变形小的效果。新的快速卡座技术使易损件更换便捷并达到历史上最短时间,大大缩短因为更换易损件引起的停机时间。

表5 ISO9013:2002(E)规范
维克多XTremeLife技术使易损件使用寿命得到最大的延长。长寿命需要对割炬的流量控制以及对电源输出的精细控制。如现有新型300/400A电极带有多片铪嵌入设计(见图3),有助于在较高电流情况下延长部件寿命。新型双片式喷嘴(见图4)可以持续对孔道整体进行冷却,以确保在整个易损件的使用周期内都能获得最佳切割质量。

图3 多片铪嵌入设计

图4 内部冷却结构
4.3 高度调节控制
高度调节控制是利用等离子电源的基本恒电流特性,通过检测等离子弧电压的变化,来测定等离子切割过程的割炬高度变化,实现对切割割炬的高度控制。通常具有的基本功能有初始自动定位、开机穿孔与断弧提升功能、割炬防撞、给定与实际弧压显示监控、手动与自动操作等。
维克多高度调节控制的一大改进就是通过更精确的电压控制实现最优的HSLA钢板切割质量,电压控制精度提高到±0.5 V。CNC控制系统中的智能逻辑不仅节约时间,而且改善性能。智能化工艺参数提高割炬的再次穿孔能力(即割炬穿孔后再次升高)。通过使用更强电机,实现更迅捷的行走控制。在高度集成的系统里,通过CNC内置专家系统使高度调节控制更为便捷快速。
4.4 CNC控制系统
为了实现高速、高精度曲面轮廓精加工,必须提高微小轮廓线段的解释处理能力和伺服驱动性能。维克多CNC系统已具有足够高的数据处理速度,精确控制切割台行走轨迹,确保高精度、可重复性、速度以及加速,从而达到最优的HSLA钢板切割质量。
在等离子切割工艺中,切割碳钢可使用O2或空气作为等离子气。尽管空气比O2便宜,但与使用O2相比有明显的弊端。使用空气作为等离子气,切割表面硝化物浓度含量非常高,因此需要做焊前二次处理,增加了工作量和成本。如使用O2则大多数情况无需再做二次处理。在切割HSLA板材时,大多数情况下需要去除热影响区。
为了获得最佳精度、最低的切割成本和最少的二次处理,需要使用高精度等离子切割系统(如维克多Ultra-Cut XT高精度等离子切割系列)。高精度的等离子切割系统的另一个优点受到高度约束的等离子弧导致更小的切缝宽度和切割表面上更小的斜度,这将导致更小的热影响区。配备专业的高度控制器和CNC数控系统能实现最佳的切割效果。特别是在高耐磨钢和弹道钢切割应用上,高度控制是在起弧时避免损坏等离子割炬消耗件的关键要素。高度控制可实现穿孔、回缩、升降延迟等功能以优化穿孔性能。如果CNC数控系统无缝集成于等离子切割系统,那么通过改进引线的进出以及优化孔洞切割质量等条件会近一步提高切割性能。
5 结论
一套集成等离子系统无论在性能、切割成本、还是用户友好方面都是切割HSLA(低合金高强钢)的最佳选择。其他切割工艺虽可提供较好的切割性能,却有不同的弊端,如灵活性低、切割速度慢、或首次投资费用高等。
