建筑钢结构高性能钢焊接技术
2014-08-05段斌
段 斌
(中冶建筑研究总院有限公司焊接所,北京 100088)
0 前言
目前国内建筑钢结构行业采用的结构钢强度区间为最高460 MPa,最低通常不低于195 MPa。随着建筑钢结构的发展,建筑结构用钢正朝着超高强和超低强两个方向发展。超高强度钢的采用可在一定程度上降低用钢量,减小构件尺寸。而超低强钢则主要应用于有抗震设防要求的建筑物中的关键节点,利用其良好的韧性和塑性性能,通过塑性变形吸收地震造成的冲击功,达到保证建筑结构整体安全的功能。
目前国内常用建筑结构钢的相关标准中所给出的低碳钢或低合金高强钢的最高屈服强度不超过690 MPa,最低屈服强度不小于175 MPa。从工程实际需求出发,希望在关键部位能够采用超高或超低强度的钢材,相关国家科技支撑项正在进行这方面的研究开发。
1 建筑用高性能钢的特点
衡量结构用钢材性能的主要指标有:屈服强度(ReH、ReL)、抗拉强度(Rm)、屈强比(ReL/Rm)、延伸率(A)、断面收缩率(Z)、冲击韧性(AKV)、可焊性。
通常希望得到综合性能良好的钢材,如强度高、韧塑性好、可焊性好等。随着强度增高,钢材的碳当量会增加,可焊性变差,焊接难度加大。这一点从《钢结构焊接规范》GB50661-2011第三章表3.0.1钢结构工程焊接难度等级可以看出(见表1)。
当钢材强度大于420 MPa或碳当量大于0.5时,钢材可焊性变差,在钢结构焊接规范中将其归入难焊等级。
对于有抗震要求的结构用钢材,还需关注其屈强比和韧、塑性指标。在国家标准《建筑抗震设计规范》GB50011-2010中明确规定钢结构的钢材应符合下例规定:
(1)钢材的屈服强度实测值与抗拉强度实测值的比值不应大于0.85。

表1 钢结构工程焊接难度等级
(2)钢材应有明显的屈服台阶,且伸长率不小于20%。
(3)钢材应有良好的焊接性和冲击韧性。
随着钢材强度的增加,不仅塑性、韧性、可焊性降低,屈强比的劣化更加明显,当为了获得较好的综合性能而采用TMCP钢时,屈强比的变化更加显著。
2 高性能钢的应用现状及发展趋势
2004年,低合金高强钢ASTM A913 Gr60(相当于Q420)在北京新保利大厦工程成功使用,经过几年的发展,国内已有数个钢结构工程使用高强钢,如国家体育场(鸟巢)使用国产Q460E-Z35钢,国家游泳中心(水立方)工程使用国产Q420C钢,中央电视台新台址工程更是使用了Q390D、Q420D-Z25、Q460E-Z35级别钢,高强钢在建筑钢结构中的广泛应用,带动了高强钢焊接技术的发展。与此同时,建筑钢结构中厚钢板得到越来越多的使用,如北京新保利大厦工程使用的轧制H型钢翼板厚度达到125 mm(ASTM A913 Gr60),国家体育场(鸟巢)工程用钢最大板厚达110 mm(Q460E-Z35)。但在屈服强度低于175 MPa钢材的使用方面目前国内尚无先例。
国内外在高强钢的使用方面一般均将其最高屈服强度限制在690 MPa,如美国《钢结构焊接规范》AWSD1.1第1.2条规定“本规范是为厚度等于或大于1/8 in[3 mm]最低规定屈服强度等于或小于100 kis[690 MPa]的碳钢或低合金钢的焊接钢结构而专门制定的,本规范或能适用于指导其适用范围以外的结构制造”。国标《钢结构焊接规范》GB50661-2011第四章表4.0.5常用国内钢材类中也做出了类似的规定,详见表2。
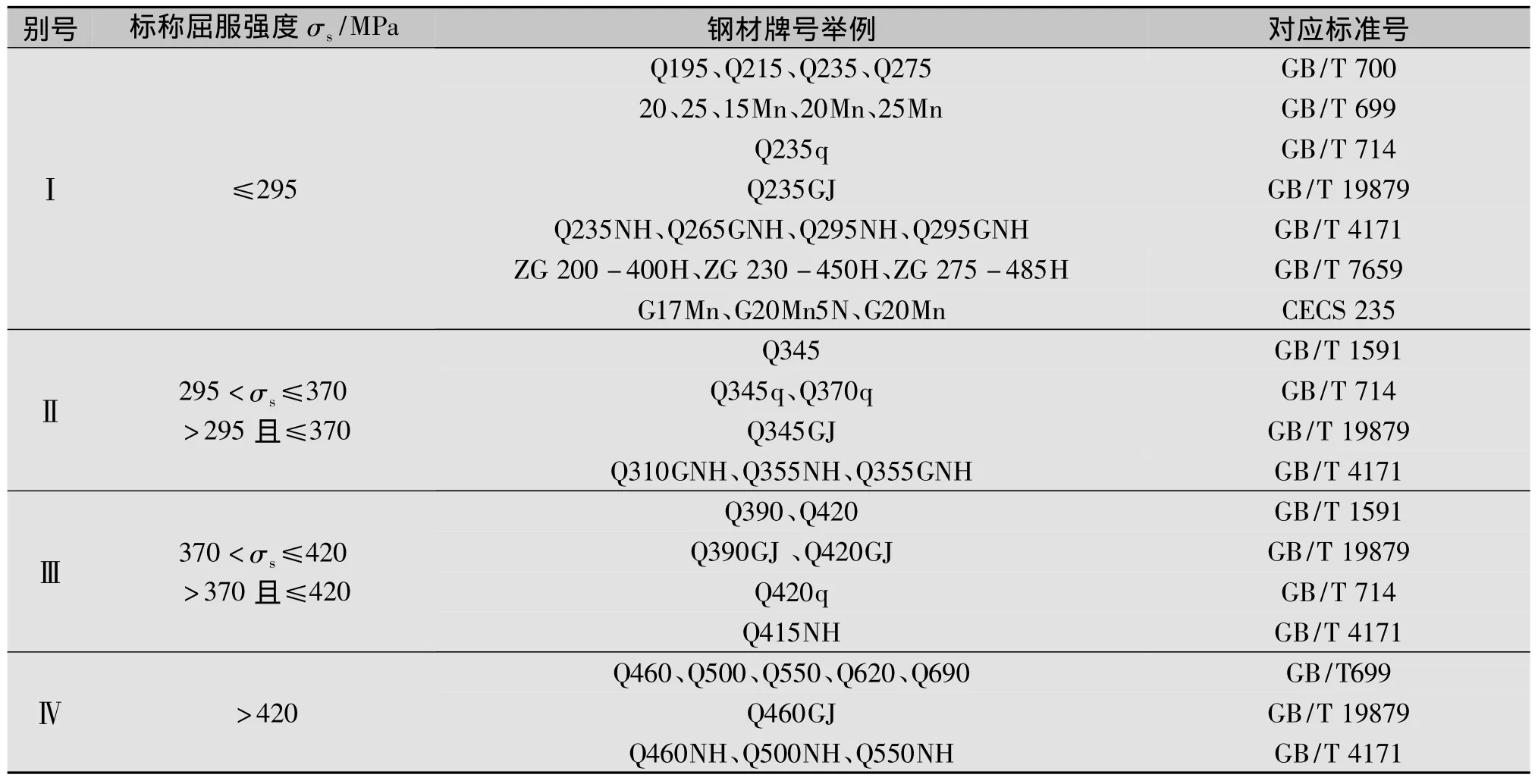
表2 国内常用钢材分类
对于超低强度钢的采用在国内外的标准中均未涉及。鉴于实际工程的需要,在超低强高性能钢的应用研究方面应从钢材及配套焊材的开发入手。无论是工作难度和工作量似乎都远低于已具有现成钢材和配套焊材的高强度用钢。
3 高性能钢的焊接技术
3.1 高性能钢的选用原则
根据国标《钢结构焊接规范》GB50661-2011第4.0.3条的要求“选用的钢材应具备完善的焊接性资料、指导性焊接工艺、热加工和热处理工艺参数、相应钢材的焊接接头性能数据等资料;新材料应经专家论证、评审和焊接工艺评定合格后,方可在工程中采用”。在此所涉及的高性能钢及配套焊接材料无论是屈服强度大于460 MPa或是低于175 MPa均在此列,因此在工程正式采用前应具备相关的技术资料。
上述技术资料的获取主要有两种渠道:一是生产厂家提供;二是应由具有资质与能力的第三方进行相关的试验验证。无论采用何种方法,所提供的技术资料中至少应包括如下试验项目的结果:钢材的检验;焊接材料性能检验;焊接冷裂纹敏感性试验;碳当量;焊接连续冷却组织转变图(CCT图);热影响区最高硬度试验;斜Y坡口(小铁研)焊接裂纹试验;焊接冷裂纹插销试验;钢板热切割试验;热矫正试验;时效敏感性试验;焊接工艺评定。
3.2 高性能钢的焊接特点
(1)焊接方法的选择。
在国标《钢结构焊接规范》GB50661-2011第一章第1.0.2条中规定“本规范适用于工业与民用钢结构工程中承受静荷载或动荷载、钢材厚度大于等于3 mm的结构焊接。本规范适用的焊接方法包括焊条电弧焊、气体保护电弧焊、药芯焊丝自保护焊、埋弧焊、电渣焊、气电立焊、栓钉焊及其组合。”但对于高性能钢材的焊接要尽可选择焊接热输入量(Q=IU/v)较低的焊接方法,如焊条电弧焊、气体保护焊、单丝埋弧焊等。根据实验,普通碳素钢或低合金高强钢耐受焊接热输入量的上线大约为50 kJ/cm。而不同的焊接工艺方法其热入量变化范围较大,具体数值如表3所示。
由表3可知,气电立焊、电渣焊及某些情况下的埋弧焊,其焊接热输入量远大50 kJ/cm,应严禁采用。
为使焊缝金属的性能达到母材的要求,特别是对于高性能钢,及常用钢材的D或E级更应严格控制焊接热输入量,否则会降低焊缝接头的韧性。
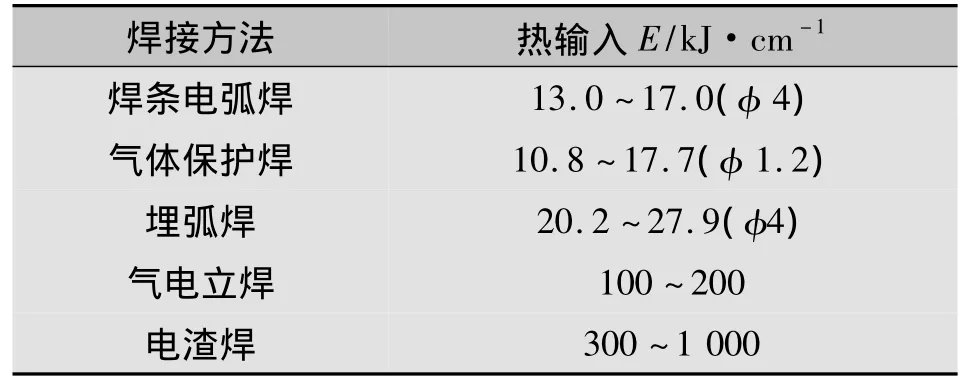
表3 各种焊接方法热输入
比较直观的控制焊接热输入量的方法是:控制单道焊缝的宽度。当采用焊条电弧焊时,其单道焊缝的宽度不应大于所用焊条直径的4倍;采用直径为1.2 mm的气保焊时,其单道焊缝的宽度应控制在20 mm以内;当采用埋弧焊时应严禁采用单熔池双丝焊,且尽量采用常用规范参数的下限值。
(2)焊接材料的选配原则。
对于高性能钢焊接材料的选择与一般结构钢并无本质性的区别主要以下原则为主:
a.等强匹配。焊接材料熔敷金属的强度、塑性、冲击韧性大于等于母材标准规定的最低值。焊接接头(焊缝及热影响区)各项性能全面达到母材标准规定的最低值。
b.兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。
c.满足冲击韧性要求。必须重点选择焊材的韧性使焊缝及热影响区韧性达到钢材的标准要求,控制焊接材料中碳、硫、磷、氮、氢、氧含量,选用优质碱性低氢焊材。
4 结论
对于高性能钢的焊接,应根据钢材本身的强化机理和供货状态,综合考虑其性能要求,合理选择焊接材料和试验方法对其焊接性做出评价,制订合理的焊接工艺,以指导实际施工。
