GMAW在焊接S890和S960级别超高强度钢的应用
2014-08-05滕振国王定贺
滕振国,王定贺
(奥钢联伯乐焊接(中国)有限公司,江苏 苏州 215126)
0 前言
在调质高屈服强度结构钢中,S890和S960级别超高强度钢在国内已经大量使用,主要用于重型起重设备、混凝土泵送车辆等工程机械的制造,另外在矿山机械中也有相同等级的管件使用在液压支架制造上。此类超高强度钢材长期以来一直依赖进口,近年来国内各大钢厂也开始推出对应等级钢板与国外钢厂展开竞争。
随着此类超高强度钢材的大量应用,对配套的焊接研究工作也逐步深入。对S890和S960级别超高强度钢的焊接,主要选择GMAW和SMAW两种焊接方法。GMAW方法具有优质、高效、熔敷率高、能根据实际需求灵活适用自动及手工两种方式的特点,且从抑制焊接裂纹方面考虑其具有相对较低的扩散氢含量,全世界工程机械企业基本都选择GMAW焊接方法。
S890和S960级别超高强度钢具有极高的强度和较高的碳当量,对焊接影响较大,这使得焊接工艺范围相对较窄且不易摸索。在研究钢板性能及选择配套焊丝后,通过计算和试验t8/5冷却时间,可确定出合适的GMAW焊接参数范围,以便参考使用。
1 S890和S960超高强度钢钢板的性能要求
目前S890和S960级别钢板主要是按照EN 10025-6标准中钢号S890Q/QL/QL1及S960Q/QL的定义[1],在GB/T 16270:2009标准《高强度结构用调质板》中也增加了与S890及S960级别对应的Q890及Q960级别,具体钢号为Q890C/D/E/F及Q960CC/D/E/F[2],且技术指标基本一致。
此类超高强度钢的主要技术特点对其后续焊接工作产生负面影响。
a.超高的抗拉强度和屈服强度。
S890级别的屈服强度一般要求在890 MPa以上,抗拉强度在940 MPa以上;S960级别的屈服强度一般要求在960 MPa以上,抗拉强度在980 MPa以上。在EN 10025-6和GB/T 16270标准中的要求基本一致,S890和S960级别钢板拉伸性能如表1所示。
为保证抗拉强度和屈服强度将导致焊缝极易出现裂纹并普遍具有明显的延迟性,这一点在EN 10025-6标准7.4.1条款中有明确的提示说明。

表1 S890和S960级别钢板的拉伸性能要求
b.碳当量计算。
为保证足够抗拉强度和屈服强度,必须具有相对较高的碳当量,这对可焊性影响较大。在EN 10025-6和GB/T 16270标准中,均对CEV有明确的控制要求且要求完全一致,具体要求指标如表2所示。
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
c.不同公司产品的合金体系差异。
在EN10025-6和GB/T 16270标准中规定的化学成分范围较大,甚至在EN10025-6标准中屈服强度标称范围相差在500 MPa的S460~S960级别钢板使用同一化学成分范围,如表3、表4所示。由于设备技术能力,国内外各钢厂在轧制过程和生产工艺中采用的技术不尽相同,因而导致国内外各钢厂的实际产品在合金体系上存在一定差异。

表2 S890和S960级别钢板的CEV指标要求

表3 EN 10025-6标准中S890和S960级别钢板的化学成分 %

表4 GB/T 16270标准中S890和S960级别钢板的化学成分 %
目前国内外各大钢厂针对合金中的化学成分均在不断优化研究,并采用特殊的轧制过程和生产工艺技术,以达到在保证力学性能的前提下尽可能地降低碳当量。以国外钢厂voestalpine Stahl GmbH的Alform®系列钢板为例,其现有技术水平下的碳当量与屈服强度的关系曲线如图1所示,可以看出实际CEV远远低于标准要求,并且CET的数据也列在其中。
2 填充用等强度匹配焊接材料的选择
在实际产品的接头焊接中,坡口形式主要为V型、Y型及T型角焊缝等。打底焊缝一般采用低强度级别焊接材料,当板厚小于10 mm时,也可直接采用等强度匹配焊接材料。填充焊缝时一般采用等强度匹配焊接材料。

图1 碳当量与屈服强度的关系曲线
对于匹配S890和S960级别超高强度钢的GMAW焊丝,在某些钢厂提供的文件和数据中一般推荐使用符合AWS A5.28标准中ER120S-X分类号的焊丝[4]。但在实际的应用中,由于AWS A5.28对抗拉强度和屈服强度的控制指标远远低于钢板的指标,建议使用EN ISO 16834-A标准中G89 XX分类号作为焊接材料的选择依据更为可靠[5],具体指标差异如表5所示。由表5可知,AWS A5.28中的分类号所代表的抗拉强度和屈服强度指标无法与钢板的指标相对应。但在AWS A5.28中ER120S-X已是最高的强度等级分类号,因此对应S890和S960级别钢板的GMAW焊丝在按AWS A5.28标准分类时只能采用ER 120S-X分类号。对抗拉强度和屈服强度建议以EN ISO 16834中G89 XX分类号的定义指标为依据进行考核。

表5 AWS A5.28 ER 120S-X和EN ISO 16834-A G89 XX的抗拉强度和屈服强度指标
以牌号T Union GM 120焊丝为例①焊接材料手册-苏州产品专册 :2014,奥钢联伯乐焊接(中国)有限公司.,分别符合AWS A5.28 ER 120S-G和EN ISO 16834-A G 89 6 M Mn4Ni2CrMo分类号,其化学成分和力学性能如表6、表7所示。

表6 牌号T Union GM 120焊丝化学成分 %

表7 牌号T Union GM 120焊丝力学性能
3 具体焊接工艺参数的制定
在目前国内外各研究机构和厂商的公开资料和文献中,S890和S960级别超高强度钢的焊接均特别强调t8/5(即800℃ ~500℃的焊接熔池冷却时间)的控制。影响t8/5冷却时间的主要因素为板厚、焊缝形式、焊接热输入及预热/层间温度,基本上通过对t8/5的控制,焊接过程中主要的参数均可得到明确的范围,因而t8/5冷却时间是此类超高强度钢焊接工艺制定的依据。
一般来说,t8/5冷却时间的延长通常会导致冲击性能减少和热影响区冲击过渡温度上升,强度也会降低,降低的程度取决于钢材种类及其化学成分。具体趋势曲线如图2所示,由图2可知t8/5冷却时间的上限值。
t8/5冷却时间对硬度有较大影响,这在一定程度上间接反映强度的变化,一般来说随着t8/5冷却时间的延长,焊缝和热影响区的硬度和强度会随之降低。如图3所示,对比当t8/5冷却时间分别为5.8 s和16.0 s时的硬度曲线,明显可以看出t8/5冷却时间延长,硬度值减小,热影响区是焊接接头的薄弱点。

图2 焊接条件对热影响区冲击韧性产生的影响

图3 t8/5冷却时间对焊缝和热影响区硬度曲线的影响[7]
不同的板厚、预热温度和热输入对t8/5冷却时间会产生影响,t8/5冷却时间随着预热温度和热输入的升高而增加,随着板厚降低而减少,如图4所示。
在 EN 1011-2 Annex D.6 中[7],按二维热流和三维热流进行区分并分别给出了模拟计算公式。模拟计算可套用EN 1011-2 Annex D中公式D.1、D.2、D.3 和 D.4。
当使用热流是三维的,适用公式D.1

对于非合金钢和低合金钢,公式D.1应修正为公式D.2

当热流是二维的,适用公式D.3


图4 不同预热温度和热输入对t8/5冷却时间的影响
对于非合金钢和低合金钢,公式D.3应修正为公式D.4
公式中的因子定义及其导出公式可参见EN 1011-2 Annex D及EN 1011-1,其中二维热流适用于相对薄的钢板,板厚对t8/5冷却时间起决定性作用;三维热流适用于相对厚的钢板,板厚不影响冷却时间。由于生产技术水平限制,S890和S960级别超高强度钢板的厚度基本都在12 mm以下,最大厚度不超过30 mm,因此主要选用二维热流作为计算因子。
但上述计算公式仍存在一定的误差范围,计算值并不能完全符合t8/5冷却时间实际值。国外的一些厂商已经建立数据库或焊接系统来辅助钢材研发工作或对客户后续焊接使用提供技术服务。并通过t8/5冷却时间实际值对模拟计算的数据库和焊接系统进行修正,t8/5冷却时间实际值可根据EN 1011-2 Annex D.8使用热电偶伸入焊接熔池进行测量。通过Alform welding system数据库,在不同参数和热输入量下,在一定坡口型式下,使用特定钢板和焊材得到不同的t8/5冷却时间。以Alform 960 X-treme牌号钢板(S960级别钢板)为例,采用8 mm板厚、V型坡口、同等匹配强度焊丝进行焊接,在不同实际t8/5冷却时间下,得到不同的实际拉伸试验结果,如图5所示。

图5 不同t8/5冷却时间对拉伸试验结果的影响
通过测定不同实际t8/5冷却时间,并进行力学性能试验,可得到满足性能要求时所需t8/5冷却时间范围,例如图6中根据强度和冲击的数据分布确定出对应t8/5冷却时间范围,当然这个范围只能是针对在某一焊接坡口型式、某一厚度的特定牌号钢板配合特定焊接材料进行使用。再通过数据库得到t8/5冷却时间范围所对应的参数范围。一般来说,S890和S960级别超高强钢的t8/5冷却时间上限值为12 s,但当某些特定厂商的钢板配合与之配套开发的焊丝进行焊接时,可将t8/5冷却时间范围扩大至不超过20 s,增加了可适用焊接参数范围。
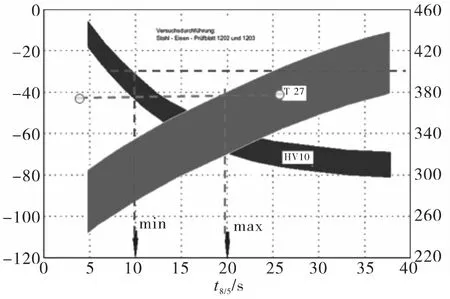
图6 t8/5冷却时间范围与力学性能的关系
通过对t8/5冷却时间范围的确定,进而转换成对应的焊接参数,可确定出推荐的工艺参数范围,如表8所示。

表8 推荐工艺参数范围
4 焊接接头的试验
依照表8中的参数范围,使用φ1.2 mm的T Union GM 120焊丝匹配Alform 960 X-treme钢板,分别在8 mm(见表9)和12 mm(见表10)板厚下进行等多种参数情况的几组焊接接头试验,验证表8
参数能否满足焊接接头力学性能要求,尤其需着重 考核在高热输入量情况下的力学性能。

表9 焊接接头的力学性能试验(板厚8 mm,V型坡口)

表10 焊接接头的力学性能(板厚:12 mm;V型坡口)
试验结果表明,按照表8中焊接参数范围进行焊接,焊接接头的主要技术指标符合EN10025-6和GB/T 16270中S890和S960等级钢板的技术要求。
5 结论
分析S890和S960级别超高强钢材料性能,选择出合适的等强度匹配GMAW焊丝,通过计算和试验得到适用的t8/5冷却时间并据此推导出推荐焊接参数范围,最终以焊接接头试验来验证焊接参数范围。经焊接接头试验验证,该焊接参数范围可适用于S890和S960级别超高强钢材料的焊接。
目前在全世界范围内,普遍使用GMAW方法对S890和S960级别超高强钢进行焊接,应用较为成熟。国内工程机械行业也一直使用GMAW焊接方法焊接此类超高强钢材料,并且近年来国内主要工程机械企业出现使用自动化焊接的趋势,已经开始大量使用机器人焊接来提高生产效率和工件装配精度。
[1]EN 10025-6:2009,Technical delivery conditions for flat products made of high yield strength structural steels in the quenched and tempered condition[S].
[2]GB/T 16270:2009,高强度结构用调质钢板[S].
[3]Datasheet of Alform ® X-treme ,2013[S].
[4]AWS A5.28/A5.28M:2005,specification for low-alloy steel electrodes and rods for gas shielded arc welding[S].
[5]EN ISO 16834:2007,Welding consumables-Wire electrodes,wires,rods and deposits for gas-shielded arc welding of high strength steels-Classification[S].
[6]Alform welding system-database,copyright by voestalpine Stahl GmbH ,and voestalpine Böhler welding group[S].
[7]EN 1011:2011,Welding —Recommendations for welding of metallic materials[S].
