分离技术在D90脱盐乳清液工业化生产中的集成应用
2014-07-13张金东井雪莲张丽萍
张金东,井雪莲,张丽萍
(1.黑龙江八一农垦大学,黑龙江 大庆163319;2.黑龙江省飞鹤乳业有限公司,黑龙江 齐齐哈尔 161800)
0 引 言
乳清是干酪生产的液态副产品,占生产加工乳体积的80%~90%,主要成分是乳清蛋白和乳糖。D90脱盐乳清粉是将新鲜乳清经物理分离技术脱盐、低温浓缩和喷雾干燥制成的灰份质量分数低于1.2%的乳清粉[1]。将脱盐乳清粉加入婴幼儿配方奶粉中可减轻婴幼儿肾脏负担,使奶粉更接近母乳水平。目前全球乳清粉产量为400万t。其中有100万t是不符合婴儿配方奶粉使用标准的,主要用作饲料等产品,大大降低了其经济价值;还有50万t是干酪素副产品,由于其乳清蛋白不稳定、乳糖变异等原因也是我们不能使用的。
目前国内配方奶粉的生产,尤其是婴幼儿配方奶粉生产中使用的脱盐乳清粉受原料、工艺、设备、技术等因素影响,国内行业无法生产,全部依赖进口,原料价格及生产成本较高[2]。此项目的实施将实现我国脱盐乳清工业化生产,用于本企业供应同行业生产使用,打破国际的技术壁垒,填补国内生产空白。
1 材料与设备
1.1 原料与试剂
甜乳清粉、氢氧化钠(分析纯)、盐酸(分析纯)、离子填充树脂IEX1.1、IEX1.2(意大利、日本)、纯水。
1.2 仪器与设备
阴阳离子交换柱,纳滤系统,电渗析膜堆,盐水罐,极水罐,PPH阀门和管路,PVC阀门和管路,326L缓存罐,软水罐,纯水罐。
2 实验方法
2.1 生产工艺流程
甜乳清粉→化粉→第一次离子交换→纳滤脱盐浓缩→电渗析→第二次离子交换→调节pH→冷藏
2.2 离子去除效率测定
样品的脱盐率以处理前后电导率的变化为评价指标,其公式为:
脱盐率=处理后电导率/处理前电导率×100%
2.3 单因素实验
2.3.1 离子交换进料浓度脱盐效率的影响
按照2.1工艺流程进行试验生产,在确定进料温度温度为12℃,纳滤脱盐过程中的压力2.5 MPa,电渗析温度为35℃的条件下,分别设定起始底物质量分数(即进料质量分数)为10%,15%,20%,25%,30%进行实验并计算脱盐效率。
2.3.2 离子交换进料温度对脱盐效率的影响
按照2.1工艺流程进行实验生产,在确定进料质量分数为15%,纳滤脱盐过程中的压力2.5 MPa,电渗析温度为35 ℃的条件下, 分别设定进料温度为5,10,15,20,25 ℃进行实验并计算脱盐效率。
2.3.3 纳滤压力对脱盐效率的影响
按照2.1工艺流程进行试验生产,在确定进料温度为12℃,进料质量分数为15%,电渗析温度为35℃的条件下,分别设定纳滤过程中的压力为1.5,2.0,2.5,3.0,3.5 MPa进行实验并计算脱盐效率。
2.3.4 电渗析温度对脱盐效率的影响
按照2.1工艺流程进行试验生产,在确定进料温度为12℃、进料质量分数15%、纳滤脱盐过程中的压力2.5 MPa的条件下。分别设定电渗析电流为10,20,30,40,50℃进行实验并计算脱盐效率。
2.4 响应面设计
通过单因素试验初步选出最优的中心点,采用四因素五水平二次回归正交旋转组合响应面试验设计优化乳清脱盐工艺,考察进料浓度、进料温度、纳滤压力、电渗析浓度四个因素对感官品质和得率的影响,从而寻求最佳的工艺参数。试验因素及水平设计如表1所示。联网孔收缩,也会影响离子进入孔网[4]。在流速一定时,溶液浓度越高,溶质的流失量越大。综合图分析可得在添加量为15%时,其脱盐效率达到最大。

图1 进料质量分数对脱盐效率的影响
3.1.2 进料温度对脱盐效率的影响
图2为进料温度对脱盐效率的影响。由图2可以看出,发酵时间从5℃到12℃之间,脱盐效率明显增大,但是在12℃之后到25℃之间,脱盐效率有所降低,但变化不明显。这是因为温度越高,离子的热运动越剧烈,导致单位时间碰撞次数增加,可加快反应速度[5]。但温度过高,离子的吸附强度会降低,甚至还会影响树脂的稳定性,于经济上不利。综合图分析可得,在12℃时效率是最高的。

表1 乳清脱盐试验设计的因素和水平编码制
2.5 数据分析
所有实验平行重复3次,取其平均值,采用Design Expert 8.0软件对脱盐效率进行数据分析。
3 结果与分析
3.1 单因素试验结果
3.1.1 进料质量分数脱盐效率的影响
图1为进料质量分数对脱盐效率的影响。由图1可以看出,当进料质量分数从10%逐步增加至15%时,脱盐率呈现增加趋势;但随质量分数的逐渐增加,超过15%时,脱盐率逐渐降低。这是因为树脂中可交换的离子与溶液中同性离子既有可能进行交换,也有可能相互排斥,液相离子浓度高,与树脂接触机会多,较易进入树脂孔网内;液相浓度低,树脂交换容量大时,则相反。但液相离子浓度过高时会引起树脂表面及内部交
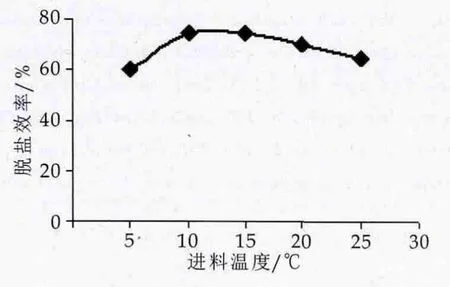
图2 进料温度对脱盐效率的影响
3.1.3 纳滤压力对脱盐效率的影响
图3为纳滤压力对脱盐效率的影响。由图3可以看出,纳滤压力在1.5~2.5 MPa之间,脱盐效率增加幅度较大,但是在2.5~3.5 MPa之间,脱盐效率不在增加。这是因为当操作压力比较低时,克服不了水本身的渗透压,因此,纳滤膜通量效率较低,一旦克服了渗透压,膜通量会随着进水压力的变大而迅速提高,当进水压力过大时,水流对纳滤膜的压密作用越大,纳滤膜浓水侧的浓差极化现象越明显,使水的透过系数减小,最终导致纳滤通量增大趋势变缓[6-9]。另外,随着进水压力的提高,高压泵的能耗也会相应增大。 因此从纳滤膜通量的增长曲线以及节能方面考虑,纳滤膜的工作压力控制在2.5 MPa左右比较合适。
3.1.4 电渗析温度对脱盐效率的影响
图4为电渗析温度对脱盐率的影响。由图4可以看出,电渗析温度在10~35℃之间,脱盐效率随温度的增加而较大,但是在35~50℃之间,脱盐效率有所下降,对于温度的影响,随着温度的升高,单程脱除率会先增加再降低.这是由于当温度升高时,溶液中离子的水合作用减弱,离子的迁移阻力减小,离子的热运动加剧,扩散速度加快,离子的浓度增大,同时膜的溶胀度变大,膜电阻减小等原因造成的[10]。同时温度升高,料液的黏度会降低,会减小吸附膜的趋势,在一定程度上减小膜污染[11]。但温度太高会破环膜的稳定性,导致分离性能下降。综合图分析可得,电渗析温度为35℃时脱盐率最大。
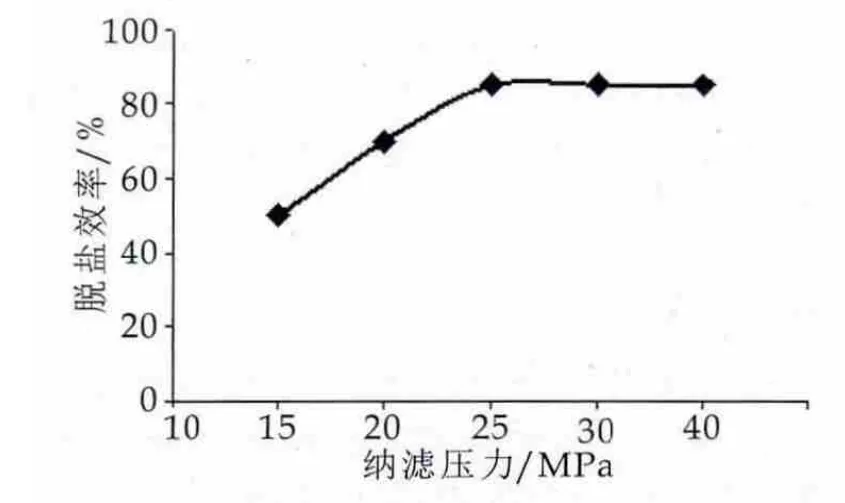
图3 纳滤压力对脱盐效率的影响

表2 响应面实验设计及结果
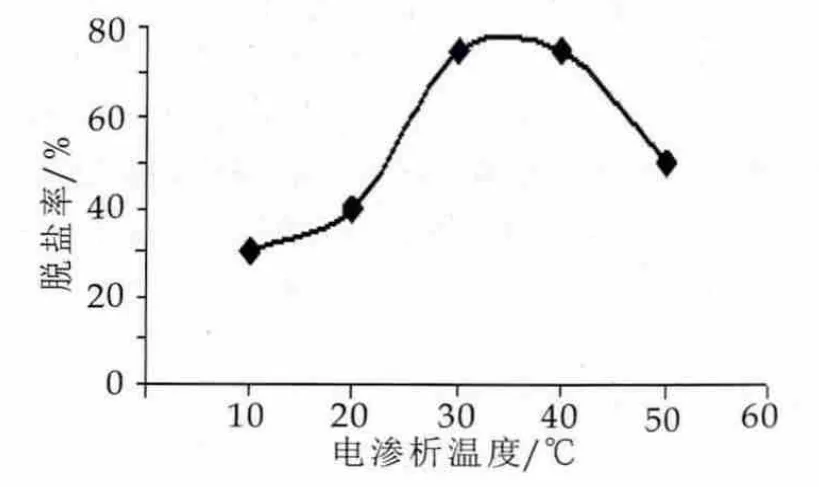
图4 电渗析温度对脱盐率的影响
3.2 实验模型的建立与分析
采用四因素五水平二次回归正交旋转组合的响应曲面,分析进料质量分数(X1)、进料温度(X2)、纳滤压力(X3)以及电渗析温度(X4)对D90乳清液产业生产线脱盐率(Y)的影响如表2所示。
3.3 对脱盐率进行多元回归分析
利用Design Expert 8.0软件对脱盐率进行多元回归分析。通过软件模拟,得到进料质量分数、进料温度、纳滤压力以及电渗析温度对脱盐率(Y)的二次多项回归模型方程,即

其中,模型的决定系数R2=0.9688,模型的校正决定系数Radj2=0.9479,说明模型能解释94.79%响应值的变化,与实际试验拟合良好,实验误差小,证明应用四元二次回归通用旋转组合实验优化进料质量分数、进料温度、纳滤压力、电渗析温度对产品脱盐率的影响是可行的[3]。
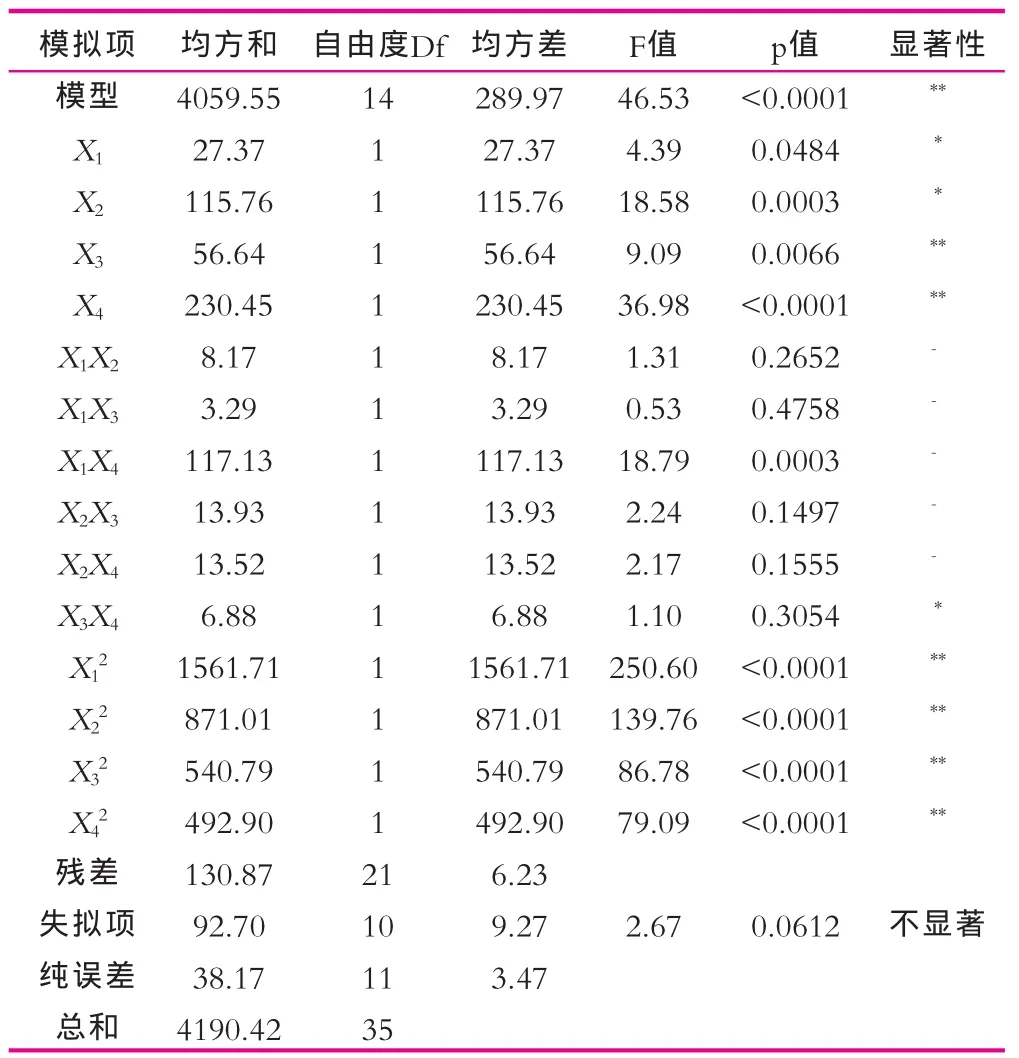
表3 回归模型各因素方差分析
对该模型进行方差分析,结果分析如表3所示。
表3说明方程的显著性分析得F1=46.53,相应的概率值P﹤0.0001,由方程的显著性检验可知,该方程的模型达到极显著;从此方差分析表可以得出因素的所有一次项、二次项、交互项(X1,X4)对实验结果是显著的。失拟性检验分析得F2=2.67,相应的P值等于0.0612,大于0.05。失拟项分析表明,该回归方程无失拟因素存在,回归模型与实测值能较好的拟合。
3.4 感官评分响应面分析
为了观察某两个因素同时脱盐率的影响,还可以进行降维分析。图5为通过多元回归方程所做的等高线图及其响应曲面图,所拟合的等高线图及其响应曲面图能比较直观的反应各因素和各因素间的交互作用。等高线图直观地反映出各因素交互作用对响应值的影响。

图5 Y=f(X2,X4)的响应面图等高线图及其响应曲面
由图5可以看出,响应曲面图开口向下、凸面,可以看出响应值的大小会随着自变量的大小而改变,而且增减幅度也不一样。随着各个自变量的增大,响应值逐渐增大;但当响应值增大到某极值后,随着自变量的增大,响应值有减小的趋势;另外,由图可知该模型在试验范围内存在稳定点,且稳定点是最大值。
3.5 响应面优化结果与验证
综合处理结果,得出最大脱盐率如表4所示。
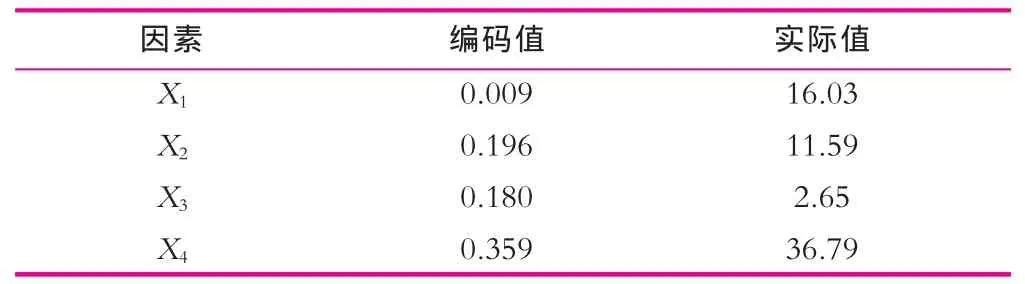
表4 D90脱盐乳清工艺优化值及最优条件下最大的脱盐率
为检验结果的可靠性,采用响应面优化的最佳条件进行3次验证实验,实验得出的平均脱盐率为91.58%,与预测值相近,其最大相对误差约为2%,故该模型合理,实验优化结果可行。
4 结 论
本研究采用响应面法研究了进料质量分数、进料温度、纳滤压力、电渗析温度D90乳清液生产线脱盐效率的影响,得到相应的脱盐乳清液产业化生产的最佳工艺条件:进料浓度16.03%,进料温度11.59℃,纳滤压力2.65 MPa,电渗析温度36.79℃。此时所制得的乳清液脱盐效率达到92.53%,且生产工艺成熟、产品质量稳定,能够满足大批量的生产,实现产品工业化、产业化。
[1]张建华.干酪乳清脱盐技术研究[D].中国农业科学院,2012.
[2]赵娟娟,徐丽,生庆海.脱盐乳清粉及脱脂乳粉理化指标的跟踪检测[J].中国乳品工业,2009,01:33-35+49.
[3]张建强,祖庆勇,刘妍研,等.膜技术在D70脱盐乳清粉生产工艺中的应用研究[J].乳业科学与技术,2011,04:163-166.
[4]应如冰,张玉洁,吕为群,等.乳清粉离子交换脱盐工艺的研究[J].中国乳品工业,1994(3):100-112.
[5]张玉洁,田间.乳清含盐量与电导关系曲线 [J].中国乳品工业,1995(6):283-285.
[6]彭辉.操作因素对纳滤膜分离性能的影响[D].四川大学,2005.
[7]杨晓帆.纳滤膜用于脱盐的实验研究[D].天津大学,2008.
[8]宋齐,潘凯,曹兵.纳滤膜在乳清脱盐中的应用研究[J].膜科学与技术,2011(2):100-103.
[9]ANDRÁS ROMÁN,JIANMING WANG,JÓZSEF CSANÁDI,et al.Partial demineralization and concentration of acid whey by nanofiltration combined with diafiltration [J].Original Research Article Desalination,2009,241(1–3): 288-295.
[10]KAI PAN,QI SONG,LEI WANG,et al.A study of demineralization of whey by nanofiltration membrane[J].Original Research ArticleDesalination,Volume 267,Issues 2–3,15 February 2011,Pages 217-221.
[11]F LIN TENG SHEE,P ANGERS,L BAZINET.Relationship between electrical conductivity and demineralization rate during electroacidification of cheddar cheese whey Original Research Article[J].Journal of Membrane Science,2005,262(1–2):100-106.