管端缩口及去应力退火工艺研究
2014-05-16骆敬辉宋佳芮侯振宇
骆敬辉,宋佳芮,侯振宇
(1.天津钢管集团股份有限公司技术中心,天津 300301;2.蓝光奥的斯电梯曳引机(天津)有限公司,天津 300457)
管端缩口及去应力退火工艺研究
骆敬辉1,宋佳芮2,侯振宇1
(1.天津钢管集团股份有限公司技术中心,天津 300301;2.蓝光奥的斯电梯曳引机(天津)有限公司,天津 300457)
通过对管体进行整体缩径的方式摸索不同规格的管端缩口工艺,得出了缩径前后的物理参数变化,为了消除残余应力,以试验的方式研究了去应力退火的工艺。
缩口;残余应力;去应力退火
1 引言
在石油管行业中,特殊扣接头的设计大都采用螺纹+密封的结构形式,螺纹结构用来承受轴向载荷,密封结构用来承受内外压力载荷,接头的密封面通常设计在管端,在螺纹对顶之后,增加扭矩对提高密封性能有一定作用,然而,过高的扭矩容易使台肩屈服。首先,由于加工密封面的需要,使钢管端部的密封面部分壁厚大大减小,其次,为了保证钢管内径与接箍的齐平,往往又需要进行管端内倒角加工,这样有限的台肩厚度大大减小,对密封性能及抗压缩性能极为不利。因此为了提高特殊扣的密封能力兼顾抗过扭能力,在薄壁钢管的加工工艺上,在加工前通常采用管端缩口(收口)形式,缩口加工是特殊扣接头加工前的常见工艺。
2 缩口的实现
2.1 缩口工艺的实质
管端缩口是一种无切屑的冷挤压工艺,它是根据金属塑性成形原理,将冷态的钢管管端装在收口模具型腔内,在强大的压力和一定的速度作用下,迫使钢管在模具型腔中顺势屈服变形,从而获得所要求的尺寸和形状。
管端缩口是靠缩口模具来控制管体金属流动的,根据设计图纸尺寸和形状的要求,靠金属体积的转移来实现管端成型。如图1所示,将管端插入有锥度的型腔内,在轴向压力下,管体按照型腔的尺寸控制滑动发生缩口变形。

图1 缩口示意图
2.2 缩口工艺的实现过程
钢管缩口变形时,管体处于压应力状态,见图2,在与模具的接触位置,管体内部产生剪切应力,操作中,应使这种变形缓慢而有限,防止管端和模具损坏。缩口前,管端外缘应加工倒角(1~2 mm)×45°,以避免端面棱角划伤模具,为保证金属流动流畅,模具与管体均应涂抹混合石墨的润滑油。缩口属于塑性变形,当外部挤压力去除后其弹性变形量将恢复,即“弹复”,试验表明恢复量在0.3%~0.7%。管体压入量应提前计算,以某特殊扣的密封面长度为例,在压入过程中应分段多次缩口。通过试验与近似计算得到表1。

表1 几种常见规格的钢管管端压入模具量
以常见的ø88.9 mm×6.45 mm钢管为例(K为模具锥度):

在管端缩口过程中,管端在型腔模具的空间的限制下受到轴向压力的作用,管端径向变形,产生缩口现象。

图2 管端压入模具图
评价缩口的两个指标[1]:
式中:D1为钢管缩径前的平均外径;D2为钢管缩径后的平均外径。
对一段管体进行整体缩径后,其壁厚增加,长度增加。以ø88.9 mm×6.45 mm P110钢管为例,选取缩径模具内径86.20mm,按照图3预先进行测量位置标记,整体缩径后,测量如下尺寸见表2、表3。

图3 取样标记示意图

表2 缩径前后长度变化
根据生产实践得知,不同钢种与缩径之间的基本关系见表4,值得注意的是,对于大壁厚的钢管,必须进行多次缩口处理[2],防止管端开裂现象发生,管端缩口属于冷加工,在加工中会产生大量的热能。
3 管端缩口的后续问题
为了研究管端缩口区域的性能变化情况,考虑到缩口区域较小,无法直接加工试样(材力性能),现取300mm钢管为样品,按照图1的处理方式,对样品进行整体缩径处理,模具尺寸按照缩口的目标值进行设计。

表3 缩径前后的壁厚变化 /mm

表4 不同钢种与缩径之间的基本关系
3.1 喇叭口现象
对钢管进行整体缩径后,冷加工的处理方式在管体内部(纵向与环向)会形成残余应力,当钢管被挤压出模具型腔,环向约束消失,管端的内应力径向释放,加之收到表面滑移阻力的影响,静态下表现为管端出现喇叭口状的弹性恢复,见图4圆圈内部分。
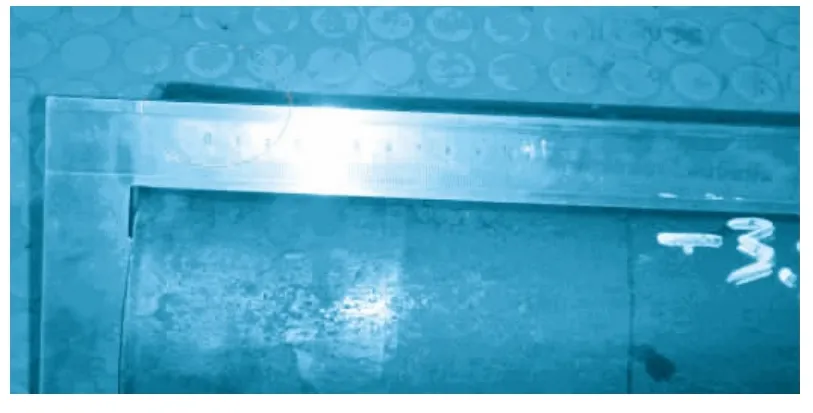
图4 缩径后管端出现喇叭口现象
3.2 翘曲现象
缩径后的管体在纵切取拉伸试样后会出现两端翘曲现象,如图5所示。因为随着管体的切开,基体内大量残余应力会自由释放,将性能取样变形为翘曲状态。

图5 缩径后取样发生的翘曲现象
3.3 位错密度的变化
冷加工时,缩口模具强制作用剪切力在滑移面上移动产生位错,它的运动在宏观上表现为塑性变形,这是金属表现塑性的原因。试样经过冷加工后,晶格组织上产生了大量的位错,但是随着位错的不断增加,有一部分位错会离开滑移面形成固定位错,这些固定位错就像是定在某些区域的钉子一样,它对其余位错的运动会起到阻碍作用,这时,金属的塑性特征得到减小,也就是说缩径冷加工的材料强度会增加。
以ø88.9 mm×6.45 mm P110钢管为例,通过试验测定的位错密度变化见表5。

表5 处理工艺对位错密度的影响
经过退火后,位错密度有所下降,甚至低于冷加工之前,随着退火时间的增加,位错密度逐渐趋于稳定,但始终存在,即使单纯的退火,对降低位错也是有一定帮助的。
3.4 残余应力的变化
对缩径后的管段进行开缝法的残余应力测量:

式中:Df为开缝后的外径平均值{=(Df+Df+Df)/3},mm;D0为开缝前的外径平均值{=(D01+D02+D03)/3},mm;υ为泊松系数0.30;E为弹性模量,MPa,取E=20.6×104Mpa;t为平均壁厚。
利用开缝法残余应力的计算公式,以ø88.9 mm×6.45 mm P110钢管为例,计算得到缩径前后的内部残余应力,见表6。
管端缩口属于冷加工范畴,冷加工过程存在加工硬化现象。随着金属材料变形量的增加,材料的强度和硬度增加,塑形下降,其对管端的性能有一定的影响。
外力对材料的做功约有90%转变成热能散失,但是约有10%左右以残余应力形式的弹性能留在塑形变形的材料当中,使材料的内能增加,宏观表现就是增加了残余应力,残余应力是指平衡于金属内部的应力,当外力去除后而仍然保留下了的内应力,它是由于金属的内部变形不均匀而引起的,绝大部分的内应力存在于晶格畸变中,翘曲与喇叭口现象都是由于过大的残余应力造成的,残余应力的存在会降低材料的抗腐蚀性能,即应力腐蚀[3]。

表6 缩径前后的残余应力变化
对于管端而言,随着螺纹的加工,端面壁厚变薄,加速了残余应力的释放,有可能造成加工参数的不稳定,影响加工精度,甚至出现开裂。
4 去应力退火工艺
去应力退火是将工件加热到Ac1以下的适当温度(根据钢种确定),保温一定时间后缓慢冷却的工艺方法。去应力退火是一种无相变的退火,其目的是为了去除由于机械加工、变形加工等后等产生的残余应力。
4.1 去应力退火工艺曲线(见图6)

图6 去应力退火工艺曲线
去应力退火的温度范围一般为500~650℃,一般应比最后一次回火温度低40~60℃,以免降低硬度及力学性能[3]。
4.2 试验研究
试验程序及取样,见图7。
本试验取3个规格钢管,分别按照下列试验程序进行:
(1)取样总长约1 200mm,纵向4象限标记,做定位标记测量外径与壁厚(每圈8个点)。
(2)分为 3段(每段400mm),一段为原始,另一段为缩径样,另一段为缩径后+退火样。
(3)测量缩径后的外径壁厚,测量缩径后退火后的外径壁厚。
(4)原始段测量残余应力,取拉伸试样。
(5)缩径段测量残余应力,取拉伸试样。
(6)缩径再退火后测量残余应力,取拉伸试样。
(7)整理数据。按照如上所述试验程序完成后,得到的数据见表7。
可见,去应力退火对消除残余应力,恢复材料的机械性能十分有必要。对同一钢管的去应力退火,其实是加热温度、保温时间、及冷却速度三者共同作用的结果[4]。针对热处理对象的规格、大小及钢种制定合适的退火工艺需要进行大量的小样热处理科学试验[3]。
5 结论
在特殊扣螺纹加工中,为了保证扭矩台肩部位的加工完整性,进而提高密封及抗过扭能力,管端收口是一种有效的预处理方法,但是,由以上的试验可知,收口这种冷加工方式增大了管端的内应力,产生了不利的影响,通过大量的试验数据,发现消除残余应力变得十分有必要,进行去应力退火处理是消除残余应力的常见工艺,在试验中摸索合适的退火工艺是对生产具有一定的指导意义。

图7 去应力退火取样标记图

表7 几种管体材料的去应力退火结果
[1] 俞汉清.金属塑性成型原理[M].北京:机械工业出版社,2007.
[2] 张水忠.挤压工艺及模具设计[M].北京:化学工业出版社,2009.
[3] 王荣声.工程材料及机械制造基础[M].北京:机械工业出版社,1997.
[4] 张艾丽.刘志斌.关伟宏.焊接件去应力退火工艺参数试验[J].汽轮机技术,2000,42(4):41-43.
Study on Pipe End Necking Down and Stress Relief Annealing Process
LUO Jing-hui1,SONG Jia-rui2and HOU Zhen-yu1
(1.Technology Center of Tianjin Pipe[Group]Corporation,Tianjin 300301,China;2.BlueLight Otis Elevator Traction Machine[Tianjin]Company Limited,Tianjin 300457,China)
Pipe end necking down processes for pipes with different sizes were explored by way of entire pipe diameter necking down to obtain physical parameter variation before and after diameter necking down.In order to eliminate residual stress,stress relief annealing process was studied by way of experiment.
necking down;residual stress;stress relief annealing
10.3969/j.issn.1006-110X.2014.02.005
2013-09-1 5
2013-10-1 2
骆敬辉(197 6—),男,硕士,工程师,主要从事石油管性能评价试验工作。