红薯茎叶保健醋饮料的研究与开发
2014-04-24徐君飞张居作莫亦佳
徐君飞,张居作,莫亦佳
(1.民族药用植物资源研究与利用湖南省重点实验室,怀化学院生命科学系,湖南 怀化 418008;2.湖南农业大学动物医学院,湖南 长沙 410128;3.华南农业大学 生命科学学院广东 广州 510642)
醋是烹饪中常用的一种液体酸味调味料,具有开胃健脾、醒酒暖血、消除疲劳、美容养颜等作用[1-2]。中国醋历经三千年的发展,从传统酿造的调味品演变成现在流行的保健醋,这既是醋产业科技进步的表现,也是中国的醋产业今后的发展热点和趋势[3-4]。
红薯是我国四大主要粮食作物之一,长期以来,人们食用的只是红薯的块根,茎叶多数被抛弃掉。研究发现,与常见蔬菜比较,红薯茎叶的蛋白质、脂肪、碳水化合物、钙、磷、铁、维生素等营养成分含量均较高[5],具有提高免疫力、降糖、预防便秘等保健功能,美国将其列为“航天食品”,日本和台湾尊为“长寿食品”,香港人称为“蔬菜皇后”[6]。湖南省红薯茎叶资源丰富,但利用率较低,造成极大浪费,本试验以红薯茎叶为原料,通过液化、糖化、发酵生产出具有保健功能的红薯茎叶醋饮料,将为红薯茎叶的深加工和综合利用提供参考,为增加保健醋饮料的品种和健康饮食等方面发挥积极作用。
1 材料与方法
1.1 材料与试剂
红薯茎叶:自种;α-淀粉酶(50U/mg):杭州大阳化工有限公司;米曲霉(Aspergillus oryzae)、黑曲霉(Aspergillus niger)、巴氏醋杆菌(Acetobacter pasteurianus)、酿酒酵母(Saccharomyces cerevisiae):中国典型培养物保藏中心。
1.2 仪器与设备
FW100高速万能粉碎机:天津市泰斯特仪器有限公司;HH-S培养箱:江苏金坛市金城国胜实验仪器厂;FA124电子分析天平:上海舜宇恒平有限公司;DZKW-4电子恒温水浴锅:北京中兴伟业仪器有限公司;YXQ-LS-SII立式压力蒸汽灭菌锅、BSC-1300IIB2超净工作台:上海博讯实业有限公司医疗设备厂;QHZ-DA恒温振荡培养箱:江苏省太仓市华美生化仪器厂制造;S-802-S pH计:安徽赛科环保科技有限公司。
1.3 实验方法
1.3.1 红薯茎叶保健醋饮料的工艺流程
红薯茎叶、小麦粉→调浆→液化→糖化→酒精发酵→醋酸发酵→陈酿→过滤澄清→检验→灭菌→成品
1.3.2 红薯茎叶粉的制备
取新鲜红薯茎叶,晾干或烘干,用高速万能粉碎机粉碎,过100目筛,得红薯茎叶粉。
1.3.3 菌种制备
酵母菌活化、醋酸菌活化分别参照文献[7-8]进行。
1.3.4 液化最佳工艺条件的确定
(1)调浆加水量对液化的影响
将红薯茎叶粉和小麦粉以1∶4混合,往其中分别加入3、4、5倍质量的水,并按18U/g浆料中加入α-淀粉酶,调浆,60℃液化至碘液反应不变蓝,升温至95℃,使α-淀粉酶失活,测定液化后浆液的体积和糖度。
(2)α-淀粉酶添加量对液化的影响
小麦粉/红薯茎叶粉以1∶4混合,往其中分别加入4倍质量的水,再分别按每g浆料中加入12U、18U、24U α-淀粉酶,调浆,60℃液化至碘液反应不变蓝,升温至95℃,使α-淀粉酶失活,冷却至常温,测定液化后浆液的体积和糖度。
1.3.5 糖化最佳工艺条件的确定
按10%的比例在液化浆料中接种糖化菌(黑曲霉/米曲霉分别按25∶0、20∶5、15∶10比例混合),在温度30℃,转速180r/min条件下培养3d,测定糖化后浆液糖度。
1.3.6 分析检测
糖度采用手持糖度计进行测定、酒精度采用酒精计进行测定、还原糖含量采用3,5-二硝基水杨酸法进行测定、总酸采用直接滴定法进行测定、可溶性固形物含量采用密度瓶法进行测定。
1.3.7 酒精发酵最佳工艺条件的确定
在单因素试验基础上,为了获得酒精发酵最佳工艺条件,调整糖度到12%,采用L9(34)正交试验优化酵母菌发酵最适pH值、接种量、发酵时间、小麦/红薯茎叶粉等因素,以酒精度为试验考察指标,确定酒精发酵最佳工艺参数,参照文献[9-10],正交试验因素水平见表1。

表1 酒精发酵工艺条件优化L9(34)正交试验因素与水平Table 1 Factors and levels of orthogonal experiments for technology optimization of alcoholic fermentation
1.3.8 醋酸发酵最佳工艺条件的确定
在单因素试验基础上,为了获得醋酸发酵最佳工艺条件,采用L9(34)正交试验优化醋酸发酵的接种量、转速、培养温度和酒精度等因素,以发酵液总酸含量为考察指标,参照文献[11-12],正交试验因素与水平见表2。
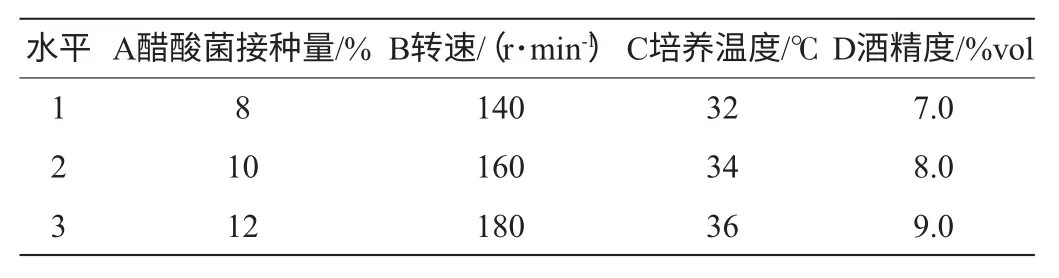
表2 醋酸发酵工艺条件优化L9(34)正交试验因素与水平Table 2 Factors and levels of orthogonal experiments for technology optimization of acetic acid fermentation
1.3.9 后处理
将上述醋液密封,置于10℃以下陈酿3个月,过滤,加热至80℃杀菌10min,冷却,即得成品。
2 结果与分析
2.1 液化条件对醋饮料品质的影响
2.1.1 调浆加水量对液化的影响
将红薯茎叶粉和小麦粉以1∶4混合,往其中分别加入3、4、5倍质量的水,并按18U/g浆料中加入α-淀粉酶,调浆,自然pH,60℃液化至碘液反应不变蓝,升温至95℃,使α-淀粉酶失活,测定液化后浆液的体积和糖度,原则上要求液化液的糖度越高越好。调浆加水量与液化液中总糖含量的关系如表3所示。

表3 调浆加水量与液化液中总糖含量的关系Table 3 Relationship between liquid water addition and total sugar in liquefied liquid
由表3可知,加水量为3倍、4倍物料质量时,浆液的糖含量较为接近,相差甚微,但加水量为3倍物料质量时,浆液量很少,影响后续实验,综合考虑,选择加水量为4倍物料质量进行后续实验。
2.1.2 α-淀粉酶添加量对液化的影响
液化时加酶量与碘反应结束时间以及总糖含量的关系如表4所示。
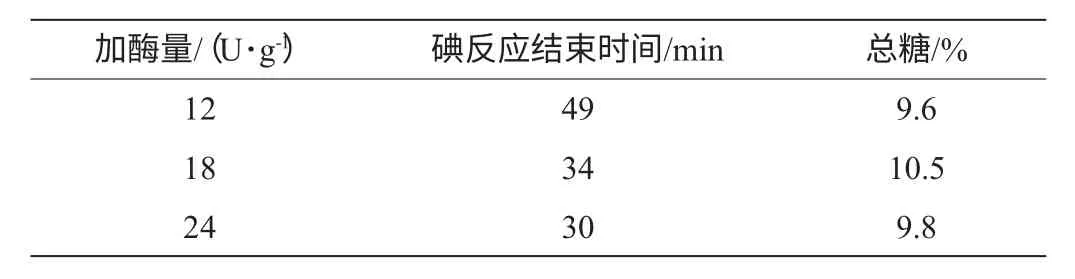
表4 液化时加酶量的确定Table 4 Determination of enzyme amount addition for liquidation
由表4可以看出,添加24U/g的α-淀粉酶进行液化所需时间最短,但添加18U/g的α-淀粉酶进行液化后的浆液中总糖含量最高。因液化时间的长短比总糖含量对液化液品质的影响小,因而确定α-淀粉酶的最适添加量为18U/g。
2.2 糖化剂对饮料糖化效果的影响
黑曲霉/米曲霉分别按25∶0、20∶5、15∶10比例混合,在温度30℃,转速180r/min的条件下发酵培养3d,测定糖化后浆液还原糖含量。不同比例混合的糖化剂对糖化效果的影响如表5如示。

表5 不同比例混合的糖化剂对糖化效果的影响Table 5 Effect of different proportions of saccharifying agent on saccharification
由表5可知,添加不同比例的糖化剂,发酵培养3d后,发酵液中的还原糖含量有较明显的变化。糖化剂的最佳添加量为黑曲霉15%,米曲霉10%,糖化液呈橙黄色,无明显沉淀,无明显异味。
2.3 酒精发酵工艺优化
以酒精度为评价指标,L9(34)正交试验优化酵母菌酒精发酵最适pH、接种量、发酵时间、小麦/红薯茎叶粉,正交试验结果如表6所示,方差分析结果如表7所示。

表6 酒精发酵工艺条件优化正交试验结果与分析Table 6 Results and analysis of orthogonal experiments for technology optimization of alcoholic fermentation
由表6可知,各因素对酒精发酵的影响顺序为B>A>D>C,最佳组合为A1B3C2D2,即pH 3.5,酿酒酵母用量0.4%,发酵5d,小麦粉/红薯茎叶粉为1∶5。在此最佳条件下,对酒精发酵进行验证试验,发酵液酒精度达7.0%vol。

表7 酒精发酵优化正交试验结果方差分析Table 7 Variance analysis of orthogonal experiments results for alcoholic fermentation
由表7可知,因素B对酒精发酵的影响极显著,因素A、C、D影响不显著。
2.4 醋酸发酵工艺优化
以总酸含量为评价指标,L9(34)正交试验优化巴氏醋酸杆菌的接种量、转速、培养温度和起始酒精度,结果如表8所示,方差分析如表9所示。
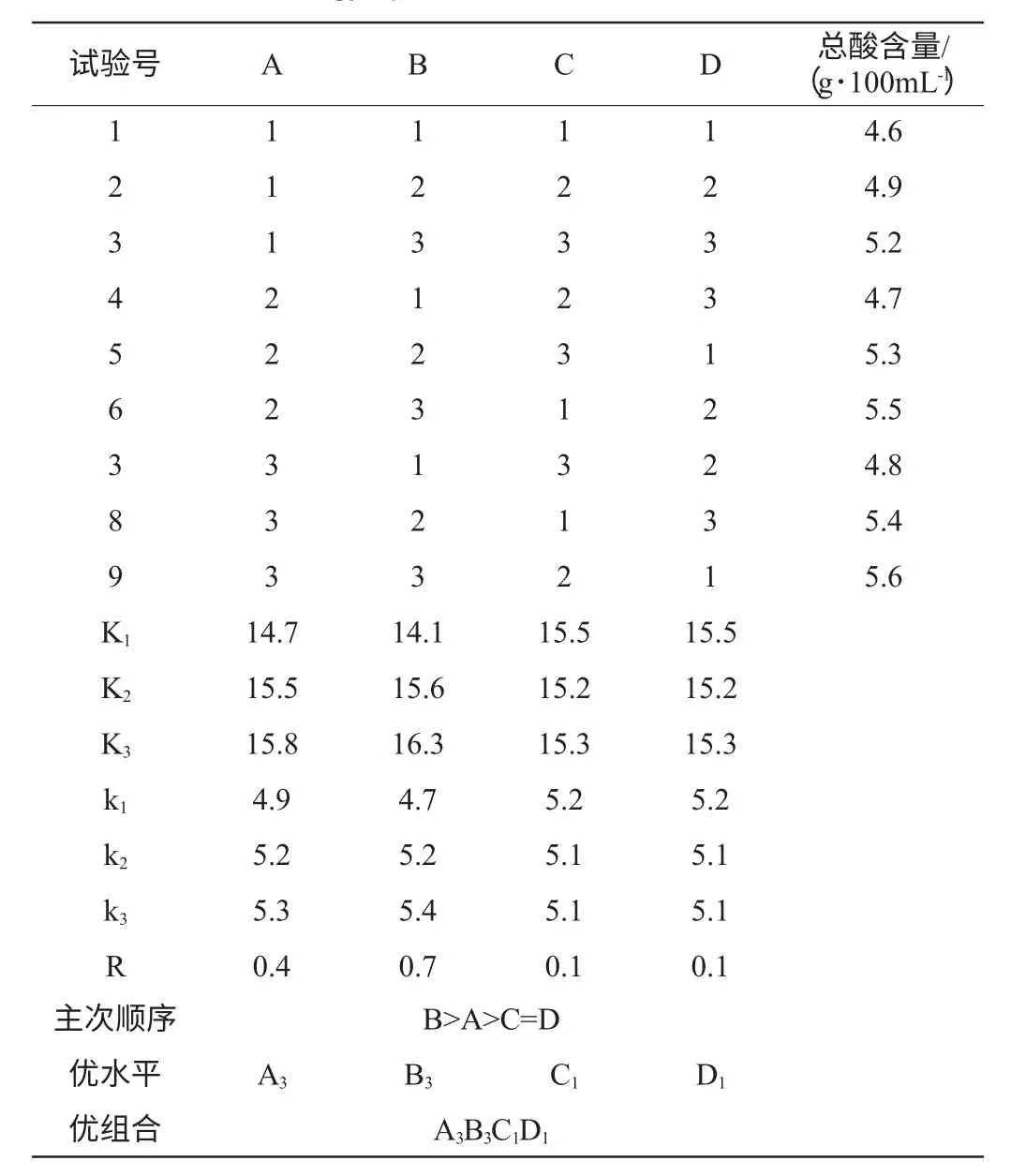
表8 醋酸发酵工艺条件优化正交试验结果与分析Table 8 Results and analysis of orthogonal experiments for technology optimization of acetic acid fermentation
由表8可知,4个因素对醋酸发酵产生影响的主次顺序为B>A>C=D,最佳组合是A3B3C1D1,即醋酸菌接种量为12%,培养转速为180r/min,发酵温度32℃,酒精度为7.0%vol。在此最佳条件下,对醋酸发酵进行验证试验,发酵总酸含量为5.6g/100mL。

表9 醋酸发酵优化正交试验结果方差分析Table 9 Variance analysis of orthogonal experiments results for technology optimization of acetic acid fermentation
由表9可知,因素B对醋酸发酵的影响显著,因素A、C、D影响不显著。
2.5 质量标准[13-15]
2.5.1 感官指标
具有正常食醋的色泽、气味和滋味,不涩,酸甜适口,柔和,无其他不良气味与异味,无浮物,不浑浊,无沉淀,无异物,无醋鳗、醋虱。
2.5.2 理化指标
总酸≥3.5g/100mL;可溶性无盐固形物含量≥0.5g/100mL。
2.5.3 微生物指标
菌落总数≤1 000个/mL;大肠菌群≤3MPN/100mL;致病菌:不得检出。
3 结论
结果表明,利用红薯茎叶粉生产红薯茎叶醋饮料的最佳工艺条件为:添加红薯茎叶、小麦粉4倍质量的水进行调浆,浆液的糖度和出浆率都较为理想;糖化剂的最佳添加量为黑曲霉15%,米曲霉10%,糖化液呈橙黄色,无明显沉淀,无明显异味;pH 3.5,酿酒酵母用量0.4%,发酵5d,小麦粉/红薯茎叶粉为1∶5,最有利于酒精发酵,发酵液酒精度达7.0%vol;醋酸菌接种量为12%,培养转速为180r/min,发酵温度32℃,起始酒精度为7.0%vol,最有利于醋酸发酵,发酵液总酸为5.6g/100mL;将醋饮料陈酿3个月后,过滤;最终获得独特、柔和的红薯茎叶保健醋饮料。本研究对于开发利用原材料和增加醋饮料种类等方面具有一定的参考价值。
[1]薛 伟,丁 燕,吴利利.醋的类型与营养价值[J].中国食物与营养,2005(1):26-27.
[2]董 艳,杨庆丽,张正海,等.黑蒜醋保健饮料的研制[J].中国酿造,2013,32(4):151-153.
[3]郑晓吉,李宝坤,史学伟,等.液体深层发酵蟠桃果醋工艺研究[J].中国酿造,2013,32(1):161-164.
[4]张海龙,丁宏伟,杨晓蕾,等.山楂苹果复合果醋的发酵工艺研究[J].中国酿造,2013,32(6):165-168.
[5]吕玲玉,史高峰,李春雷,等.甘薯叶化学成分研究[J].中药材,2009(6):896-897.
[6]谢清霞,宁建中,岳 春,等.红薯茎叶保健醋饮料的研制[J].江西食品工业,2010(3):28-31.
[7]叶 华,吕爱丽.西瓜皮果脯的研制[J].湖北农业科学,2011(5):92-95.
[8]姚玉静,龚慧雯,王尔茂.果醋的保健功能[J].食品研究与开发,2009,12(9):1-2.
[9]国 东,王 燕,郭玉蓉,等.以苹果渣生产苹果醋的工艺研究[J].中国调味品,2012,37(5):56-59.
[10]徐清萍,朱广存.野生猕猴桃醋发酵工艺的研究[J].中国调味品,2012,37(10):60-63.
[11]李 云,苏树友,汪武忠.杨桃果醋发酵工艺研究[J].中国调味品,2012,37(8):56-59.
[12]王治同,林 柯,王玉冰.西瓜皮果醋饮料的研制[J].中国调味品,2012,37(7):58-61.
[13]吴国卿,王文平,陈 燕,等.液态发酵法酿造野木瓜果醋[J].食品研究与开发,2012,33(6):92-97.
[14]BOX G E P,BEHNKEN D W.Some vew three level design for the study of quantitative variables[J].Technometrics,1960(2):456-475.
[15]王 颉,李长文,东 芹.干红枣酒酿造工艺研究[J].食品与发酵工业,2001,1(2):11-14.
