超声振动辅助混粉电解电火花加工工艺研究
2014-04-13吕传伟谷安李明义郑汉卿
吕传伟,谷安,李明义,郑汉卿
(南京航空航天大学机电学院,江苏南京 210016)
超声振动辅助混粉电解电火花加工工艺研究
吕传伟,谷安,李明义,郑汉卿
(南京航空航天大学机电学院,江苏南京 210016)
提出了一种使用超声振动辅助混粉电解电火花铣削加工硬脆性非导电材料的方法。通过对高硼玻璃进行超声振动作用下的混粉电解电火花铣削加工实验,研究了超声振动对电解电火花铣削加工表面质量的影响规律。结果表明:采用超声振动辅助混粉电解电火花加工,可获得较好的表面质量。
电解电火花加工;超声振动;铣削加工;混粉
硬脆性非导电材料具有高硬度、高脆性、高电阻、耐磨损、耐腐蚀、不导磁等优良特性,其应用领域也越来越广泛,特别是在汽车、航空航天、医疗器械等高科技领域发挥了重要作用。
硬脆性非导电材料很难采用传统的切削方式进行加工,由于不导电或导电性能很差,也很难用传统的电加工方法进行加工。而电解电火花加工方法在加工非导电的硬脆材料上表现出了良好的性能。近年来,一些学者对电解电火花加工进行了研究,如:在玻璃材料上进行电解电火花铣削加工实验,加工出了一些三维结构[1];对玻璃进行混粉电解电火花加工实验后发现,混粉电解电火花加工非导电材料,可获得较好的表面质量[2]。本文将在混粉电解电火花铣削加工的基础上,在电解电火花设备上施加超声振动,探究超声振动对混粉电解电火花加工表面质量的影响。
1 加工原理
1.1 电解电火花加工原理
电解电火花加工是利用电解液中的火花放电作用对工件进行蚀除加工的,其原理见图1。加工时,工具、工件及辅助电极都浸在电解液中,当外部电压作用到两电极时,两极产生电解作用,并在工具周围产生氢气泡;气泡逐渐增多,且在工具电极周围形成气泡膜而充当非导电相隔离工具电极和导电电解质溶液,二者之间形成电势差;当电势差达到气膜的击穿电压时,击穿气泡膜,产生火花放电,强烈的火花能量释放的瞬时高温,使非金属材料工件熔化、气化并抛出,从而去除材料。
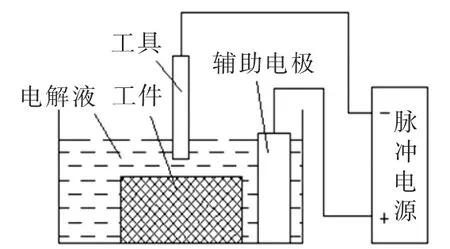
图1 电解电火花加工的原理示意图
1.2 混粉电解电火花加工原理
在混粉电解电火花加工过程中,会有大量的细小粉末进入由阴极生成的氢气泡中,由于粉末的导电性,使包裹着导电粉末的氢气泡绝缘强度降低,从而使击穿氢气泡放电变得更容易,所以火花放电间隙相应增大[3]。此外,导电性粉末进入氢气泡中,使阴极和工作液的实际绝缘距离小于氢气泡的直径,即在击穿绝缘距离一定的条件下,由于导电粉末的加入,也会使放电间隙变大。放电间隙的变化,将间接引起极间寄生电容的变化,单次放电的能量也不同,从而影响最终的加工效果。
1.3 超声振动作用机理
超声振动对混粉电解电火花加工的主要影响有:①搅拌作用。超声空化泡崩裂产生的微射流、超声场的传质效应及声流效应引起工作液涡流,从而产生了搅拌作用,改善了工作液的循环;②排屑作用。由于超声场的机械效应、空化效应及声流效应,熔融材料会加速从工件排出,脱离工件的碎屑迅速离开加工区域,同时,超声搅拌作用也利于阻止加工碎屑沉积,使碎屑更易排出;③稳定放电状态的作用。超声作用于电解液,使电解液和粉末混合均匀,防止粉末沉积,促使铣削加工过程中的放电均匀,从而使放电状态稳定。
2 实验设计
实验平台见图2,主要由电源、控制与信息处理单元、超声设备、进给装置、电解槽、电极及工件夹具等组成。铣削加工轨迹通过工作台的运动实现,由计算机发送驱动信号控制工作台的运动,工具电极静止不动,从而产生相对运动。超声振动方式为间接超声,超声振子粘结在电解槽底端,并与超声波发生器相连。电解液为NaOH溶液,NaOH质量分数分别为5%、10%、15%,其中混入质量分数1%的石墨粉;超声振动频率分别为0、28、40 kHz;电压分别为9、11、13 V;工具电极为直径2 mm的棒状铜电极;加工工件为3 mm厚的高硼玻璃片。
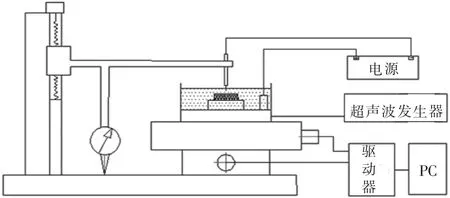
图2 电解电火花铣削加工实验平台
采用对比实验的方法,通过对比不同超声振动频率下,加工表面质量随电压和电解液浓度的变化,研究超声振动对电解电火花铣削加工工艺的影响。具体实验方案设计为:在电解液浓度相同的条件下,通过对比不同振动频率下的加工表面粗糙度随电压的变化,探究超声振动对电解电火花铣削加工表面质量随电压变化的影响。
3 实验结果与分析
根据实验方案对工件进行加工,并对加工后的工件表面粗糙度进行测量,结果见表1。
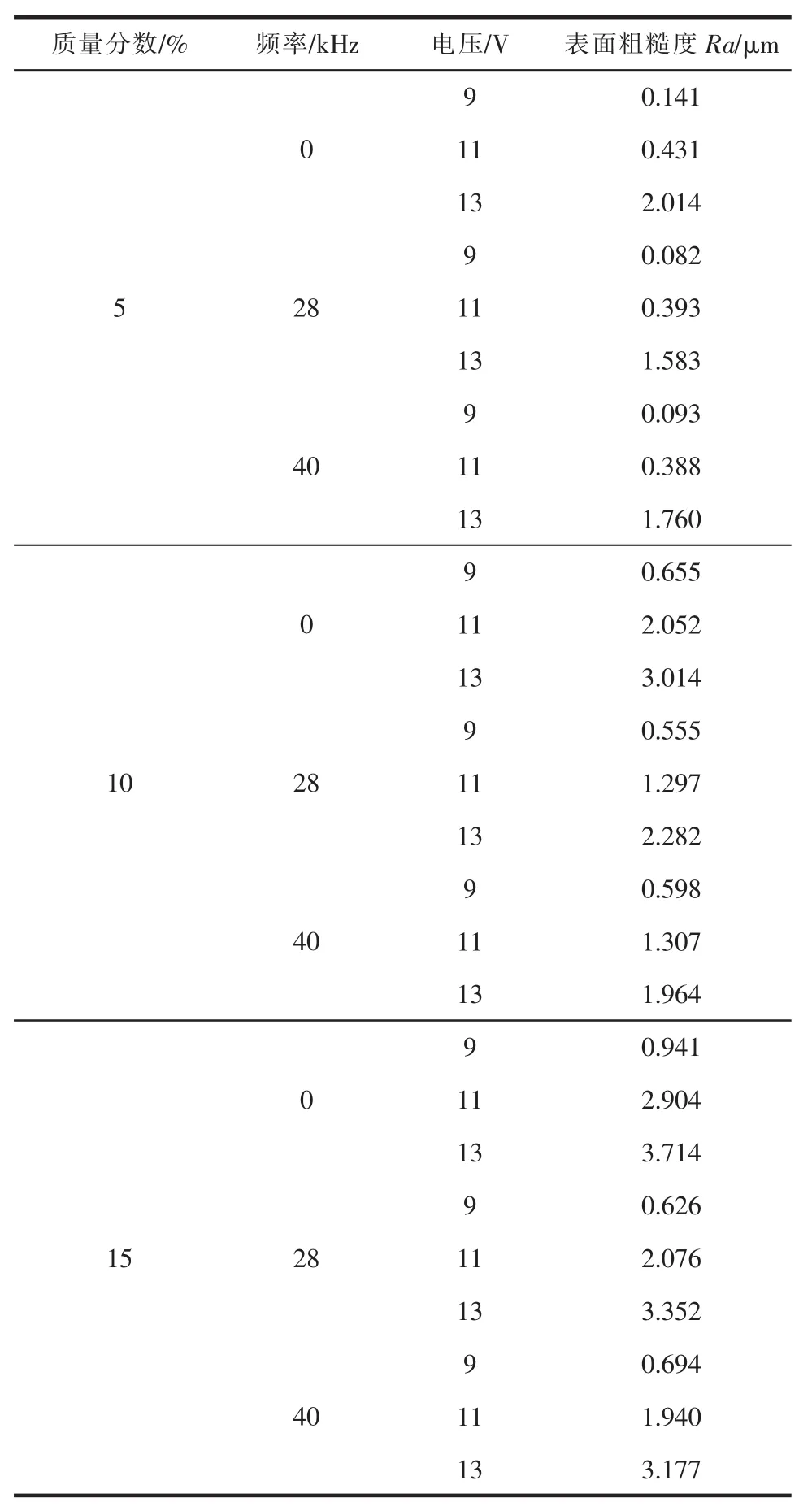
表1 混粉电解电火花铣削加工实验结果
图3是根据表1所示的实验数据绘制的在相同电解液浓度时,不同超声振动频率下的加工表面粗糙度随电压的变化趋势图。可看出,在超声振动环境下加工的工件表面粗糙度值比不使用超声振动时小,即铣削的表面质量好;28 kHz的超声振动与40 kHz的超声振动,对铣削加工的表面质量均起到了促进作用。

图3 电解液浓度相同、超声振动频率不同时的工件表面粗糙度随电压的变化趋势
4 结语
本文研究了超声振动对混粉电解电火花铣削加工表面质量的影响,研究发现采用超声振动辅助混粉电解电火花加工,可获得较好的表面质量。超声振动的搅拌作用可使粉末混合均匀,且保证产生均匀的氢气泡,是混粉电解电火花加工理想的搅拌方式;同时,又能提高表面质量。因此,超声振动在混粉电解电火花加工方面具有很好的应用前景。
[1]Zheng Zhiping,Cheng Weihsin,Huang Fuangyuan,et al. 3D microstructuring of pyrex glass using the electrochemical discharge machining process[J].Journal of Micromechanics and Microengineering,2007,17(5):960-966.
[2]吴俊杰,谷安,吕传伟,等.混粉电解电火花复合加工工艺研究[J].电加工与模具,2012(5):64-66.
[3]Dascalescu L,Tobazeon R,Atten P.Behaviour of conducting particles in corona-dominated electric fields[J]. Journal of Physics D:Applied Physics,1995,28(8):1611-1618.
Research on the Process of Ultrasonic Vibration Assisted Powder-mixed Electrochemical Discharge Machining
Lü Chuanwei,Gu An,Li Mingyi,Zheng Hanqing
(Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China)
A machining method of non-conductive hard and brittle materials with ultrasonic vibration assisted powder-mixed electrochemical discharge machining is proposed.Through the experiment of milling pyrex glass in powder-mixed electrochemical discharge machining assisted with ultrasonic vibration,the effect rules of ultrasonic vibration on the milling surface quality is researched. The experiment results show that powder-mixed electrochemical discharge machining with ultrasonic vibration assisted can acquire better surface quality.
electrochemical discharge machining;ultrasonic vibration;milling;powder-mixed
TG66
A
1009-279X(2014)04-0018-02
2014-02-21
吕传伟,男,1987年生,硕士研究生。
