RRC工艺涂胶胶厚均匀性优化研究
2014-03-22江月艳张世权
江月艳,张世权
(中国电子科技集团公司第58研究所,江苏 无锡 214035)
RRC工艺涂胶胶厚均匀性优化研究
江月艳,张世权
(中国电子科技集团公司第58研究所,江苏 无锡 214035)
为降低涂胶工序的生产成本,减少光刻胶的用量,需要在涂胶工艺上不断改进和提高。从原来传统的涂胶工艺到RRC(Reduced Resist Consumption)工艺,能够使光刻胶的用量减少,而随着光刻胶用量的减少,圆片上胶厚的均匀性也在发生剧烈的变化。同时光刻涂胶工序最重要的工艺要求就是胶厚和均匀性,它直接影响着后续曝光工艺的稳定性。在RRC工艺下,通过对喷胶转速、排风、喷胶速率等涂胶参数进行多次试验,最终找出影响胶厚均匀性的参数及其调整方法,来达到工艺要求的胶厚及均匀性,保障工艺生产的稳定性。
光刻;涂胶;均匀性;RRC
1 引言
半导体市场竞争变得越来越激烈,最终成功与否,关键取决于迅速涌现出的新型制造能力在生产线运作的高成品率指标的体现,而在提高成品率的前提下,如何降低生产成本已成为现代IC生产线提高其自身竞争力的一个重要因素。为此,在半导体工艺中采用改良后的涂胶方式,在大量降低光刻胶使用量的同时保证光刻质量,来提高生产线的竞争力。
RRC工艺的涂胶过程总共9步[1]:
第一步,溶剂的喷嘴移到圆片的中心;第二步,静止状态下将溶剂喷到圆片上;第三步,光刻胶的喷嘴移到圆片中心,而圆片在很短的时间里旋转起来,这样在圆片表面形成了一层溶剂的膜,这层膜改进了圆片表面光刻胶的可湿性(这是RRC工艺区别于传统涂胶工艺的关键点);第四步,喷光刻胶,为了让光刻胶迅速涂满整张圆片,一般在相对较高的速度下通过溶剂的薄膜覆盖整个圆片;第五步,在光刻胶喷出后突然降低圆片的旋转速度,以此来平滑这个光刻胶表面,这对之后调整光刻胶膜的形状以及涂胶的问题特别是对胶厚均匀性是非常有用的;第六步,光刻胶干燥,在这一步中光刻胶在圆片表面形成薄膜;第七步,BACK RINSE以及EBR在这步实行;第八步,将上一步的各种溶液甩掉;第九步,停止旋转结束涂胶。
2 试验结果与讨论
在调整胶厚的过程中,涂胶工艺的各个过程都影响着光刻胶的均匀性及胶厚[2~3],因此研究涂胶过程的各个环节对调整胶厚均匀性有较大意义,下面就主要影响胶厚均匀性的因素做进一步研究。
2.1光刻胶喷胶时圆片转速与胶厚均匀性的关系
光刻胶喷胶时圆片的转速与胶厚均匀性有着密切的关系。一般速度越高,圆片的中心越薄,边缘越厚,喷胶转速越慢,圆片的中心越厚,边缘越薄。图1是典型的120 mm圆片中心边缘胶厚在喷胶高低转速时候的厚度分布图。根据此规律可以通过调整喷胶转速来调整涂胶均匀性。

图1 喷胶转速与胶厚关系图
2.2光刻胶喷胶时间与胶厚均匀性的关系
在胶泵参数中,修改喷胶速率,改变喷胶时间,影响均匀性。喷胶时间越长,圆片边缘的胶厚就越厚,越短就越薄,但中心的胶厚变化不是很大,如图2。

图2 喷胶时间与胶厚关系图
2.3冷板温度对胶厚均匀性的影响
冷板的温度对圆片上胶厚均匀性的影响非常明显。当温度越高整个圆片上面的胶厚就越厚,但相对于边缘的胶厚来说,中心的胶厚比较薄。如果能找到一个合适的温度点的话,就可以使整个圆片上的胶厚形成一个很好的形状,如图3。
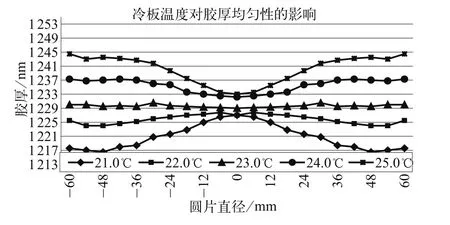
图3 冷板温度与胶厚关系图
2.4排风对胶厚均匀性的影响
排风对胶厚均匀性也会产生很大的影响,尤其是对圆片的边缘部分。排风一定要选取合适的大小才可能实现高均匀性低缺陷的光刻胶膜层。排风太小,容易导致去边的时候去边剂飞溅到圆片上形成针孔,造成涂胶缺陷最终导致光刻图形异常。排风太大对光刻胶厚度影响明显,会导致圆片边缘胶厚迅速变厚从而影响胶厚均匀性。这主要是因为RCC涂胶过程中,排风是由圆片边缘处开口抽出(排风的结构如图4所示),因此圆片边缘排风较大,当排风达到一定程度后圆片边缘光刻胶表面溶剂迅速挥发并凝固,从而导致圆片边缘光刻胶内部溶剂未充分挥发,而圆片中心变化较小,因此形成了边缘厚、中心薄的胶厚分布,这种现象在工艺监控中经常出现。

图4 RCC涂胶腔体排风走向示意图
2.5其他影响胶厚的因素讨论
在调整胶厚均匀性的过程中,遇到了很多问题,而通过调查发现了其中一部分的原因与解决方法。
2.5.1 圆片边缘极端变薄
圆片边缘极端变薄可能是由于背面去边剂的反溅造成CUP的底部积聚了很多溶剂,使圆片背面变冷。因为温度对胶厚的影响非常大,有时甚至出现边缘没有涂上光刻胶的现象。这主要是由于HMDS的量过多造成圆片表面张力过大,使光刻胶都向圆片的中心收缩。
2.5.2 圆片中心胶厚不平坦
有时会出现圆片中心位置胶厚形状不好,这种情况往往是喷嘴上有干燥的光刻胶或者喷嘴不在中心。由于喷嘴不在圆片中心,使光刻胶未落在圆片中心而是被旋转开,往往会出现环状的图形。通过清洁光刻胶喷嘴或调整喷嘴的吐出位置可以解决这个问题。
2.5.3 胶厚成平滑的单边下降型
造成这个问题的原因一般是圆片在前烘烤热板上倾向一方或外来物质在前烘热板上面造成热板加热不均匀。有时搬送手臂放置圆片的位置不好也会造成这一现象。这时必须调整热板位置或清洁热板。
3 总结
光刻涂胶工艺是一个复杂的工艺,要使圆片表面形成一个均匀的光刻胶膜厚,需要调节大量的参数[4],本文主要对严重影响胶厚均匀性的四个因素进行了实验和分析,并得到了一定规律,同时还对工艺中出现的突发胶厚均匀变化做了分析和讨论。综上所述,胶厚及均匀性的影响因素较多,要得到理想的胶厚均匀性就需要针对以上提到的以及其他的主要参数进行确认和调试,同时还需要对突发工艺异常进行排查,最终得到理想的胶厚及均匀性。
[1] CHRIS MACK. Fundamental Principles of Optical Lithography [Z]. 2007, 16-17.
[2] Meyerhofer, D. Characteristics of resist fi lms produced by spinning[J]. Journal of Applied Physics, 1978,49, 3993-3997.
[3] Bornside, D E , Macosko, C W, Scriven, L E. Spin coating: one-dimensional model[J]. Journal of Applied Physics, 1989, 66, 5185-5193.
[4] D Lyons, B T Beauchemin[C]. 1995. Proc. SPIE, 2438: 726.


作者简介:
郑 星(1987—),男,贵州遵义人,硕士研究生,助理工程师,主要从事环境试验技术方向的研究。
Optimization of Coating Thickness and Uniformity of RRC Process
JIANG Yueyan, ZHANG Shiquan
(China Electronics Technology Group Corporation No.58Research Institute,Wuxi214035,China)
Some method had been used to reduce the semiconductor manufacture cost, such as reducing photo resist consumption, which result in the uniformity of photo resist becoming more lager. Photo resist uniformity and thickness are the important process parameter which could influence the quality of exposal process. By changing chuck rotation speed, pump velocity, exhaust, the best process condition for RRC process has been accomplished, the relationship between photo resist uniformity and other process condition has been developed; The photo resist uniformity and thickness can be controlled steadily and make sure the steady of the fab process.
photolithography; coat; uniformity; reduced resist consumption
TN305.7
A
1681-1070(2014)08-0042-03
江月艳(1979—),女,江苏宜兴人,工程师,毕业于武汉大学测控技术与仪器专业,主要从事集成电路质量管理、电子元器件可靠性检验工作。
2014-04-14
