混浊型米酒发酵工艺参数的优化设计
2014-02-05马梦晴
马 梦 晴
(河北科技师范学院食品科技学院,河北 秦皇岛,066600)
被誉为“五谷之首”的大米,不仅含有淀粉、蛋白质、脂肪、维生素和矿物质等基本营养素,还具有健脾养胃、益精强志、聪耳明目、美容养颜等保健功效。我国是全球最大的稻谷生产国。近年来,年产大米稳定在约1.8 亿吨,高居世界第一位。但是大米深加工和副产品的综合利用远落后于发达国家,产品附加值低[1]。而米酒作为一种低酒精度的发酵酒,是我国古老黄酒类的一个分支,其中酒精的体积分数在0.05~0.14之间(5%~14%,V/V),一般在0.08~0.12(8%~12%,V/V)[2]。现代营养学认为,米酒中含有糖分、有机酸、蛋白质、氨基酸、维生素和矿物质等丰富的营养物质[3],同时根霉在发酵时产生对人体有益的维生素B,维生素E[3]。
传统米酒与市售米酒都属于清酒类型,即在发酵过程中大米以米粒形式完整存在,在发酵完成后通过粗滤、离心分离和超滤得到澄清的酒汁[4]。但是有研究表明,发酵后的大米直链淀粉的质量分数由0.230 8增加到0.248 6。同时由于浸泡过程中游离脂肪酸的流失和发酵过程中微生物的作用,使脂肪分解成游离的脂肪酸,致使米粉中脂肪的质量分数降低了28%[5,6]。所以在米酒发酵完成后继续利用大米的营养成分,将大米与酒汁混合均匀,即将发酵好的米粒进行打浆,得到大米细碎颗粒和发酵酒液的混合液,呈均匀的混浊状,即成混浊型米酒,属于米酒市场上的一种新型产品。与传统米酒相比,它不仅改善了产品的营养价值,而且增添了酒类食品市场的花色品种。
本试验控制混浊型米酒中酒精的体积分数大约在0.07,属于低酒精度、高营养的一种米酒。产品便于消化和食用,更加适用于妇女、老年人和食道病症患者等特殊人群。因此,需要对其发酵工艺参数进行优化设计,采用正交试验方法对加曲量、加水量和糖化时间进行优化,得到适宜的口感和风味的混浊型米酒。
1 材料与方法
1.1 实验材料
市售大米(产地:黑龙江省哈尔滨市方正县;生产日期:2014年3月;品牌:黑龙江省方正大米;包装规格:5 kg/袋);安琪甜酒曲(安琪酵母股份有限公司生产)。
1.2 实验仪器设备
1 000 mL打浆机,JOYCE电器厂生产;DHP-420型电热恒温培养箱,北京市永光明医疗仪器厂生产;三支组0%~100%酒精计,中山市汇宝电子衡器有限公司生产;BS210S分析天平,梅特勒-托利多仪器有限公司生产;0.14~0.165 MPa压力蒸汽消毒器,北京市永光明医疗仪器厂生产。
1.3 实验方法
酒精度的检测方法(国标法GB/4927-2008):国标法即蒸馏法,取米酒滤出液100 mL,加入50 mL去离子水,混匀。倒入蒸馏烧瓶中,加入几粒沸石,连接好蒸馏装置后打开冷凝水进行蒸馏。取蒸馏液近100 mL刻度线处以去离子水定容100 mL。用酒精计测定酒精度,用温度计测定温度。将读出的酒精度与温度参考标准转化为20 ℃时的标准酒精度。
1.4 混浊型米酒感官评价标准
感官评价标准:试验根据黄酒国家标准(GB/T 13662-2008)中评酒方法,并参照相关文献中米酒的评定方法[7]及米酒评定标准[8]进行品评。评定小组30人,教师15人,学生15人,主要对米酒的外观、口感、香气、整体协调感进行评价。感官评价标准见表1。
表1 混浊型米酒的感官评价标准
1.5 混浊型米酒酿造工艺流程
洗米→浸米→蒸饭→冷却加曲→糖化→发酵→打浆→除酶灭菌
1.5.1浸米 浸米的目的是使米粒中的淀粉吸水膨润,淀粉颗粒间变疏松,为蒸煮时的淀粉糊化创造条件。浸米程度一般要求米粒保持完整,用手指按压米粒呈粉状为度,如果米浸得过度而变成粉末,就会造成米粒中的成分大量流失。如果米浸不透,蒸煮时出现生粒心子,酿酒时会容易发生酸败[9]。另外,浸米时应先加水再放米并拌匀。否则容易拌不匀,使上下层米吸水不均匀,影响蒸饭质量。由于米会吸水膨胀,水位要高出米层一定距离,以防杂菌滋长[10]。
1.5.2蒸饭 将浸泡后的大米用清水冲去米浆和灰尘后进行蒸煮。蒸煮要求达到饭粒外硬内软,透而不烂,熟而不黏,以便使甜酒曲繁殖有充分的氧气供应。若蒸煮过度,米易结团,拌料时与米酒曲混合不均匀,不利于糖化和发酵;若蒸煮不够,容易导致糖化不完全,使米酒的酒度降低或酸度增加,造成酒易酸败[11]。一般大米蒸煮时间为40 min。
1.5.3冷却加曲 将米饭冷凉,适当的搅拌,使米饭之间有一定的空隙,颗粒间能分离和通气。加酒曲时米饭温度应控制在大约30 ℃,有利于糖化菌的繁殖,同时不会导致酒曲中的微生物被烫死[7]。加曲后应进行充分的搅拌,其目的是增加大米与空气的接触面积,以利于酒曲的生长繁殖及产酶。
1.5.4发酵 将糖化好的材料按实验需要分别加上不同体积的水,于30 ℃恒温箱中发酵。
1.5.5打浆及灭菌 将发酵程度达到要求的实验组进行打浆粉碎,装瓶,灭菌。于108 ℃下高压灭菌20 min。
2 结果与分析
2.1 蒸煮时间对混浊型米酒发酵速度的影响
浸泡5份250 g的大米,加水量质量比为m(大米)∶m(水)=1∶2,加曲量2.0 g,糖化时间24 h的条件,在恒温箱30 ℃发酵下,蒸煮时间分别为30,35,40,45,50 min。实验结果表明,蒸煮时间不同,对酒精体积分数的变化影响微小(图1)。所以,在正交实验时排除蒸煮时间的影响。
2.2 加曲量对混浊型米酒发酵速度的影响
浸泡5份250 g的大米,加水量质量比为m(大米)∶m(水)=1∶3,糖化24 h,蒸煮时间为40 min,在恒温箱30 ℃发酵下,加曲量以未加水前大米质量为标准,1号加曲量1.0 g,2号加曲量1.5 g,3号加曲量2.0 g,4号加曲量2.5 g,5号加曲量3.0 g。实验结果表明,加曲量为1.0 g时,米酒发酵酒精的体积分数达到0.07的时间较快(图2)。这是因为加曲量少,搅拌均匀,甜酒曲可以完全充分和大米接触,从而加快发酵速度。随着加曲量增加,拌曲不均匀、彻底会导致发酵速度变慢,当加曲量超过2.5 g时,有明显的发酵酸味,并且入口带有苦涩感,酒精的体积分数也开始下降。这是由于加曲量过大,使发酵体系迅速升温,引起酸败,酵母菌大量繁殖,导致发酵体系失衡。大量的发酵性糖使二酵母菌繁殖,酒精发酵变缓。发酵终了,大量酵母自溶产生酪醇,使酒泛苦[12]。又由于酸度的增加,口感上会更加突出米酒的苦味。另外,由于考虑到加入2.5 g的甜酒曲发酵时间稍微长一些会使口感较好,所以正交实验仍然选择2.5 g的加曲量。同时,1.5 g和2.0 g的加曲量用量少而且发酵时间快,是较合理的发酵加曲量。因此,根据实验结果,选取1.5,2.0,2.5 g为正交试验适宜加曲量。

图1 蒸煮时间与发酵时间变化关系 图2 加曲量与发酵时间变化关系图
2.3 加水量对混浊型米酒发酵速度的影响
浸泡4份250 g的大米,加曲量为2.0 g,糖化时间24 h,蒸煮时间为40 min,在恒温箱30 ℃发酵下,根据所需米酒稀稠,m(大米)∶m(水)=1∶1的加水量导致米酒太粘稠不方便打浆及余下的步骤,而1∶4的加水量时米酒已经比较稀释,所以本次实验对1∶5的加水量未做展望。加水质量比选定为:1号加水量为1∶1,2号加水量为1∶2,3号加水量1∶3,4号加水量1∶4。实验结果表明,随着加水稀释,发酵酒精的体积分数达到0.07的时间变少(图3),这是因为稀释降低了发酵体系的糖浓度,从而减少了高糖环境中高渗透压对酵母繁殖和发酵的影响,导致酵母菌数呈现明显增加。但由于供给的糖量高于酵母细胞所能同化的速率,酒精度随之出现积累。当加水量继续增加时,酵母菌浓度降低,总糖含量缓慢下降,说明此时酵母菌繁殖速度降低,酵母细胞开始进行大量的发酵代谢[13]。当加水量为1∶3时,酒精的体积分数达到0.07所需时间最长,这是因为酵母菌数和总糖也随着稀释的加大持续下降,此时米酒糖化与发酵达到相对平衡。随着加水量的持续增大,使酒精度和口感各指标开始大幅下降,过度稀释使米酒酒感变差,平淡无味。根据实验结果,正交实验选择1∶1,1∶2,1∶3的加水量。
2.4 糖化时间对混浊型米酒发酵速度的影响
浸泡5份250 g的大米,1∶2水量浸泡,加曲量2.0 g,加水量750 mL。在恒温箱30 ℃下发酵。1号糖化时间12 h,2号糖化时间24 h,3号糖化时间36 h,4号糖化时间48 h,5号糖化时间60 h。米酒的糖化与发酵过程同时进行。实验结果表明,随着糖化时间的延长,米酒酒精的体积分数达到大约0.07的发酵时间逐渐增加(图4)。与此同时,发酵液的酸度也在逐渐上升,而凝乳酶的活力则开始下降,这应是受到根霉衰减的影响[14]。乳酸菌数量逐渐下降,是因为环境对其生长产生抑制。随着发酵时间的进一步延长,总糖呈现明显下降趋势,导致酵母菌数也开始缓慢下降。酒精度和总酸则持续上升,而乳酸菌与霉菌数已降至很低,此时凝乳酶的活力也随之将至最低。由此看出,发酵48 h后,整个发酵体系中各个菌种都出现明显的衰减,代谢过程变缓。发酵后期,由于发酵性糖的大量消耗,酵母菌的大量自溶,使米酒味道变得酸涩辣嘴,带有明显的苦味[15]。由此,糖化时间24,36,48 h是最理想的正交实验糖化时间。
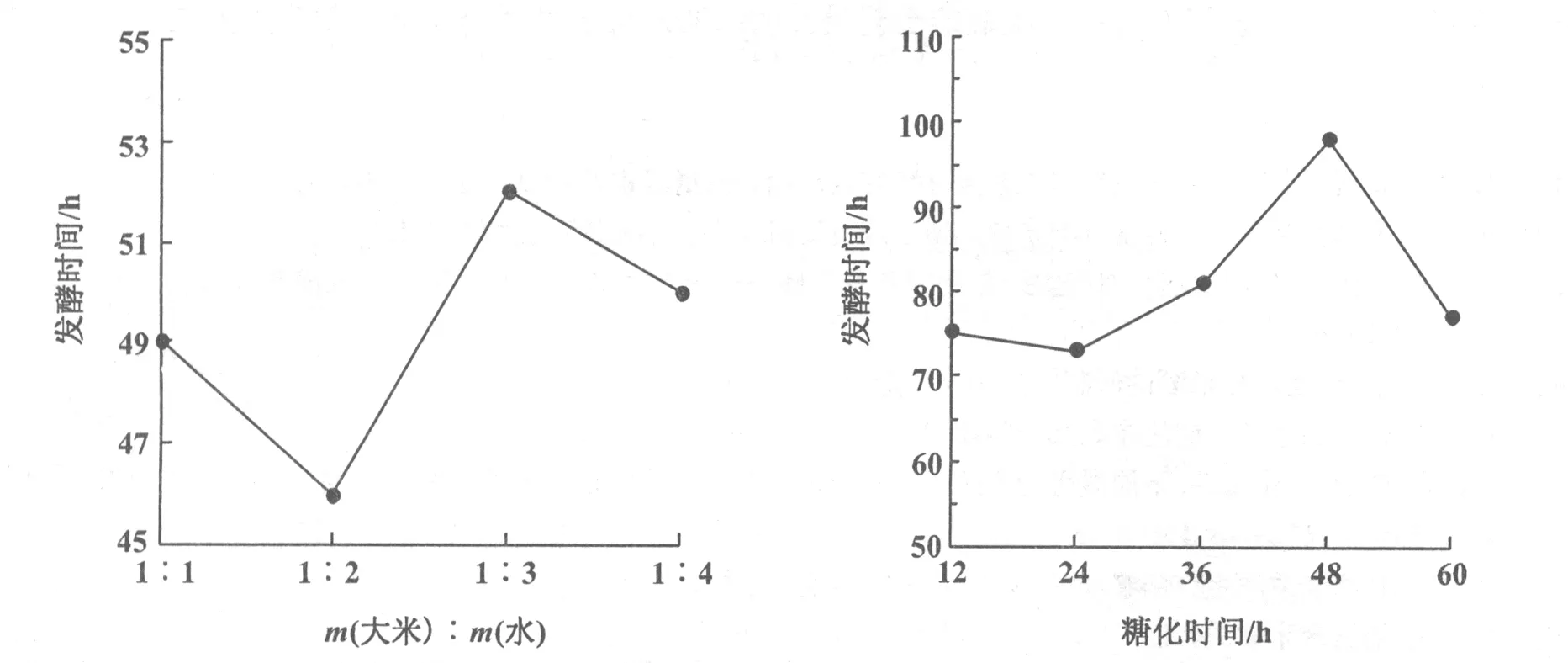
图3 加水量与发酵时间变化关系 图4 糖化时间与最佳酒精度变化关系
2.5 混浊型米酒发酵工艺参数优化设计
根据表1米酒的感官评价标准对产品进行感官评价,评价结果取30人的平均值。结果表明,因素C的影响最明显,其次是因素B和因素A(表2)。由此得到的最优组合为A3B1C1。即糖化时间48 h,加水量1∶2,加曲量1.5 g。

表2 混浊型米酒感官评价正交试验结果
3 结论与讨论
本次实验全面的从甜酒曲微生物生长代谢角度分析米酒在发酵不同阶段和不同条件下,酒精度变化的原因。发现甜酒曲中微生物的生长代谢变化,对米酒发酵的整个过程起着至关重要的影响,并且其代谢产物不仅带来米酒风味上的提升,同时为米酒的多样化生产以及多途径利用提供了可能。通过正交试验分析,得出决定米酒风味的主要因素及最佳水平为加水量1∶2,糖化时间48 h,加曲量1.5 g。
通过对正交实验的感官评价,得到了最佳的工艺流程和控制条件。米酒中酒精的体积分数在大约0.07不会对身体产生太大的伤害,又能满足对饮酒的要求。且最佳工艺得到的成品口味极佳,营养丰富,适合各个年龄段饮用。所以,本次最佳工艺设计的米酒发酵条件适合于大批量生产及销售。
[1] 肖连冬,臧晋,刘风霞.甜米酒制作工艺条件研究及影响其质量因素讨论[J].酿酒,2000(5):84-85.
[2] 陶华堂.发酵大米理化特性变化与米粉品质形成机理[D].郑州:河南工业大学,2013.
[3] 焦善伟.我国大米加工业呈现快速发展 后期前景广阔——国内大米加工业发展现状及前景展望[J].粮油加工,2007(6):38-40.
[4] 杜琨,方多.低度红枣米酒的研制[J].中国酿造,2006(3):66-67.
[5] 刘炯光.保健酒生产中应注意的几个问题[J].酿酒科技,2005(6):125-126.
[6] 周显青,李亚军,张玉荣.不同微生物发酵对大米理化特性及米粉食味品质的影响[J].河南工业大学学报:自然科学版,2010,31(1):4-8,13.
[7] 康明官.黄酒和清酒生产问答[M].北京:中国轻工业出版社,2003.
[8] 李艳霞.糯玉米米酒的研制[D].武汉:湖北中医药大学,2001.
[9] 蒋世云,黄位明,容元平,等.米甜酒苦味形成机理的研究[J].酿酒,2002,29(3):43-45.
[10] 李大和.浓香型大曲酒生产技术(修订版)[M].北京:中国轻工业出版社, 2011.
[11] 鲁永强,歪文磊.甜酒酿的制作与发酵控制[J].农产品加工·学刊,2007(6):61-64.
[12] 何国庆.食品发酵与酿造工艺学(第二版)[M].北京:中国农业出版社,2011.
[13] Arimk K,Iwasake K.Milk-clotting enzyme from microorganisms part I screening test and identification of the potent fungus[J].Agricultural and Biological Chemistry,1967,31(5):540-545.
[14] Yanping Wang,Qiaoling Cheng,Zaheer Ahmed,et al.Purification and partial characterization of milk-clotting enzyme extracted from glutinous rice wine mash liquor[J].Korean Journal of Chemical Engineering,2009,26(5):1 313-1 318.
[15] 刘婧竞,乔发东.甜酒曲生长特性研究及米酒生产工艺优化[J].中国酿造,2010(12):41-45.
