污水汽提装置富氨气系统腐蚀原因及对策
2013-10-25龚朝兵蒋大伟
周 威,花 飞,龚朝兵,蒋大伟
(中海油炼化公司惠州炼化分公司,广东 惠州 516086)
中海油惠州炼油分公司(以下简称惠炼)含硫污水汽提装置分为加氢型和非加氢型两个系列,共用一套氨精制系统;Ⅰ系列加工能力150 t/h,处理来自常减压蒸馏装置、催化裂化装置、焦化装置的酸性水。Ⅱ系列加工能力150 t/h,处理来自高压加氢裂化装置、中压加氢裂化装置、汽柴油加氢精制装置、重整预加氢、硫黄回收装置、脱硫装置排放的酸性水。装置采用双塔汽提工艺,硫化氢塔顶富含H2S的酸性气送至硫黄回收装置,脱氨塔顶的富NH3气体经两级定压定温冷凝、结晶、脱硫剂精制脱除H2S后,经压缩冷凝成液氨送出装置。
惠炼污水汽提装置于2009年开车成功后,脱硫塔、脱氨塔操作正常,两列净化水满足公司质量指标要求,Ⅱ系列的净化水已经完全达到了设计指标。
1 富氨气系统腐蚀
污水汽提装置运行1年半后,脱氨塔顶富氨气系统呈现较为严重的腐蚀情况,主要表现为富氨气系统管线减薄穿孔、脱氨塔顶空气冷却器(A201)翅片管漏、富氨气水冷器(E205)管程(富氨气)冲刷及硫化氢腐蚀,富氨气氨冷却器(E207)管束腐蚀泄漏[1]。图1为富氨气系统流程示意图,红线为腐蚀严重的富氨气管道,蓝色显示为腐蚀严重的换热设备。
1.1 管道腐蚀
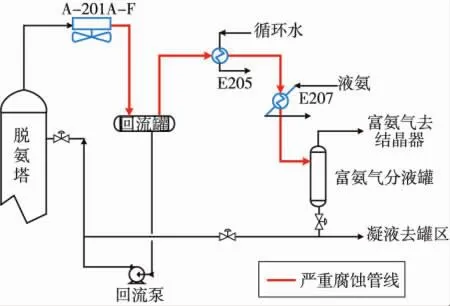
图1 富氨气系统流程示意Fig.1 Corrosion location of rich ammonia system
2011年6月对富氨气系统管道进行测厚,设置临时监测点261处,其中有43处监测点所测得的数据与设计厚度相比,偏差大于15%,最高减薄近50%。污水汽提装置Ⅱ系列富氨气管线弯头因腐蚀减薄而泄漏(见图2~3)。
富氨气系统管道腐蚀主要原因为冲刷腐蚀。腐蚀性介质主要有:H2S,NH3,CO2,CN-以及NH4HS,NH4HCO3。管道内富氨气气液两相存在,介质流速高于设计管道流速。从核算情况来看,Ⅰ系列和Ⅱ系列的脱氨塔顶富氨气系统均在原设计的1.2~2.0倍负荷下操作。Ⅱ系列腐蚀相对较严重,表1列出了Ⅱ系列富氨气管道介质流速核算情况。由于富氨气流速设计过高,导致冲刷穿孔,加之空气冷却器之后存在着冷凝酸性水,气液夹带加剧冲刷,管线流速为15 m/s,远远超出《化工工艺设计手册》推荐的液氨气氨流速应分别控制在小于1 m/s和3~8 m/s的要求。富氨气空冷器、水冷器、氨冷器由于管道内流速过大,气液两相存在,设备冲刷严重,加速了硫化氢腐蚀。应对措施是适当增加管径,降低设备冲蚀。
1.2 换热设备腐蚀
富氨气系统换热设备腐蚀主要为脱氨塔顶空冷器、富氨气冷却器的腐蚀,后者腐蚀最为严重,开工至今已4次抽芯堵漏处理,其中2次为直接更换新的芯子。
2011年Ⅱ系列富氨气水冷器E205A,E205B,E205C分别因腐蚀内漏。
Ⅰ系列富氨气氨冷却器(E107)分别于2009年、2010年2次因腐蚀造成管束内漏;Ⅱ系列富氨气氨冷却器(E207)于2009年、2010年、2011年4次因腐蚀造成管束内漏。
换热器腐蚀情况见图4~5。可以看出,换热设备管束明显减薄、管板大面积腐蚀泄漏,其主要原因为冲刷腐蚀。腐蚀性介质主要为H2S,NH3,CO2,CN-及它们反应生成的盐类 NH4HS,NH4HCO3。两系列富氨气经水冷后直接进入氨冷,由于进E207前没有分液,冷凝液与气体高速冲击,造成E207管板冲蚀、汽蚀等,同时气体冷凝形成NH3HS及H2S的水合物,气蚀较严重,应对措施是在E207前增加分液罐[2]。

图2 富氨气系统管线泄漏Fig.2 Pipeline leakage of rich ammonia system

图3 富氨气泄露管道内部冲刷情况Fig.3 Diagram of inner pipeline scour of rich ammonia system
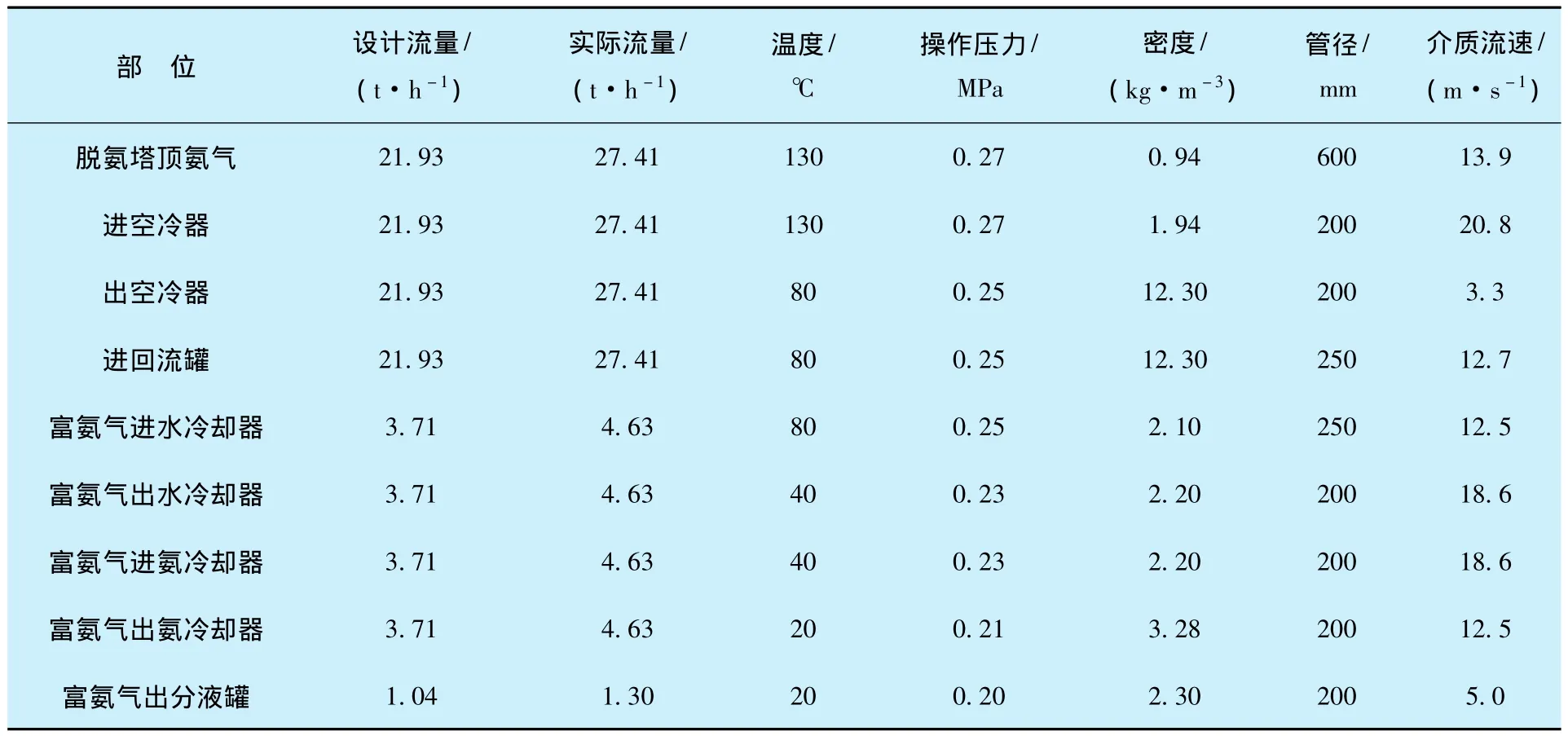
表1 Ⅱ系列富氨气管道介质流速Table1 Velocity of media for rich ammonia pipeline in the seriesⅡ
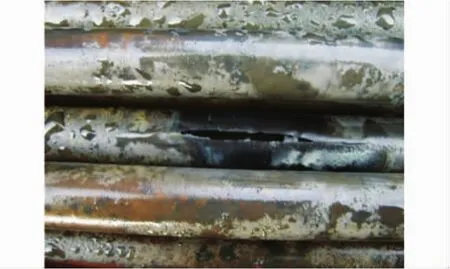
图4 管子爆裂Fig.4 Tube rupture of heat exchanger

图5 管束外壁腐蚀形貌Fig.5 Corrosion morphology of ektexine of heat exchanger tubes
2 解决措施
污水汽提装置Ⅰ系列加工的非加氢酸性水的特点是水中杂质含量高、酚含量、油含量、COD高;同时由于加工高酸原油,非加氢(常减压蒸馏)酸性水中环烷酸盐含量较高;Ⅱ系列加工加氢酸性水,其特点是水中杂质、油含量较少、COD含量低、几乎没有酚。酸性水与净化水中金属离子、Cl-含量较高。
2.1 管道扩径
对富氨气管道进行核算,对部分管道进行扩径以降低流速。2011年检修时污水汽提装置停工后对两列污水汽提装置富氨气管道进行了全部更换,表2为富氨气系统部分管道扩径前后管径变化对比。
富氨气管道扩径后,管道内介质流速显著降低。表3为富氨气系统管道扩径后的管道内介质流速情况。
2.2 增加分液罐
由于富氨气经过水冷却器后,气液两相严重,造成管道、环绕设备冲刷腐蚀严重,为了减少冷凝液与气体对E107,E207管板、管道高速冲击造成的冲蚀、汽蚀等,在E107,E207前增加分液罐,分凝液相,具体流程见图6。

表2 富氨气系统部分管道管径变化Table2 Diameter change of rich ammonia system

表3 富氨气系统管道扩径前后的管道内介质流速Table3 Velocity of inner media for rich ammonia pipeline before and after revamping
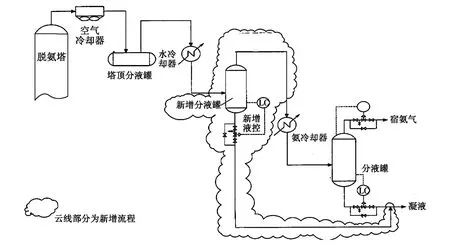
图6 改造后的富氨气系统流程Fig.6 Diagram of rich ammonia system after revamping
经过流程改造后,基本消除了氨冷却器前管道内的液相,消除了两相流对设备的冲刷腐蚀。同时在氨冷却器管束氨气入口侧加装防冲板,进一步避免了介质的冲刷腐蚀。
2.3 提升材质
空气冷却器温度在125~80℃,温度较高,硫化氢腐蚀相对活跃,加之管束中存在冷凝酸性水,故将原设计材质10号钢提升为316L。
富氨气氨冷却器小浮头、管箱和富氨气分液罐存在氢鼓包和氢致开裂,采用复合板,内衬316L。
3 结论
通过采取富氨气系统管线扩径改造、增加富氨液分液罐、材质升级等改造措施,污水汽提装置经2011年11月装置检修改造后开车正常,经过测厚对比,目前无明显减薄,说明采取的措施有效地解决了脱氨塔顶空冷后管线设备腐蚀问题。
[1]孙广雨,伍习初.关于酸性水汽提装置设备腐蚀问题及对策[J]. 石油化工腐蚀与防护,2000,17(2):20-21.
[2]余其军,袁平,杨发新,等.污水汽提装置长周期平稳运行的技术措施[J]. 炼油技术与工程,2006,36(10):49-53.