基于计算机视觉的曲面产品测量研究*
2013-09-12张建德彭焕峰陆金桂
张建德,彭焕峰,陆金桂
(1.南京工程学院计算机系,南京 211167;2.南京工业大学 机械学院,南京 210000)
0 引言
随着现代工业的快速发展,对产品的外观以及性能等方面的要求越来越高,曲面产品被广泛应用于国民生产的方方面面,对它们的测量成为工业生产中不可缺少的工作[1]。目前,曲面产品一般通过坐标测量机测量,其中极柱坐标测量机和三坐标测量机是曲面产品常用的坐标测量机设备,这些坐标测量机是通过测杆和测量头以直接接触曲面产品表面的方式来获得测量点的几何坐标[2-3],测量过程中有的坐标测量机还需要人工记录测量数据,存在费时费力以及容易带来人为测量错误等问题。
计算机视觉测量是近几年来新兴的一种技术,它是融光电子技术、计算机图形学、数字图像处理等现代科技为一体的综合性测量技术。它是现代测量技术不可缺少的组成部分,为先进制造技术中的数字化测量提供了一种有效的解决方案,在机械制造等行业中获得了广泛的关注和应用[4-5]。计算机视觉测量以各种观测系统观测客观世界而获得的图像为基础,把图像当作检测和传递信息的手段或载体而加以利用的一种测量方法。它将图像作为信息传递载体,根据视觉原理和图像技术对被测物体的图像进行分析,以此获取测量的信息。研究基于计算机视觉的曲面产品测量具有重要的现实意义。
本文研究了引入表面辅助标记点的曲面产品计算机视觉测量方法。以双目视觉基本原理为基础,研究曲面产品计算机视觉测量的原理,设计曲面产品计算机视觉测量系统,实现相关测量方法,并实验验证了该方法进行曲面产品测量的有效性。
1 曲面产品的计算机视觉测量原理
曲面产品的计算机视觉测量过程是以双目视觉理论为基础,以一定位置关系的左右两个摄像机采集的曲面产品图像作为信息来源。利用图像处理的方法获取产品表面辅助测量点的三维坐标,通过编程自动计算产品的参数值。基于计算机视觉的曲面产品测量主要包括产品测量图像和摄像机标定图像的采集、图像中测量点坐标的提取以及测量中摄像机模型参数的标定求解以及曲面产品参数的计算。基于计算机视觉的曲面产品测量技术的基本原理如图1所示。

图1 基于计算机视觉的曲面产品测量原理
从图1可以看出,测量系统的输入是三维曲面产品,输出是产品参数值。摄像机采集产品图像的过程就是将三维实体转换成二维灰度图像的过程,曲面产品实体到图像的映射过程可以用一个从三维实体空间到二维图像空间的映射关系表示[6-8]。曲面产品三维实体到摄像机采集的二维图像之间的映射过程如图2所示。
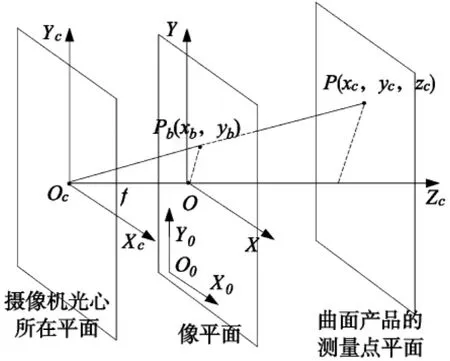
图2 曲面产品测量的成像关系图
在图中,坐标系Oc表示以摄像机的光心为坐标原点建立的坐标系,坐标系O0是以图像左上角为原点建立的坐标系,坐标系O表示以光轴与图像平面的交点为原点建立的图像物理坐标系,f表示镜头的焦距;空间一点P(xc,yc,zc)表示曲面产品表面上的任意一个测量标记点;Oc表示摄像机采集系统的光心,OcZc方向是摄像机的光轴方向;Pb表示三维测量点P的像点,(xb,yb)代表的是该点的图像物理坐标系坐标。对于实体上的任意一点P,根据三角形相似关系可以得到如下比例关系:
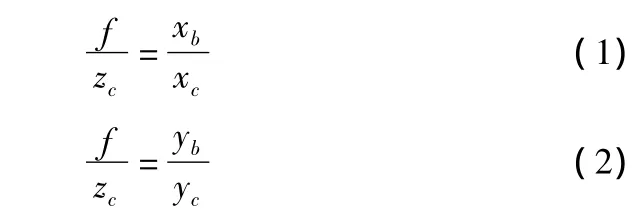
根据以上两式,在摄像机焦距f以及测量点像点的图像物理坐标系坐标(xb,yb)已知的情况下,通过两个方程是无法求得三个参数的解的。对于曲面产品上的任意一点P,如果同时知道其在左右两幅图像中的信息,那么就可以同时以上两式计算得到该点的三维坐标,为曲面产品参数的测量奠定基础。
2 曲面产品计算机视觉测量方法
2.1 曲面产品测量的系统结构
根据对曲面产品计算机视觉测量原理的分析,完成曲面产品测量的功能需要同型号工业测量相机两个、同型号光学镜头两个、数据处理计算机一台、摄像机固定设备和测量平台各一套,除此之外还需要自己开发的图像处理和曲面产品的数据处理算法和参数计算软件。
基于计算机视觉的曲面产品测量系统的结构如图3所示。

图3 曲面产品计算机视觉测量的系统结构图
摄像机L和摄像机R的光心位于同一直线上,两个摄像机的光轴垂直向下,且左右摄像机的光轴相互平行,光心距离测量平台的高度固定且一致,摄像机所在平面与测量平台所在平面平行,被测曲面产品的主要测量区域在摄像机的视场范围之内。在进行测量时被测曲面产品经人工辅助测量点标记后放置在测量平台上,左右两个摄像机设备固定于测量平台的上方,通过摄像机采集的图像存储在数据处理计算机中。
2.2 曲面产品测量的实现流程
在基于计算机视觉的曲面产品测量中,产品的图像包含了被测对象的相关信息,标定图像中包含了摄像机模型参数的相关信息。经过对这些信息的处理可以测量产品的参数[9-10]。曲面产品计算机视觉测量的流程如图4所示。

图4 曲面产品计算机视觉测量流程图
图中描述的曲面产品测量流程,主要包括:曲面产品测量图像采集、曲面产品测量图像处理、曲面产品图像采集摄像机标定、测量点三维坐标计算和曲面产品参数值计算。具体描述如下:
(1)曲面产品测量图像采集
在基于计算机视觉的曲面产品图像测量过程中,需要采集的测量图像包括左右摄像机采集的带标记点的被测产品图像和标准的标定模板图像。前者通过位置关系固定的两台摄像机在同一时间摄取。后者则是提前采集的,标定图像一般结构简单规则,可以采用均匀分布的、行列等间距的具有白色背景的黑色圆点表示。
(2)曲面产品测量图像处理
曲面产品图像处理的目的是为实体表面测量点二维像素坐标提取做准备。主要包括曲面产品图像的处理和标准标定模板图像的处理两个部分。前者可以得到测量点的二维图像坐标系像素坐标,并结合曲面产品图像测量点的特性实现测量点配准;后者则可以得到标定点的二维图像坐标系像素坐标,用于摄像机参数的标定求解。
(3)摄像机参数标定
在实际的测量过程中,由于相机和镜头等的误差,图像信息中存在着畸变,测量中需要建立非线性的成像模型,以标定模板中标定点的坐标为基础,通过对该模型的分析和参数的求解,使发生偏移的像点对测量点三维坐标计算的影响降到最低。
(4)曲面产品表面测量点三维坐标的计算
对于曲面产品表面上任何一个测量点:假设其在左图像中的像素坐标是(XL,YL),在对应右图像中的像素坐标是(XR,YR),记该点在以左摄像机光心为原点建立的三维坐标系中的坐标为(XC,YC,ZC),图像采集的有效焦距为f,两个摄像机之间的基线距为B。根据式(1)和式(2),可以得到三维坐标关系如下:

根据上式(3)可以计算得到:
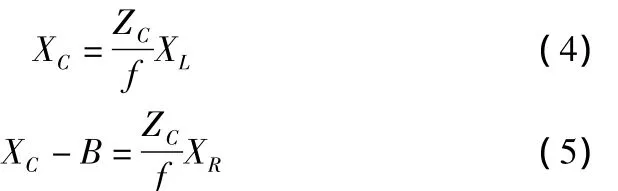
式(4)和(5)联立计算可以得到曲面产品表面测量点z方向的坐标:

(5)曲面产品参数计算
根据测量点三维坐标,计算出曲面产品表面多个测量点的三维坐标,以此就可以计算出曲面产品的相关参数。
3 实验验证
以本文研究的基于计算机视觉的曲面产品测量方法为基础,以小型的曲面产品为测量对象,用HiVision Dcam 100M工业相机进行图像的采集,使用Computar M1214光学镜头。考虑到测量过程中,测量点使用的是人工设计制作的辅助测量标记点,标记点与其背景对比非常明显,为图像处理提供了方便。
实验时在自然光和室内灯光照射条件下进行图像的采集测量。经采集的图像直接保存在通过USB数据线与工业相机连接的计算机上,在计算机上安装摄像机参数求解及测量点三维坐标计算的软件,并最终测量得到曲面的螺距值。

表1 曲面参数的计算结果
按本文的实验流程,实验测量得到的10组螺旋曲面螺距计算结果如表1所示。以10组值的平均值为标准,测量结果的绝对误差最大为1.3795毫米,最小为0.0685毫米,平均误差为0.6817,符合实际测量的需要。
4 结论
本文研究的基于计算机视觉的曲面产品测量方法可以实现曲面产品参数的测量,该方法以双目视觉理论为基础,通过引入曲面产品表面辅助标记点,以数字图像处理的方法计算得到测量结果,满足了曲面产品测量的实际需要。该方法不同于传统的接触式测量方法,能够降低测量成本并快速高效地进行曲面产品的测量,为曲面产品的测量提供了一种新的参考手段,对于曲面产品生产制造过程的自动化具有重要的现实意义。
[1]山海峰,刘函,郭吉丰.基于PLC的汽车电子燃油泵性能检测系统[J].机电工程,2013,30(7):793-797.
[2]国家自然科学基金委员会.工程与材料科学部机械与制造科学[M].北京:科学出版社,2006.
[3]曾志迎,贾育秦,袁金鹏,等.复杂曲面的五轴加工无干涉刀具路径生成技术研究[J].组合机床与自动化加工技术,2012(10):5-9.
[4]张建德,陆金桂.双目视觉三维数字化测量技术研究[J].组合机床与自动化加工技术,2011(2):1-4.
[5]潘武,张莉彦,徐俊成.基于机器视觉的工件的在线检测[J].组合机床与自动化加工技术,2012(7):75-79.
[6]赵小松,张宏伟,张国雄,等.摄像机标定技术的研究[J].机械工程学报,2002,38(3):149-151.
[7]吴敏,赵文礼,周芳.基于混沌理论的微弱信号检测及自跟踪扫频电路实现[J].机电工程,2013,30(7):815-819.
[8]Jiande Zhang,Jingui Lu,Hongliang Li,et al.Particle swarm optimisation algorithm for nonlinear camera calibration[J].International Journal of Innovative Computing and Applications 2012,4(2):92 -99.
[9]樊丽萍,柳和生,饶锡,等.逆向工程中点云数据配准方法[J].组合机床与自动化加工技术,2012(4):9-12.
[10]周平生.基于图像处理的精密测量关键技术研究[D].西安:西安电子科技大学,2010.
