高强钢焊接接头扩散氢行为研究
2013-08-29李兴霞崔国明翟德梅吴金杰
李兴霞,崔国明,翟德梅,吴金杰
(河南机电高等专科学校 材料工程系,河南 新乡 453002)
0 前言
扩散氢是导致焊接冷裂纹的主要原因之一,因此应严格控制焊缝金属中扩散氢含量,使其尽可能低[1-3]。扩散氢含量是评价焊接材料优劣的重要指标,近年来,随着大板厚、高拘束焊接结构、高强钢的应用,由扩散氢引起的开裂时有发生。所以测试熔敷金属扩散氢的含量十分必要[4-5]。国际焊接学会(IIW)将水银真空法列为测定熔敷金属中扩散氢的标准方法,但由于汞害的影响,这种方法实际很少采用,多数仍采用甘油法和色谱法。根据中华人民共和国国家标准GB/T3965-1995熔敷金属中扩散氢测定方法,甘油置换法与其他方法比较,其设备简单,操作方便,对人体无害,安全系数高,在扩散氢测定中被广泛应用[6-10]。
研究焊接接头扩散氢行为,对于高强钢制定焊接规范,选择合适的工艺参数,降低扩散氢对接头质量的影响都具有重要的现实意义。本研究旨在通过一系列高强钢熔敷金属扩散氢含量测试实验,研究焊缝熔敷金属扩散氢的逸出规律,我国高强钢焊接时普遍采用焊后消氢处理,又不确定消氢开始时间是否合适,以及消氢工艺是否可以取消以降低成本、提高生产效率等问题,提供一定的试验依据。
1 试验方法
1.1 试板尺寸
依照GB3965-1995,试板采用4号试样,尺寸为100 mm×25 mm×12 mm,引弧板、引出板尺寸为25 mm×25 mm×12 mm。
1.2 施焊环境
温度23.5℃,相对湿度78%
1.3 焊接工艺及测氢方法
(1)母材:20MnTiB。
(2)焊接方法:GMAW(熔化极气体保护焊)。
(3)测试方法:甘油法。
(4)焊丝型号:AWSA5.28 100S。
(5)焊丝直径:φ1.2 mm。
(6)保护气体组成:φ(Ar)80%+φ(CO2)20%。
(7)试板去氢处理:300℃,4 h;引弧板、引出板去氢处理:650℃,1 h。
(8)焊接电压24.4 V,焊接电流260 A,线能量:12.7 kJ/cm,焊接速度30 cm/min。
1.4 试验方法及过程
(1)室温下在焊接水槽上焊接。
(2)试板焊后2 s内放入水槽内摆动冷却,冷却约10 s后立即取出,用机械方法去除引弧板及引出板(榔头敲掉),清除飞溅物和熔渣,用抹布擦干,放入已充满甘油的收集器内,从试板焊完到放入收集器内,应在90 s内完成。
(3)收集扩散氢中,甘油温度须保持45℃±1℃。
(4)0.5 h,1 h,2 h,3 h,6 h,12 h,24 h,36 h,48 h,72 h时,准确读取气体量。在读数之前20 min,持续摇动收集器30~40 s,以便于成功收集吸附在收集器管壁和试样上的扩散氢。
1.5 测试装置及辅助设备
本研究按照GB3965-1995推荐的扩散氢测试方法进行,采用甘油法进行测试。测试装置见图1。为了保证焊接试板的焊接质量和冷却速度,试板焊接在专用焊接装置上进行,所采用的焊接装置见图2。该焊接装置上的试板夹持块采用内部带有水冷通孔的铜板制作,可以保证焊接过程中的良好冷却。试验中试板的焊接采用焊接机器人完成,有效保证了焊接过程中的焊接参数的稳定性。
3 试验结果与分析
3.1 熔敷金属质量
焊前、焊后对试板质量进行测量,结果见表1。

图1 恒温水箱与收集器Fig.1 Picture of thermostatic water tank and gas collector

图2 焊接水槽Fig.2 Picture of welding sink

表1 熔敷金属质量Tab.1 Deposited metal weight
3.2 焊后不同收集时刻的气体体积数
详细记录三个试样在不同时刻收集的气体体积,见表2。

表2 焊后不同放置时间收集的气体体积数VTab.2 Volume of collected gas with different resting time after welding 单位:mL
3.3 试验数据处理
处理试验数据,依照GB3965-1995试验标准推荐的公式进行计算

式中 HGL为甘油置换法测定的熔敷金属扩散氢含量(单位:mL/100g);V0为收集的气体体积换算成标准状态下每100 g熔敷金属中气体的体积数(单位:mL);V为收集的气体体积数(单位:mL);W为熔敷金属质量(焊后试样质量-焊前试样质量)(单位:g);精确到0.01 g;T0=273K;T=(273+t)(单位:K);t为室温(本次实验为23.5℃);P0=101 kPa;P为实验室气压(单位:kPa,简化为标准大气压)
(1)甘油置换法测定的熔敷金属扩散氢含量。
利用式(1)对不同时间的测试结果进行计算,结果见表3。
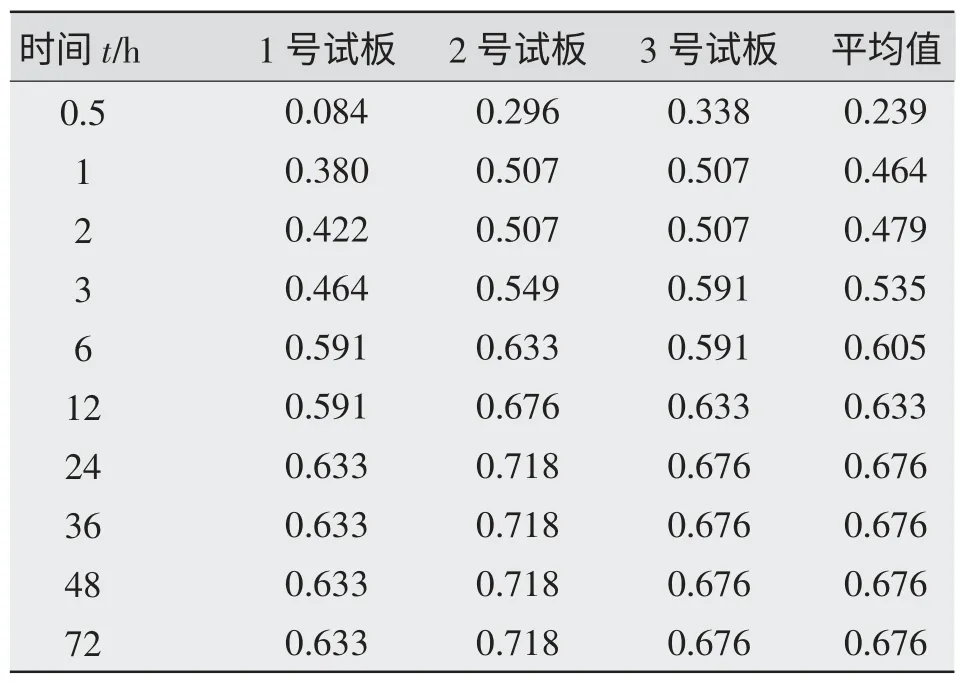
表3 甘油置换法测定的熔敷金属扩散氢含量Tab.3 diffusib le hydrogen content of deposited metal measured by Glycerine method 单位:mL/100g
(2)熔敷金属中扩散氢逸出规律。
为了明确表达表1~表3中的测试结果,将测试结果做成图3。从图3中可以看出在试板装瓶后0.5~12 h时,扩散氢的逸出速度是很快的,逸出量也是比较大,可以达到总逸出量的90%,在12~24 h这一时间区间内,扩散氢逸出速度变慢。在24~72 h时间内,扩散氢逸出量基本维持不变。由此说明,在焊接后24 h内,熔敷金属中的扩散氢已经逸出怠尽。
4 结论
(1)本研究中采用的扩散氢测试方法为甘油测试法,由于甘油法本身的测试精度问题,所获得的扩散氢含量绝对值可能存在一定的偏差,但在一定时间内的扩散氢逸出规律是比较准确的。

图3 熔敷金属中扩散氢随时间逸出曲线Fig.3 Escaping curve of diffusible hydrogen content of deposited metal with time
(2)通过甘油法研究,发现焊后焊接接头中的扩散氢含量随放置时间的延长而变化,0.5~12 h时间区间时,扩散氢的逸出速度很快,逸出量比较大,可以达到总逸出量的90%;在12~24 h这一时间区间内,扩散氢逸出速度变慢;在24~72 h时间内,扩散氢逸出量基本维持不变。
(3)本研究结果对高强钢焊后是否需要消氢处理有重要参考意义。结果表明如果进行消氢处理则必须在焊后尽快进行,否则消氢处理的意义不大。
[1]张文钺.焊接冶金学[M].北京:机械工业出版社,1999.
[2]王毛球,董 瀚.氢对高强度钢缺口拉伸强度的影响[J].材料热处理学报,2006,27(4):57-60.
[3]于启湛.钢的焊接脆化[M].北京:机械工业出版社,1992:50-53.
[4]张文钺.焊接冷裂敏感性的有效扩散氢及氢扩散因子[J].焊接学报,1991,12(3):129-135.
[5]庞顺强.金属中的氢分析技术[J].材料开发与应用,1995,10(2):41-43.
[6]王晓东,文九巴.低合金高强度焊接结构钢扩散氢的研究进展[J].洛阳工学院学报,2002,23(2):16-20.
[7]刘全印,畅保钢.关于焊接材料扩散氢含量检测实验的讨论[J].焊接技术,2011,40(4):52-54.
[8]刘忠杰,肖 桐.焊缝金属中可扩散氢含量的试验研究[J].兵器材料科学与工程,2003,26(5):44-45.
[9]GB/T 3965-1995,熔敷金属中扩散氢测定方法[S].
[10]陈春焕,从国志.焊接熔敷金属中扩散氢的色谱法试验研究[J].理化检验-物理分册,2002,38(9):391-393.
