X80管线钢螺旋埋弧焊管性能分析
2013-08-29李龙庆李大东
李龙庆 ,李大东,王 艳
(1.西华大学 材料科学与工程学院,四川 成都 610039;2.攀枝花钢铁研究院,四川 攀枝花 617000)
0 前言
管道作为石油、天然气的一种经济、安全、不间断的长距离输送方法得到了巨大的发展,同时随着天然气管线输送压力的提高,对管线钢管的强度、韧性要求也随之提高[1]。在西气东输二线管道工程中,中国首次大量应用X80管线钢,并且大多采用TMCP工艺制造,微合金元素以Mo为主,加入了少量的V、Ti、Nb等元素[2],使管线钢的强度得到提高。然而在管线钢焊接过程中,热循环使焊缝和热影响区的组织性能发生很大的变化,主要是脆化和软化,严重影响了焊接接头的性能。本研究在焊接材料和工艺参数的基础上,深入研究X80管线钢螺旋钢管的焊接接头性能,为其在长输入管道建设提供必要的理论依据和技术支持。
1 试验材料和方法
试验钢板为X80管线钢,厚18.4mm,宽1550mm,其化学成分和力学性能分别见表1和表2;螺旋焊管的焊接方法为自动双丝埋弧焊,双丝距离约100mm,前DC,后AC分布,焊接材料为BG-H06H1焊丝+BG101H1焊剂,采用双面焊接,X形坡口,焊管尺寸内径1 219 mm,螺旋埋弧焊工艺为:内焊1—DC,焊接电流1280A,电弧电压34.7 V;内焊2—AC,焊接电流440 A,电弧电压37 V;外焊1—DC,焊接电流1 450 A,电弧电压34.7 V;外焊2—AC,焊接电流440 A,电弧电压35 V。
将焊接试样按照GB/T 229-2007要求加工成10 mm×10 mm×55 mm的V形缺口冲击试样,在RPSW-300型示波冲击试验机进行试验,同时利用光学显微镜(OM)观察焊接接头的焊缝、HAZ和冲击断口形貌,硬度试验和弯曲试验分别在HBV-30A型维氏硬度计和WE-60型液压式万能材料试验机上进行。
2 试验结果和分析
2.1 焊接接头金相组织
由图1可知,螺旋管道的焊接接头包括内、外焊缝及所重叠的区域,内焊缝和外焊缝组织形态类似,都是呈柱状晶和少量的等轴晶向熔合区延伸(见图1b)。与熔合线不同的是,虽然热影响区的区域很窄(见图1a),但是对接头冲击性能有很大的影响,有研究表明,相对母材,单道焊的粗晶区韧性损失为20%~30%,而对多道焊的临界粗晶区的韧性损失甚至可达60%[3]。
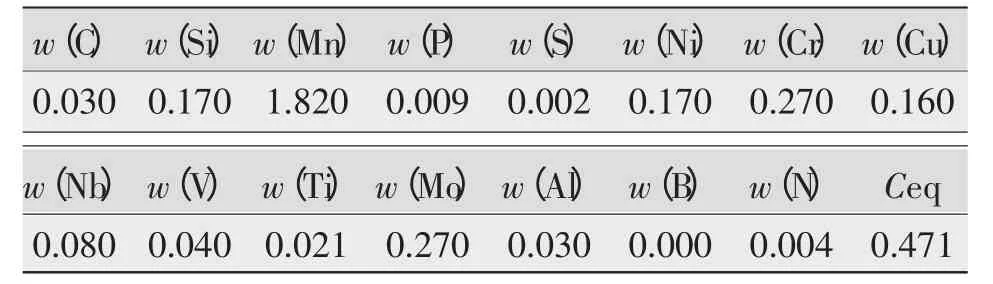
表1 X80管线钢化学成分 %

表2 X80管线钢的力学性能

图1 实际焊缝区域分布
2.2 低温冲击试验
在焊接接头的焊缝中间位置和距离熔合线0.5 mm、内焊缝表面下2 mm处加工VHT冲击试样,并且在0℃、-20℃、-40℃下对试样进行冲击试验,冲击吸收功的平均值(受焊接热量传递的影响,焊接热影响区呈现一种不同区域组成的梯度组织,而且各个区域都非常狭窄,因此目前工程上进行冲击试验所获得热影响区的冲击韧度实际上是母材、焊缝和热影响区性能的平均值[4])如表3所示。与母材相比,焊缝和焊接热影响区的低温冲击韧性显著下降,同时随着温度的下降,焊缝和焊接热影响区的冲击吸收功都随之下降,并且在-40℃时下降比较明显,其中HAZ在-40℃时冲击韧性值很低,不宜在-40℃环境下服役,由于在焊接过程中受到热循环的作用,焊接热影响区的组织发生了很大变化,粗晶区的裂纹萌生功和裂纹扩展功随着温度下降的幅度增大,导致低温冲击吸收功下降较快,同时也说明了此焊接接头的韧脆转变特征很显著。
2.3 硬度分析
焊接接头的硬度测试点位置和各个位置的硬度值分布如图2、图3所示。可以看出内焊接头的硬度变化比较平缓,外焊接头的硬度在焊缝近HAZ附近出现陡降现象,主要是由于焊接热输入的不稳定性造成局部硬度值的变化,中间接头处的硬度整体偏小,与母材相比,焊接HAZ的硬度均呈下降趋势。可见在焊接热循环的作用下晶粒粗大导致HAZ软化,总的来说焊接接头硬度值满足X80高强度管线钢焊接最大允许硬度275HV10的要求。
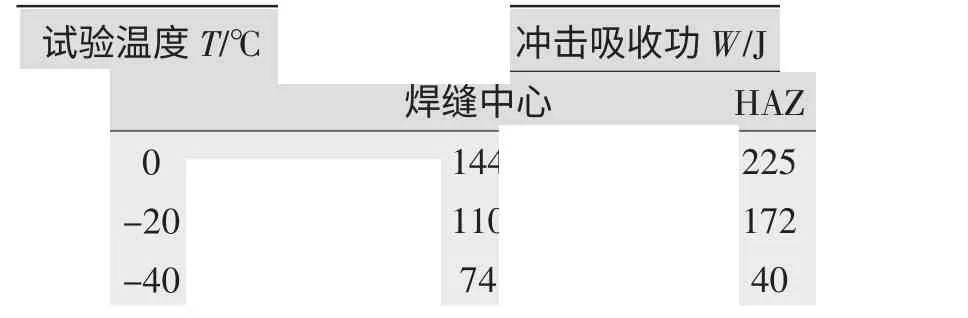
表3 焊缝和HAZ低温冲击吸收功

图2 焊接接头硬度测试点
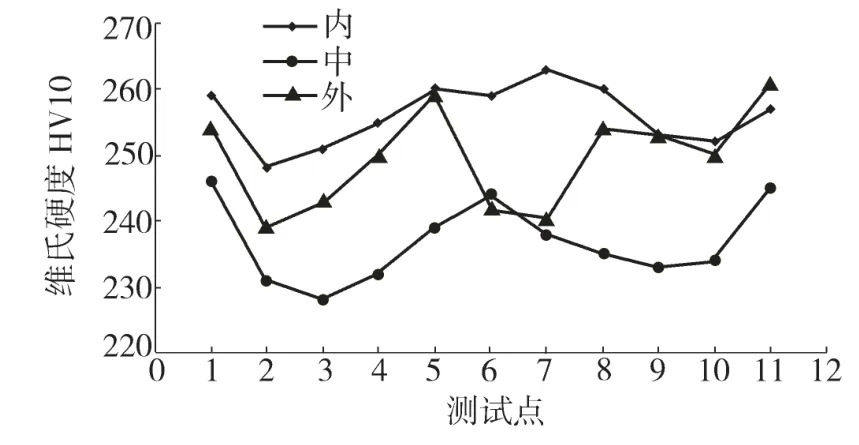
图3 焊接接头硬度变化曲线
2.4 导向弯曲试验
在试件上取焊缝横向面弯和背弯试样在WE-60型液压式万能材料试验机上进行,根据西气东输二线用螺旋焊管弯曲试验执行《西气东输二线工程用螺旋埋弧焊管技术条件》,试样的受试宽度为38.1±0.5mm,弯曲角度180°,弯心直径110 mm,试样厚度18.4mm,试验后试样表面没有产生明显缺陷和裂纹,符合标准要求,说明此焊接工艺下的焊接接头性能良好。
3 结论
(1)根据制定的X80管线钢螺旋埋弧焊工艺,对得到的焊接接头进行冲击韧性、硬度和导向弯曲试验,分析了焊缝和HAZ的性能均满足标准要求。
(2)由于在-40℃的条件下进行低温冲击试验焊接热影响区发生脆性断裂,所以此工艺下得到的焊接接头不宜在-40℃的环境下服役,应当进一步改善和优化焊接工艺参数。
[1]王茂堂,何 莹,王 丽,等.西气东输二线X80级管线钢的开发和应用[J].电焊机,2009,39(5):12-14.
[2]赵海宏.西气东输二线X80管线钢焊接应用技术[J].金属加工,2012(4):6-14.
[3]徐学利,辛希贤,智彦利,等.X80管线钢焊接二次热循环粗晶区的韧性和显微组织研究[J].机械工程材料,2005,29(12):49-52.
[4]熊庆人,高惠临,霍春勇,等.X80管线钢焊接热影响区的韧性[J].机械工程材料,2007,31(4):29-33.
