提升飞轮壳数控加工效率
2013-08-23新兴重工湖北三六一一机械有限公司颜志军
新兴重工湖北三六一一机械有限公司 曹 俊 颜志军
随着数控设备在机械制造行业中的应用越来越普遍,对于汽车零部件产品,种类繁多,结构多样,批量大,如何使数控设备发挥更高效的作用呢?
加工中心对于面、孔系较多的零件,切削方案的合理选择至关重要。一般原则如下:先面后孔,先粗后精,先大余量后小余量;同一把刀具尽量完成该刀具需要加工的部位再换刀,减少换刀次数节约换刀时间;对于螺纹孔系在使用定心钻定位时要考虑倒角的要求,直接让定心钻加工深度至倒角位置;周边孔系数目繁多,在不换刀的前提下,通过四轴旋转工件,加工所有能加工的部位。
下面结合我们公司生产的一款飞轮壳,飞轮壳齿轮室面孔系的加工和周边孔系及面的加工进行切削方案的探讨:
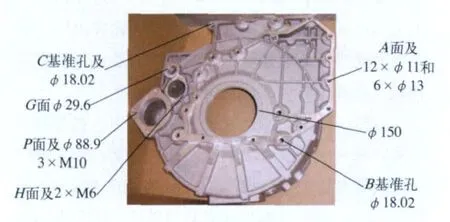
飞轮壳齿轮室面切削方案:同一把刀具粗、精铣削基准面A及P、G、H台阶面;定心钻确定基准孔B、C位置及其余孔系位置(螺纹孔定心+倒角);粗镗校正毛坯预留孔φ150mm、φ88mm、φ29.6mm,加工至保留半精镗及精镗余量;分别用带倒角的组合刀具半精镗及倒角φ150mm、φ88mm、φ29.6mm孔;钻其余孔系12个φ11mm、6个φ13mm;钻基准孔B、C底孔,扩孔至保留精镗余量;精镗孔器精镗B、C基准孔;螺纹孔攻螺纹。
飞轮壳周边切削方案:铣削W面,通过四轴旋转工件90°铣削F面,旋转工件45°铣削S面,旋转工件45°铣削SS面,旋转工件45°铣削E面;使用定心钻确定所有面的孔系位置(普通螺纹孔定心+倒角);钻W面M8底孔,旋转工件钻S、SS面旋转工件钻所有M8底孔;工件旋转钻E、F面M12底孔;旋转工件对所有M8、M12攻螺纹;工件旋转,钻、倒角、攻螺纹W面上的3/4-14NPTF孔。
飞轮壳在我公司的生产量逐渐扩大,曾经很长一段时间不能满足客户的需求量,后来经过生产、技术、工艺的集体攻关,按照上面的切削方案进行优化加工,经过一段时间的摸索已经大大地提高了生产效率,赢得了客户的好评。