浅谈宏程序在孔系加工中的应用
2015-01-07陆升起
陆升起
摘 要:本文简单的介绍了宏程序的概念,以及宏程序中的各种符号和式子的含义。通过对孔系的加工实例来显示出宏程序的优点。
关键词:宏程序;变量;孔系
随着各种加工软件的出现,手工编程已经慢慢的淡出人们的视线,但对于一些比较简单的加工图形来说我们仍然很乐意选择采用手工来编写程序。宏程序应用灵活、形式自由、具有计算机高级语言的表达式、逻辑运算及类似的程序流程,实现了普通编程难以实现的功能。用户宏功能是用户提高数控机床性能的一种特殊功能,在相类似工件的加工中巧用宏程序将起到事半功倍的效果。对于大量相同加工、椭圆、抛物线、双曲线的程序编写,宏程序是最佳的选择。
1 宏程序的概念
宏程序(Macroprogram)是指通过变量的计算和变量之间的逻辑运算来加工的程序称之为宏程序,也是变量的组合。是一种可以灵活、方便运用的程序,只要改其变量的值,即可以完成形状类似不同的加工和操作。宏程序可以简化程序的编制,提高工作效率。宏程序也可以像子程序一样用一个简单的指令调用。宏程序可以分为A类宏程序和B类宏程序。其中B类宏程序也是我们在生产加工中最常用到的宏程序类型。
1.变量的表示方法
在常规的主程序和子程序中,经常把一个具体的数值赋值给一个地址。
(1)变量的表示一般是用变量符号#+变量号。
宏程序最主要的组成部分是转移和循环。其中转移是指当条件未达到加工要求程序会自动跳转到指定的程序段重新进行加工,通常我們用GOTO来执行跳转指令。循环则是通过自己设置的特定格式的符号来完成的,例如N10 N20 N30 N40 N50……
2 根据图纸图形要求确定加工工艺
3 分析工艺过程
过程包括:
1.准备材料;
2.确定需要加工的工件内容;
3.对零件的图纸进行工艺分析;
4.选择并制定加工工艺方案;
5.选择适合的数控加工机床;
6.分析确定加工路线;
7.选择合理的切削参数;
8.编写加工程序,并进行模拟仿真和修改;
9.开始零件加工。
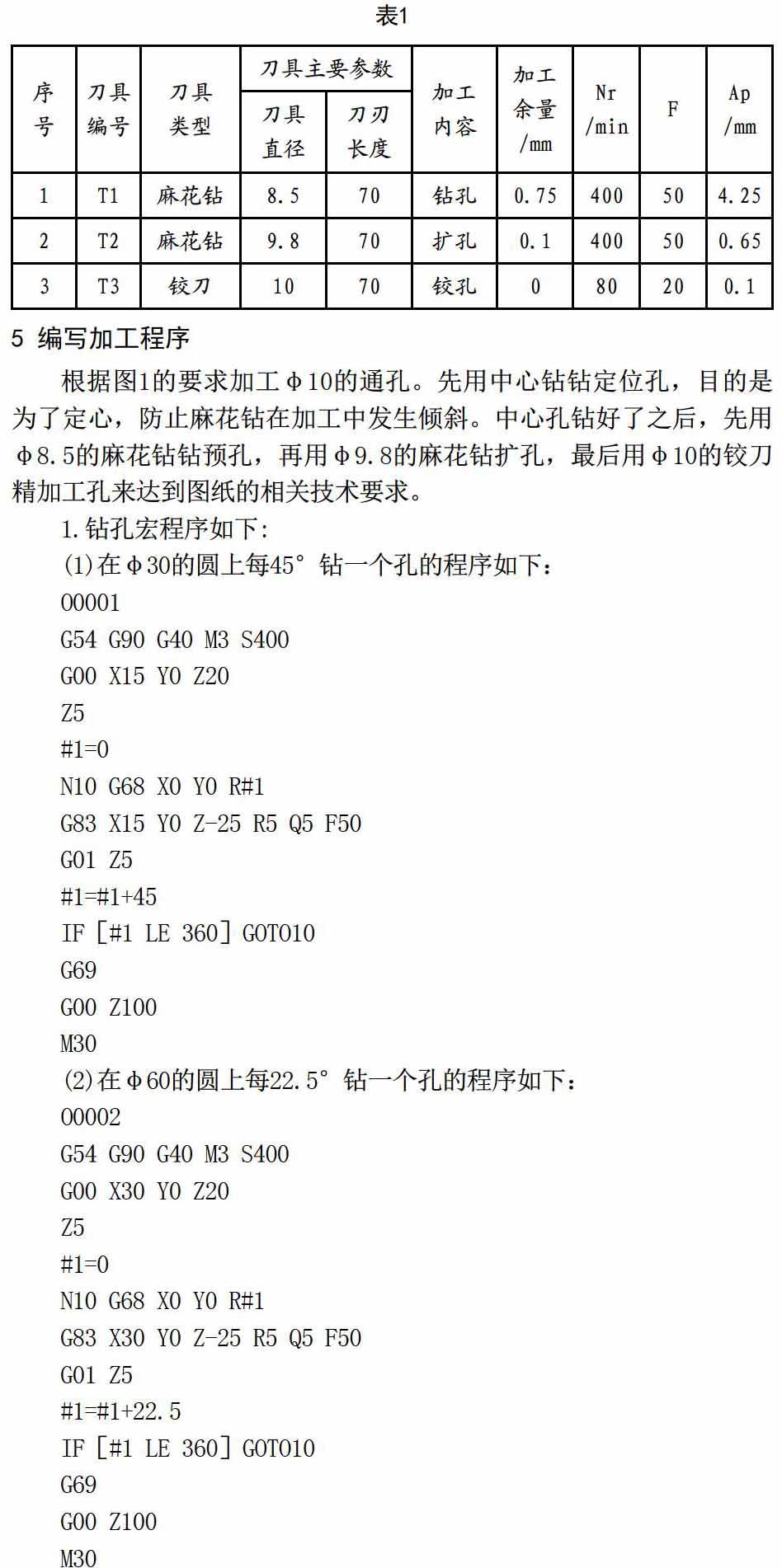
4 制定相关工艺卡如表1所示
5 编写加工程序
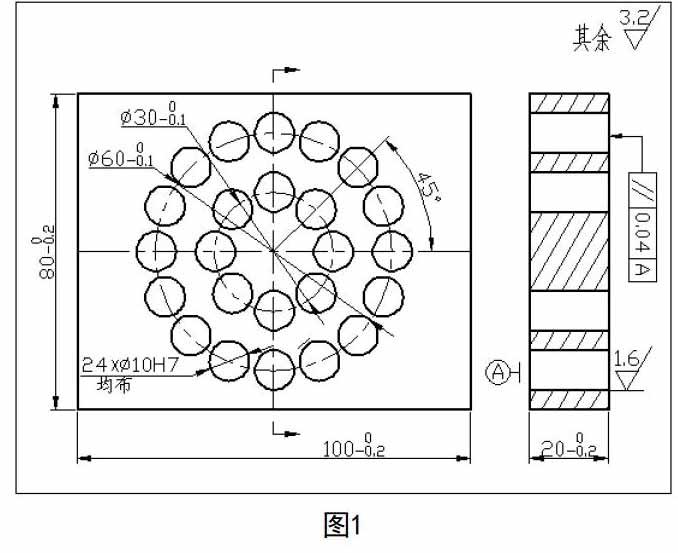
根据图1的要求加工φ10的通孔。先用中心钻钻定位孔,目的是为了定心,防止麻花钻在加工中发生倾斜。中心孔钻好了之后,先用φ8.5的麻花钻钻预孔,再用φ9.8的麻花钻扩孔,最后用φ10的铰刀精加工孔来达到图纸的相关技术要求。
用φ8.5的麻花钻钻好预孔之后,需要更换钻头,我们可以选用φ9.8的麻花钻再进行扩孔。换完钻头之后我们首先应该要做的就是对刀,因为在加工的过程中工件没有拆卸移动,所以X、Y 轴方向可以不用再进行对刀,只需要测量设置Z坐标轴就可以了。加工程序仍然可以选用上述钻孔程序。最后再用φ10的铰刀进行铰孔精加工,以此来达到孔的技术要求。
2.用铰刀进行精加工的程序如下:
当然这个工件也可以用调用子程序的方法加工出来,对于子程序的调用这个方法来说它有一定的局限性。如图1所表示的那样,在φ30圆的一周钻孔每45°钻一个φ10的孔,一周需要钻8个孔。如果用子程序调用的方法来加工,在主程序里面就要编写调用8次子程序才可以完成;在φ60圆的一周钻孔每22.5°钻一个孔,要调用16次子程序才可以完成,程序编写较为麻烦。然而不同的是,如果我们选择编写宏程序加工的话,我们的编程量会大大减少,只需设置好程序变量就能编写出简单的程序。不需要花大量的时间和精力来编写主程序与子程序。这样既提高了效率又避免了不必要的错误。
参考文献
1.徐国权.《机床结构编程与操作》 江苏盐城技师学院,2013.07
2.陈海舟《数控铣削加工宏程序及应用实例》机械工业出版社,2011.01
