高效数控加工经验谈
2013-08-23大连里瓦泵业有限公司工程师陈广有
金属加工(冷加工) 2013年14期
大连里瓦泵业有限公司工程师 陈广有
零件制造过程的高质量、高效率、低成本的目标是制造业和制造技术发展的一个永恒的主题。如何更好地使用数控设备提高效率,减少零件的加工时间,从以下几点谈谈我们的实践经验。
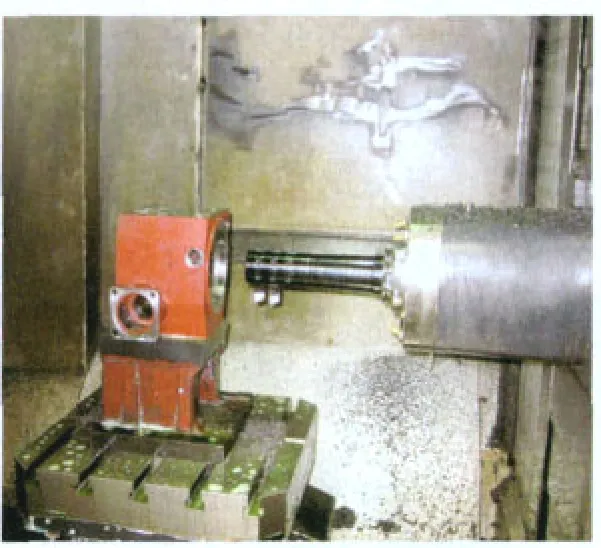
我们公司使用的中捷TH6550卧式加工中心,主要是加工箱体,孔的加工相对多些,复合刀具的使用比较多,将孔的粗加工、半精加工、倒角使用一把刀完成,每次换刀需要11s,这样可以减少22s的换刀时间,减少刀具费用。如附图所示箱体φ47JS7孔,使用复合刀具后,加工时间由最初的4min减少至2min。
刀片的合理选择与切削用量的正确使用:根据加工的材质,选用适合的涂层,现在我们公司用的山高刀片,TM200M涂层加工范围比较广,碳钢、铸铁都能加工,这种刀片在使用时,寿命不是特别的理想,更换刀片的周期比较短,直接影响加工的效率。从我们的使用效果来看,TM150M涂层加工铸铁效果更好些,这种涂层是仅用于加工铸铁和球墨铸铁。
零件的装夹方式,也会影响效率的提高。图示零件,三个方向上有孔:φ47mm、φ110mm、φ130mm,其中φ47mm与φ130mm是蜗轮和蜗杆孔,使用φ110mm孔定位,使用勾形压板在内部压紧,减少振动,方便加工。若在外部压紧,箱体内部都是悬空的,刀具加工平面时,切削深度会受到限制,平面需多次加工才能完成。