环氧树脂浇注垫板系统的接触刚度分析和动刚度试验
2013-08-21靖红顺徐北平
靖红顺,许 锐,徐北平
(武昌造船厂集团有限公司,湖北 武汉 430060)
0 引言
环氧树脂垫板是指由环氧树脂和数种填料组成的基料,与一定量的固化剂混合均匀后,浇注在机座与基座之间的模框中,并在一定温度下固化形成的固体支承件。20世纪90年代末,世界上已有80%以上的修造船舶中采用该项新型材料和新工艺。我国修造船业也掌握了浇注型环氧树脂垫板的工艺特点和技术关键,在主、辅机和甲板机械的安装、轴系的校中,美人架的定位等方面不断有所采用[1]。本文对垫板的接触刚度进行了分析,对3种浇注型环氧树脂调整垫板与典型隔振器组合件进行了动刚度测试,并与传统的金属垫板的动刚度作了比较,为环氧树脂浇注垫板的实船应用提供参考。
1 环氧树脂垫板浇注工艺与样品浇注试验
1.1 试验依据、工艺要求与浇注工艺流程
在我国船舶行业标准《船用环氧基座垫板技术条件》(GB/T3514-92)中,对环氧树脂调整垫板的制作提出了明确要求:①环氧树脂垫板浇注工作区域周围应干燥,浇注时应避免周围环境有敲击、打磨、电焊、气割、浸水以及吊装重物等操作;②为修正环氧树脂垫板因上层设备和垫板本身的自重及底脚螺栓预紧力的作用产生的压缩变形,在浇注工作前,应预留其厚度的0.001倍的压缩量[2];③浇注时,尽量保证环氧树脂垫板上、下表面与其接触面的温度和环氧树脂基本相同,防止局部温差过大造成变形不均匀。
环氧树脂浇注之前,还应检查所需材料配套的完整性及存储有效期,并将环氧树脂置于20℃ ~25℃温度下至少12 h,使其受热均匀,具有良好的流动性与固化速率。浇注流程如图1所示。

图1 浇注施工工艺流程Fig.1 Casting technology process
根据某船舱内浮筏隔振器基座调整垫板的实际尺寸,用泡沫软塑料条与扁钢制作内框尺寸为270 mm×250 mm×75 mm的垫板模框,如图2和图3所示。
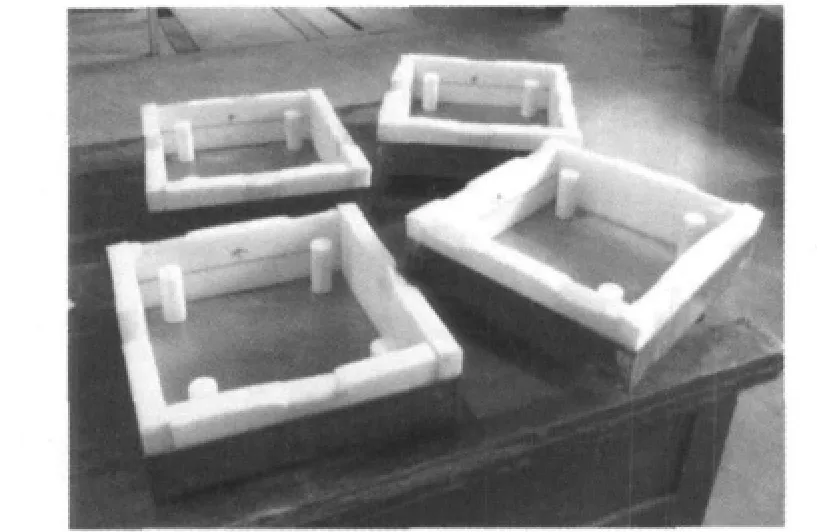
图2 安装海绵围挡的浇注模框图Fig.2 Practical mold frame of the sponge fender
1.2 环氧树脂垫板样品浇注试验与现象分析
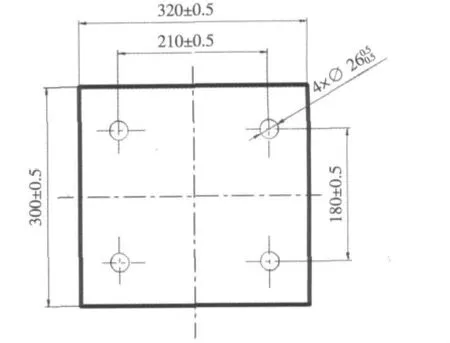
图3 浇注试验模框平面尺寸图Fig.3 Plane size of the casting mold frame
经对环氧树脂材料广泛调研与对比分析,确定本试验的3种浇注型环氧树脂垫板材料牌号为国产JN-120A、德国的Epocast 36和美国的Chockfast Orange[3-4]。
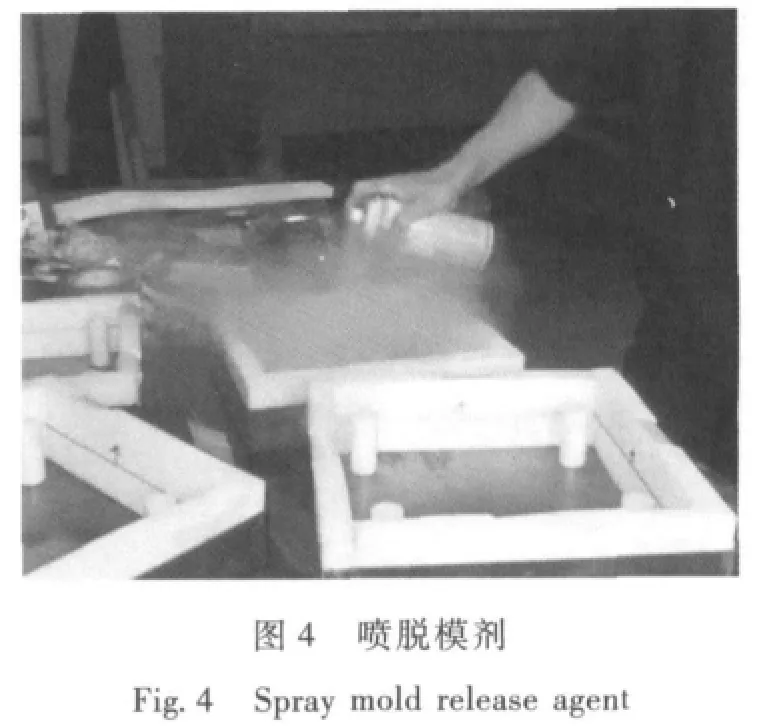
环氧树脂浇注前,记录环境温度,对模框喷脱模剂 (如图4所示),在环氧树脂桶中定量加入固化剂并搅拌均匀。
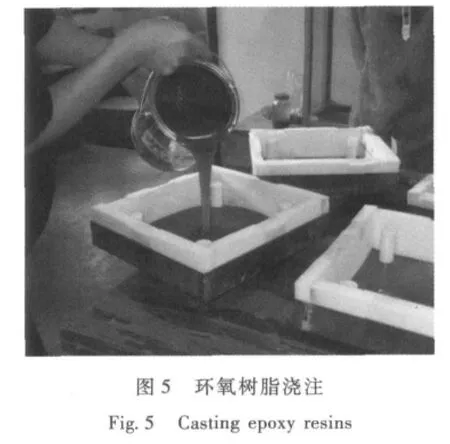
试验时,按照图5所示浇注方法分别对同种类型的环氧树脂浇注3个,并分别记录为J-Ⅰ,J-Ⅱ和J-Ⅲ。浇注J-Ⅰ时,保持液态树脂从模框中间开始流入,让其依靠自身的流动性填满整个模框。由于液态环氧树脂流动性不强,浇注后液面四周的高度要略低于中间部分,至达到均匀状态需要较长时间,不利于垫板高度的控制,因此,在浇注J-Ⅱ,J-Ⅲ时,浇注口不再固定,而是在模框范围内进行移动,使液面高度尽量达到一致。浇注好后,用便携式温度计定时测量并记录环氧树脂材料表面温度。
在浇注过程中发现,刚浇注完时液面均匀而光滑,随后液面上逐渐产生若干大小不同的小气泡。固化放热过程中,因3种环氧树脂垫板的固化时间不一致,故不同环氧树脂材料在同一时间段温度升高也不同。对3种不同的环氧树脂浇注试验表明,Epocast 36、Chockfast Orange浇注料的流动性要好于JN-120A浇注料;材料的放热速度、放热达到的最高温度、放热时间长短排序依次为:Chockfast Orange环氧树脂垫板>Epocast 36环氧树脂垫板>JN-120A环氧树脂垫板。3种不同牌号的环氧树脂材料浇注完后,均需经过48 h冷却固化,使其形成固态环氧树脂调整垫板。
2 垫板系统的接触刚度分析
2.1 接触刚度与影响接触刚度的主要因素
垫板系统的静刚度是由结构刚度和结合面间的接触刚度组成。依据接触变形原理,表面接触变形δ与压强P的基本关系式为[5]
式中:C,m为与接触表面状态有关的常数,C为系数 (钢试件为4~60,铸铁试件为10~130),m=0.3~0.5。如压强的增量为Δp,二者表面接触位移量为Δδ,则二者比值即为接触刚度K,

连接件之间结合面的数目对接触刚度有直接影响。结合面的增多将增大其接触刚度,从而使得剩余紧固力减少,加强了振动,严重时会导致底脚螺栓断裂,影响机器正常工作。在其他条件相同的情况下,2个连接件之间的结合面越少,越能保证螺栓联结具有更大的剩余紧固力。最理想的情况是只有1个结合面。但是,机器设备必须按照基准精确定位,因而在机座和基座之间必须有垫板 (垫块)作为补偿件,所以工程实际中的最好情况是有2个结合面。
影响接触刚度的还有诸如结合面的结构形式及尺寸,结合面的材料、加工精度及粗糙度,结合面的工作状况 (面压分布及中间介质等),螺栓数目及其分布等因素[6]。
2.2 结合面的接触应力和接触变形分析
2个物体相互压紧时,在接触区附近产生的应力和变形,称为接触应力和接触变形。接触应力和接触变形具有明显的局部性,随着离开接触处的距离增加而迅速减小。当金属垫板表面受载相互接触时,最先接触的部位是一些局部凸起部位 (见图6)。当压强很小时,2个接触面之间只有少数高点接触,即微凸体接触,接触刚度较低。压强较大时,这些微凸体产生了弹性或塑性变形,接触面积增大,接触刚度提高。但2个表面的真实接触仍然仅发生在部分微凸体之间。实际接触面积所占名义接触面积的比例s通常很小(大约1%~10%)。即使经过精加工的精度样板块,其实际接触面积也只有名义接触面积的20%~30%。

式中,Aδ为实际接触面积 (微凸体进入接触的面积),(a×b)为名义接触面积。结合面的接触刚度又与材料的强化程度、不平度高度的大小及其分布情况有关。所以,对于调整垫板表面之间的接触刚度不是一个定值,如式 (1)所示,δ与P不是线性关系。
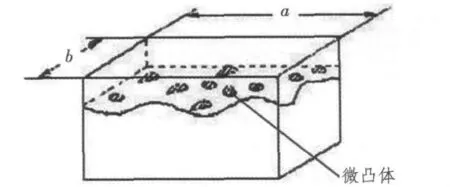
图6 实际接触面积示意图Fig.6 Actual contact area
采用浇注型环氧树脂垫板,不仅免去了对垫板表面的机加工,提高了加工效率,而且其粘度低,表面张力小,浇入后能填满机座面上的任何凹坑,理论上接触面积可达100%。在大多数情况下,由于实际接触面积接近或等于名义结合面积,所以变形与压缩载荷之间呈线性关系,提高了结合面的接触刚度。由于整个贴合面都承受载荷,接触应力能够比较均匀地分布在整个贴合面上,因此浇注型环氧树脂垫板的机械强度较高。
3 垫板系统的动刚度测试
3.1 动刚度试验方法
对包括金属材料在内的4种材质调整垫板与典型隔振器的组合件进行动刚度测试,试验采用MTS landmark370.50试验系统 (见图7),依据美国军用标准MIL-M-24476B计算垂向动刚度。
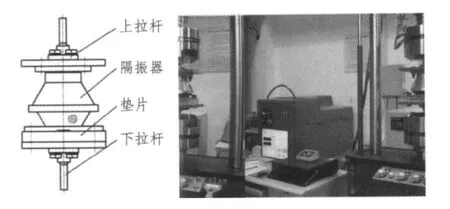
图7 动刚度测试Fig.7 Dynamic stiffness test
测试激振峰值为0.2,0.6和1.0,激振频率为6.0,7.0,8.0,9.0,10.0,循环次数分别为 60,70,80,90和100次。
3.2 动刚度试验结果与分析
试验分别对同一种材料的3块样板进行测试,取平均位移阻抗,测试结果如表1。

表1 4种材料调整垫板与隔振器组件平均位移阻抗Tab.1 Average displacement impedance of the combined vibration isolator with four kinds of material adjustment plate
根据安装4种不同材质调整垫板的隔振器系统试验测试结果,绘制出在不同激振峰值时平均垂向位移阻抗的动刚度与激振频率之间的关系曲线,如图8所示。

图8 安装不同材料垫板的隔振器系统动刚度对比Fig.8 Dynamic stiffness contrast of the vibration isolator system with different kinds of material adjustment plate
由图8可看出,4种材质垫板与隔振器组件动刚度随激振频率的增大而增大。随着激振峰值的增大,动刚度和激振频率的线性关系越明显。在同一激振峰值和激振频率下,金属垫板和典型隔振器组件的动刚度最大,Chockfast Orange环氧树脂调整垫和隔振器组件动刚度最小,但几种材质的垫板和隔振器组件的动刚度的变化范围不到2.5%。
4 结语
根据以上对环氧树脂性能与浇注垫板工艺试验,以及动刚度 (位移阻抗)的测试研究,可得结论如下:
1)4种材质垫板与隔振器组件动刚度随激振频率的增大而增大。随着激振峰值的增大,动刚度和激振频率的线性关系越明显。
2)在同一激振峰值和激振频率下,金属垫板和典型隔振器组件的动刚度比3种环氧树脂材料和典型隔振器组件的动刚度大,Chockfast Orange环氧树脂调整垫和隔振器组件动刚度相对最小,但几种材质的垫板和隔振器组件的动刚度的变化范围不到2.5%。
3)环氧树脂浇注型调整垫板的加工工艺比金属调整垫板加工工艺简单、实用,加工周期短,可提高加工效率,经验证后可应用于机械隔振系统中。
[1]王仙,李天匀,朱翔,等.浇注型环氧树脂垫片特性及在我国船舶中的应用[J].中国舰船研究,2009,4(4):61-67.WANG Xian,LITian-yun,ZHU Xiang,etal.The characteristics of pouring epoxy resin cushion and its application in ships[J].Chinese Journal of Ship Research,2009,4(4):61 -67.
[2]余宪海.船舶主机机座环氧树脂垫片可靠性与经济性研究[J].广州航海高等专科学校学报,2000(2):17-22.YU Xian-hai.The research on the reliability and economics of the epoxy resin shim of diesel main engine in a vessel[J].Journal of Guangzhou Maritime College,2000(2):17 -22.
[3]陈朴.JN-120A浇注型环氧机座垫片的使用[J].造船技术,1997(2):32-37.CHEN Pu.Application of JN -120A epoxy pouring spacer for engine seals[J].Marine Technology,1997(2):32-37.
[4]陈列峰.环氧树脂垫片应用于甲板机械的设计及经济性[J].广州航海高等专科学校学报,1999(2):18-21.CHEN Lie-feng.Design and economication of epoxy resin in the deck machinery[J].Journal of Guangzhou Maritime College,1999(2):18 -21.
[5]叶伟强,余宪海,余剑翔.船舶主机机座垫片的接触刚度研究[J].中国修船,2000(4):23-24.YE Wei-qiang,YU Xian-hai,YU Jian-xiang.Research for contacts rigidly of main engine base gasket[J].China Shiprepair,2000(4):23 -24.
[6]张松鹤,张全.船舶主机安装采用环氧树脂垫块的分析[J].造船技术,1993(6):17 -27.ZHANG Song-he,ZHANG Quan.An analysis of epoxy chocks used installation of main engine[J].Marine Technology,1993(6):17-27.
