水密电缆与不锈钢接头的粘合性能
2013-08-21贺学明龚亚军徐铁强
贺学明,刘 锋,龚亚军,向 超 徐铁强
(1.武汉第二船舶设计研究所,湖北 武汉 430064;2.海军驻某地军事代表室,湖北 武汉 430064;3.中国人民解放军92337部队,辽宁 沈阳 110001)
0 引言
在水密传感器的设计中,常常要考虑到水密电缆橡胶护套与金属接头的粘合问题,因为此处往往是强大水压环境下海水泄漏的薄弱环节,故首先应考察橡胶与金属的粘合强度,而且还应重视耐海水腐蚀及耐天候老化。橡胶与金属的粘结可大致分为直接法(使未硫化胶与金属叠合,在硫化时粘合的方法)和间接法(金属表面使用粘合剂后再与未硫化胶叠合,在硫化时使其粘合的方法)2种。除特殊用途外,一般多数场合采用的是间接法。
关于金属/下涂层粘合剂的粘合机理,尚无确定的结论。文献[1]认为,除了锚固效应、按扣效应等物理结合外,可以认为,在酚醛树脂类下涂层粘合剂与金属之间可能存在氢键或更强的结合。粘合剂分子是具有较多极性基因的高聚物,可以期望其产生氢键。而作为更强的结合,可以认为钢材表面最外层的Fe2O3在硫化粘合反应时还原生成(RCOO)2Fe这种二价化合物而产生粘合。文献[2]认为,实现热硫化粘接的机理为:胶粘剂中的卤素分子(在卤化橡胶的分子链上),如氯、溴分子,以共价键、离子键的形式,将金属原子(如铁原子)与卤化橡胶结合,同时在热硫化的作用下,胶粘剂与橡胶产生共交联,从而完成粘合过程。上述2种观点基本一致。
从粘合机理不难发现,直接影响电缆护套与金属接头粘合性能的因素有硫化工艺条件、金属表面处理以及胶粘剂的选择等。下面以氯丁橡胶护套与不锈钢接头的硫化为例,探讨各因素对硫化性能的影响。
1 电缆与不锈钢接头的硫化模型
在一种水密传感器中,水密电缆需要和金属接头粘接成为一个整体,以保证水密传感器承受水压条件下工作可靠、传输信号稳定。其硫化模型如图1所示,主要由水密电缆、不锈钢接头和填充橡胶组成,在硫化前填充橡胶为混炼胶。评价硫化性能的重要指标,是电缆护套和不锈钢接头的粘合强度,在水密传感器的应用场合反映为承受外界海洋环境下的水压。
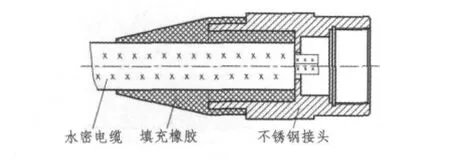
图1 水密电缆与不锈钢接头模型Fig.1 The structure of watertight cable and stainless plug
水密电缆护套的材料为氯丁橡胶CR。由于氯丁橡胶分子结构上带有侧氯基,因而氯丁橡胶为极性橡胶。与其他通用橡胶相比,氯丁橡胶具有与天然橡胶相类似的强度、优良的耐老化性、优异的耐燃性、良好的耐油性和耐溶剂、良好的粘合性,可粘性指数如图2所示[3]。通过适当配合,CR硫化胶的耐候性能、耐臭氧性明显优于NR、SBR和NBR。此外,与其他橡胶相比,CR对抗氧剂的敏感程度要强烈得多。比较适合的Baypren硫化胶通常包含一种污染性的防老剂(Vulkanox 4020)或非污染性的防老剂(Vulkazon AFD)以及一种光稳定剂(Antilux),这样耐天候老化7 a后仍没有出现裂纹[4]。基于电缆护套材料和氯丁橡胶的上述优点,填充橡胶选择氯丁橡胶。

图2 通用橡胶的可粘性指数Fig.2 Adhesion Index of Rubbers
2 影响电缆与不锈钢硫化的因素
2.1 硫化工艺条件
硫化的温度、压力和时间是构成硫化工艺条件的主要因素,这些因素对产品硫化质量有决定性的影响,通常被称为“硫化三要素”。下面逐一分析各要素对硫化性能的影响。
硫化温度的高低决定于胶料配方中的橡胶品种和硫化体系,也与产品的形状、大小、厚薄等因素和工厂的工艺条件有关。一般硫化温度越高,胶料物理机械性能越低,过高的温度会引起橡胶分子链的裂解和发生硫化返原现象,使性能下降且工艺控制困难。Baypren混炼胶的硫化温度一般不易低于150℃,更低的硫化温度会引起硫化时间不必要的延长[5]。然而,橡胶是热的不良导体,特别是对于厚橡胶制品,采用高温硫化很难使内外层胶料同时达到硫化曲线的平坦区间。另外,对结构简单的薄壁制品,硫化温度可高一些。因此,选择适当的硫化温度,对保障产品质量和提高硫化效率,有十分重要的意义。
在图1中,水密电缆与不锈钢接头的硫化模型,属于具有金属嵌件的橡胶模型制品,可采用传递模压模型制品平板硫化机进行硫化。根据生产工艺经验,模压压力约为3 MPa。
通常橡胶制品的硫化时间在胶料达到正硫化范围内,根据制品的性能要求进行选取,并且还要根据制品的厚度h和布层等的存在进行调整。根据试片的正硫化时间t1确定成品硫化时间t[6]。

已知图1模型厚度为9 mm,试片的正硫化条件为150℃ ×10 min,那么该模型制品的硫化时间

2.2 金属表面处理
一般来讲,对金属表面进行均匀化、净化、活化处理,以及钝化处理或表面被膜处理等表面改性(粘合预处理),主要是为防止电化学腐蚀、充分发挥金属及粘合剂的功能而采取的措施。需要注意的是:①应选择可确保所要求净化度的适当净化方法;②应选择可确保所要求粘合性能的适当的表面改性法。对于图1中的不锈钢接头,适合以高浓度酸或碱浸渍的化学处理并干燥,等待下一步的涂胶。
2.3 胶粘剂的选择
胶粘剂系统在橡胶和金属间接粘合方法中发挥重要的作用。比较著名的胶粘剂有Chemlok,Tylok,Metalok,Thixon等,特别是Chemlok系列胶粘剂,在国内有较广泛的应用。在本模型中考虑到氯丁橡胶与不锈钢的平板硫化,不锈钢采用CH220/CH205的双涂体系。具体做法是:先涂胶粘剂CH205,干燥后再涂胶粘剂CH220,干燥待用。
3 硫化加工及试验研究
3.1 硫化加工
根据水密电缆与不锈钢接头的模型特点,制作了金属模具,包含了上半模、下半模和料筒。在传递模压模型制品平板硫化机上,150℃ ×14.5 min、模压压力3 MPa的硫化条件进行硫化,制作如图1所示的橡胶制品10件,成品外观整洁,胶壁厚薄均匀,脱模时无撕裂,无缺胶、烂泡、明疤等现象,效果较理想。
3.2 试验研究

图3 水密试验原理图Fig.3 The principle diagram of water pressure testing
为检验橡胶与金属的粘合性能是否满足水密传感器深水工作压力的需要,进行了水密试验,原理图如图3所示。将装配后的水密传感器放入压力试验桶内,并用填料、压盖将水密电缆和试验桶出口压紧。通过测量水密传感器芯线的绝缘电阻,判断海水是否通过电缆橡胶护套、不锈钢接头和填充橡胶的粘合处泄漏进入传感器内腔。
模拟水密传感器的工作环境,分别进行恒压水密试验和交变压力水密试验。恒压水密试验是将水压逐渐加压到水密传感器工作压力的1.5倍并保压2 h。交变压力水密试验是逐渐加压至传感器工作压力的1.5倍并保压10 min,然后逐渐降低压力试验桶内的压力至常压。此过程为1次交变压力试验,共进行100次。结果显示,在恒压水密试验和交变压力水密试验过程中绝缘电阻均未降低,表明电缆护套和不锈钢接头的粘合强度满足水密传感器工作压力要求。
为进一步检验氯丁橡胶与不锈钢接头的粘合强度,加速破坏过程,进行折弯试验。在填充橡胶与电缆连接端部交替方向折弯90°,朝一个方向折弯90°一次,累积折弯100次后,再次进行恒压水密试验,以检验电缆橡胶护套、不锈钢接头和填充橡胶的粘合处是否泄漏海水。10件制品均通过了上述试验。
4 结语
水密电缆橡胶护套与金属接头的粘合性能,直接影响水密传感器的水下工作可靠性,是水密传感器设计的重点。通过对影响硫化性能的因素——硫化工艺条件、金属表面处理以及胶粘剂选择等分析,得出了合理的硫化工艺条件、金属表面处理方法和匹配的胶粘剂。硫化加工了10件样品,经历恒压水密试验、交变压力水密试验和折弯试验,结果表明,氯丁橡胶护套和不锈钢接头的粘合强度满足水密传感器的工作要求。
[1]饭泉,信吾.橡胶/金属硫化粘合体在腐蚀环境中的粘合耐久性[J].橡胶参考资料,1993,23(4):21-29.FAN Quan,XIN Wu.The adhesion durability of vulcanized rubber to metal in corrosion environment[J].Rubber Reference,1993,23(4):21-29.
[2]伍华东.橡胶与金属骨架粘合失效原因分析及解决方法探讨[J].中国橡胶,2006,22(20):32-35.
[3]彭程纪,鲍跃进,陈林.开姆洛克系列胶粘剂的性质及选用[J].特种橡胶制品,1989,(6):23-31.PENG Cheng-ji,BAO Yue-jin,CHEN Lin.The properties of Chemlock adhesive and its application[J].Special Purpose Rubber Products,1989,(6):23-31.
[4]骆瑞静.氯丁橡胶(Baypren)的性能、加工及其应用(续)[J].橡胶参考资料,2009,39(2):52-55.LUO Rei-jing.Properties,processing and application of neoprene(Baypren)(continuation)[J].Rubber Reference,2009,39(2):52-55.
[5]骆瑞静.氯丁橡胶(Baypren)的性能、加工及其应用[J].橡胶参考资料,2009,39(1):47-55.LUO Rei-jing.Properties,processing and application of neoprene(Baypren)(continuation)[J].Rubber Reference,2009,39(1):47-55.
[6]翁国文.橡胶硫化[M].北京:化学工业出版社,2006.25-26.