三球销式等速万向节三柱槽壳的感应淬火工艺
2013-07-21宋德仁
宋德仁
(沈阳市化工学校 ,沈阳 110122)
三柱槽壳是汽车用三球销式等速万向节的重要零件之一,其主要由工作部分和连接部分组成,工作部分由内圆柱面及若干沟道组成,连接部分由柄部的台阶面、外花键和外螺纹等组成。由于三柱槽壳工作时承受极其复杂的交变载荷,为确保其具有良好的韧性、足够可靠性和使用寿命,必须采用特殊的热处理工艺。
1 三柱槽壳的使用性能要求
1.1 工作条件
三柱槽壳将发动机的扭矩由差速器传递到传动轴和驱动轮,工作时,带外花键的柄部主要承受扭转载荷,同时承受一定弯曲载荷,在车辆启动、制动时还要承受一定的冲击载荷,因此,柄部受到的应力主要为弯曲加扭转应力。三柱槽壳的内腔沟道表面承受沿周向产生的球环挤压,以及车辆在不平路面行驶时车轮上下运动引起传动轴总成轴向伸缩而使三球销总成沿三柱槽壳沟道纵向运动时所产生的摩擦。
1.2 性能要求
(1)外花键齿面应具有高的硬度、耐磨性,花键柄部应具有高的强度、良好的耐冲击韧性和抗疲劳性能;
(2)内腔沟道表面应具有高的硬度、耐磨性和高的接触疲劳极限。
1.3 主要失效模式
(1)外花键齿面压陷、磨损以及花键柄部的断裂;
(2)内腔沟道表面压陷、磨损和接触疲劳引起的点蚀破坏。
2 材料和热处理技术要求
2.1 材料
为了满足零件的强度、硬度、耐磨性、耐冲击韧性和抗疲劳性能等要求,三柱槽壳的材料可选用20Cr,20CrMnTi等渗碳钢,亦可以选用55#,40Cr等中碳钢。这些材料从性能上均可满足产品的使用要求,考虑到经济性,一般选用55#钢,其化学成分见表1。

表1 55#钢化学成分 w,%
2.2 热处理技术要求
55#钢平均含碳量为0.55%,变形抗力较大,冷挤压成形性较差,故三柱槽壳的内腔一般采用温锻成形+冷锻精整工艺,为了使材料具有良好的冷锻精整成形性能,需进行软化处理,可采取球化退火工艺。最终热处理工艺为感应淬火、回火。
三柱槽壳的加工工艺为:温锻→球化退火→磷化、皂化→冷锻精整→机加工→中频感应淬火→回火→精加工→成品。热处理技术要求见表2,感应加热淬硬区域分布如图1所示。

表2 三柱槽壳的热处理技术要求

图1 三柱槽壳淬硬区域分布
3 感应淬火工艺
3.1 感应淬、回火工艺技术要求
对图1所示区域进行感应淬、回火处理,使其达到表2的技术要求,从而获得一定深度的硬化层和较高的表面硬度,以满足使用要求。
3.2 感应加热电源
感应加热电源的额定功率,一般花键柄部为160~200 kW,壳体内腔为200~250 kW,电流频率范围可选择3~30 kHz,一般采用8~10 kHz。电流频率、零件直径与合理的淬硬层深度的关系见表3。

表3 电流频率、零件直径与合理的淬硬层深度的关系
3.3 淬火机床
淬火工艺可采用通用、专用淬火机床或生产线,淬火机床的结构和精度应满足工艺要求。机床应配备相应的参数仪表,如移动速度、转速、温度、淬火液流量、压力、时间、能量监控等。工艺过程采用可编程的数控系统,可按编制的程序自动实现整个淬火过程。
3.4 感应器结构
3.4.1 花键柄部加热感应线圈的结构
花键柄部感应加热线圈如图2所示。感应器与工件间的间隙一般为2~5 mm。感应线圈的结构组件1和2为矩形铜管,主要用来加热花键柄部。为强化加热效果,铜管上需安装导磁体。此结构的感应线圈使阶梯差别较大的工件各部分得到均匀的加热。

图2 花键柄部的感应线圈(斜视图)
感应线圈圆弧3a(见图2)的剖面如图3所示,该段线圈圆弧的内周正对工件的R处,线圈圆弧的长度为整个圆弧的1/3,主要用来加热R角和小端面。感应线圈圆弧3b的剖面如图4所示,该线圈圆弧内周正对工件台阶外侧壁,圆弧的长度为整个圆弧的1/6,主要用来加热工件台阶的外侧壁。

图3 线圈X-X剖面图

图4 线圈Y-Y剖面图
3.4.2 内腔沟道加热感应线圈的结构
三柱槽壳内腔沟道的感应淬火方法主要为移动加热淬火法和同时加热淬火法。
移动加热淬火工艺的感应线圈结构如图5所示。图5a为加热线圈的立体图,在与三柱槽壳壁厚最大的部位相对应的导体上设置与壳体轴线平行的3(4)对互相平行的直立导体,每对导体都临近配置,内部通方向相反的电流。图5b为淬火时加热线圈和冷却水管的剖面图,图中第1冷却水管安装在导磁体下方,中空的冷却水管设有放射状的冷却喷孔,可以向沟道表面喷射淬火液。中心配有辅助喷射水管,用于在加热末段将淬火液喷向封闭端,将最后加热的部位淬火冷却。图5c为B-B剖面图,从图中可以看出淬火时线圈与工件内腔的相对位置。同时第2冷却水管配置在工件最薄壁的外侧,淬火时起冷却最薄外壁的作用。
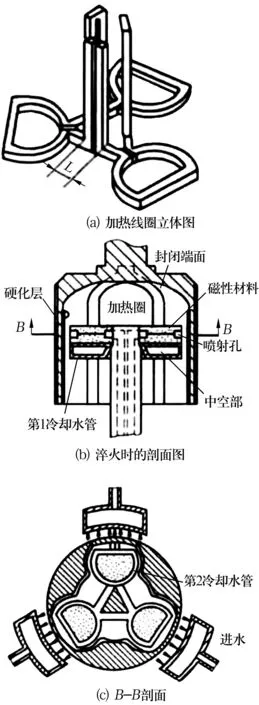
图5 移动加热淬火工艺原理图
移动加热淬火法工艺过程为:工件相对感应器向下移动到淬火开始端停留,线圈通电加热,同时第2冷却管开始向外壁喷冷却水,接着第1冷却管向沟道表面喷射淬火液,开始淬火,工件移动进行连续加热和淬火冷却,工件移动到淬火末端时停止移动,加热停止,位于中心的辅助喷水向封闭端面喷射淬火液,完成末端加热区淬火,然后工件返回。
同时加热淬火法的感应器由与三柱槽壳轴线平行的3对直立长导体构成,如图6a所示,每对长导体的外侧与沟道表面相对应,位置关系如图6b所示。每对长导体的内侧都需要安装导磁体。感应器内侧需要配置淬火液喷射装置,工件外侧需要配备冷却外壁的冷却喷水装置。

图6 同时加热淬火工艺原理图
同时加热淬火法工艺过程为:加热线圈进入工件,到达设定好的淬火位置后,线圈通电同时加热三对内沟道,同时外壁冷却喷水装置开始喷射冷却水,内侧淬火液喷射装置喷射淬火液,三对内沟道同时淬火,淬火结束后线圈返回。
三柱槽壳的这2种淬火工艺中,移动加热淬火工艺的感应器结构简单,但生产效率低,适用于单件小批量加工;同时加热淬火工艺的感应器结构复杂,但生产效率高,适用于大批量加工。
3.5 工艺参数
三柱槽壳采用55#钢,中频感应淬火加热温度一般为860~890 ℃(可通过观察工件加热的颜色判断或使用红外线测温仪测量),回火温度一般为(180±10)℃,可以采用炉内加热回火或感应加热回火的方式。由于三柱槽壳内腔结构比较复杂,淬火时加热时间长,容易产生变形和开裂,因此,壳体内腔的感应加热通常采用大功率、短时间加热法(同时加热淬火法)。某三柱槽壳花键柄部和内腔沟道中频感应加热淬火工艺参数见表4。

表4 某三柱槽壳的中频感应淬火工艺参数
4 质量检验
三柱槽壳感应热处理的质量检验要求见表5。

表5 感应热处理的质量检验项目和质量要求
5 结束语
球销式等速万向节三柱槽壳的感应淬火工艺经生产实践证明,淬火质量稳定,生产效率较高,所加工产品使用性能良好。