圆锥滚子超精机导辊调整检测装置的设计
2013-07-21苏进忠
苏进忠
(北京南口斯凯孚铁路轴承有限公司,北京 102202)
铁路货车用圆锥滚子轴承中,滚子优选使用对数曲线形状,要求对数曲线滚子在传统磨加工后增加超精工序。要想得到理想的滚子素线,超精机两工作导辊的调整精度要求非常高,而两导辊工作角度很难直接测量,主要是通过经验进行多次调试得到,这对调整工人的技能要求很高,且费时、费力。
1 滚子超精基本原理
贯穿法超精圆锥滚子如图1所示。滚子由送料装置传送至两个带螺旋滚道的超精螺旋导辊上,两螺旋导辊的滚道工作面与滚子锥面相适应,带挡边螺旋导辊推滚子球基面,实现轴向进给,另一个螺旋导辊在对应挡边位置做成螺旋形空刀槽,以便于高速时对正螺距。当两螺旋辊同速、同向旋转时,滚子在螺旋辊锥面和挡边的联合驱动下作直线和旋转运动,同时,油石在一定压力和往复震荡条件下实现滚子的超精磨削,如图2所示。

1—不带挡边的超精辊;2—带挡边的超精辊;3—滚道;4—挡边;5—滚子;6—油石

图2 滚子与油石的接触状态示意图
由于滚子贯穿超精是连续进行的,几乎不需要辅助时间,能在短时间内获得高精度和高质量的滚子,适合大批量生产。一般油石压力P=0.2~0.25 MPa,振幅A=1~4 mm,振频每分钟1 500~2 000次,转速可调。
圆锥滚子超精加工根据滚子素线要求的不同分直进式和斜进式2种[1],文中仅对对数曲线滚子超精斜进式进行说明。
滚子在两导辊中的接触点是能否加工出理想素线的关键(图3),其中,滚子与导辊的接触位置在A点和B点之间为最佳状态,在A,B两点之间的导辊支撑曲线必须为双曲线。在现有技术条件下,确立导辊与圆锥滚子之间的相互关系主要考虑以下几点:
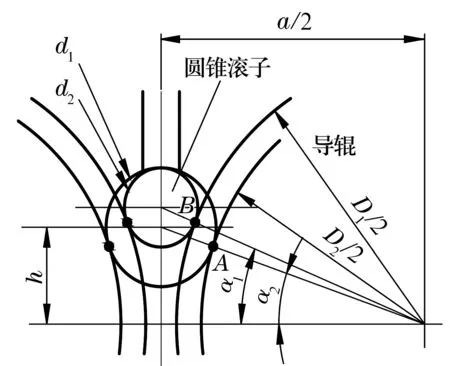
图3 导辊调整示意图
(1)圆锥滚子与导辊之间的接触位置,取决于圆锥滚子的中心;
(2)锥角相同、轴线相同的圆锥滚子可以采用相同角度的导辊进行超精;
(3)圆锥滚子大小端外径中心对导辊角度的影响相对较小,但滚子锥角增大时,这种影响比较明显;调整两导辊中心距离a,当a增大时,将提高圆锥滚子小端中心高度;当a减小时,将提高圆锥滚子大端高度。
2 导辊调整检测装置
2.1 结构设计
导辊调整检测装置结构如图4所示。检测装置要实现3个方向的运动,即沿着与导辊轴线平行方向的移动、垂直导辊轴线方向的移动和表架的上下移动。表架的上下移动使千分表可以接触到圆锥滚子;垂直导辊轴线方向的移动可以找到圆锥滚子素线的最高点;沿着与导辊轴线平行方向的移动可以检测到滚子在任一导辊螺旋槽内的滚子大小端素线最高点的相对高度,该高度值是调整导辊的重要依据。

1—千分表; 2—固定夹;3—调整旋钮;4—纵向移动杆;5—横向移动体;6—横向调整旋钮;7—支撑平台;8—导轨压紧旋钮;9—导轨;10—导轨支座
2.2 安装方法
检测装置的实际应用如图5所示。

图5 检测装置实际使用示意图
(1)沿着与导辊轴线平行方向的移动借助直线导轨完成,直线导轨安装在导轨架上,导轨架与两块磁力表座连接,借助两块磁力表座,检测装置就可以吸附在机床的导辊架上。
(2)沿着与导辊轴线垂直方向的移动要在直线导轨滑块上再加一个小托板,依靠调整螺栓使小托板前后移动。
(3)表架的上下移动是在小托板上再安装一个微调滑板,用一块微型磁力表座吸附在滑板上,借助调整螺栓实现上下移动。
3 实际使用效果
对数曲线圆锥滚子示意图如图6所示,滚子大小端曲率变化,有3个凸度值的要求。以实际加工353130B对数曲线滚子为例,采用MEF-120轮廓仪测量并记录数据,见表1。

图6 对数曲线圆锥滚子示意图

表1 滚子检测数据
经过一年多的实际使用,设计的导辊调整检测装置不仅节约了机床换型调整时间,还保证了加工产品的质量,有效解决了超精机快速调整的难题,使用效果良好。