矩形脉动真空灭菌器内腔开裂原因
2021-03-23谢柳辉周胜金肖冬飞杨中志
谢柳辉, 吕 浩, 周胜金, 陈 虎, 肖冬飞, 杨中志
(1.广东省特种设备检测研究院东莞检测院, 东莞 523120; 2.东莞市特种设备检测与节能技术服务中心有限公司, 东莞 523120)
2019年6月在对东莞市某医院一台矩形脉动真空灭菌器进行定期检验时,发现该灭菌器内腔存在4条肉眼可见的裂纹。此灭菌器为夹套式结构,内腔长、宽、高分别为1 500,680,1 180 mm,于2010年6月5日投入使用,其设计压力、设计温度、材料等基本信息如表1所示。为了找到灭菌器内腔裂纹的产生原因,笔者对其进行了宏观分析、金相检验和光谱分析。
1 理化检验
1.1 宏观分析
灭菌器内腔有4条肉眼可见的裂纹,编号分别为1,2,3,4,其位置及宏观形貌如图1所示。裂纹1位于内腔左壁,呈弧形,中间宽、两端细,方向与折弯同向,长度约10 mm,其中心离左壁前侧边缘约350 mm,与底部垂直距离约50 mm,其宏观形貌如图1d)所示;裂纹2位于内腔左壁,长度约15 mm,其中心离裂纹1中心距离约190 mm,与底部垂直距离约50 mm;裂纹3位于内腔右壁,长度约20 mm,其中心与后壁垂直距离约350 mm,与顶部垂直距离约50 mm;裂纹4位于内腔右壁,主体呈直线型,裂纹一端出现分叉,中间宽度明显大于两端的,长度约15 mm,其中心与裂纹3中心距离约190 mm,与顶部垂直距离约50 mm,其宏观形貌如图1e)所示。灭菌器内腔右壁可以明显观察到右壁外表面与加强筋支撑结构的断续焊接痕迹。4条裂纹中心均离内腔两内壁折弯约50 mm,且均位于所在加强筋支撑结构与内腔外表面的焊接起始处。

表1 灭菌器的基本信息Tab.1 Basic information of sterilizer
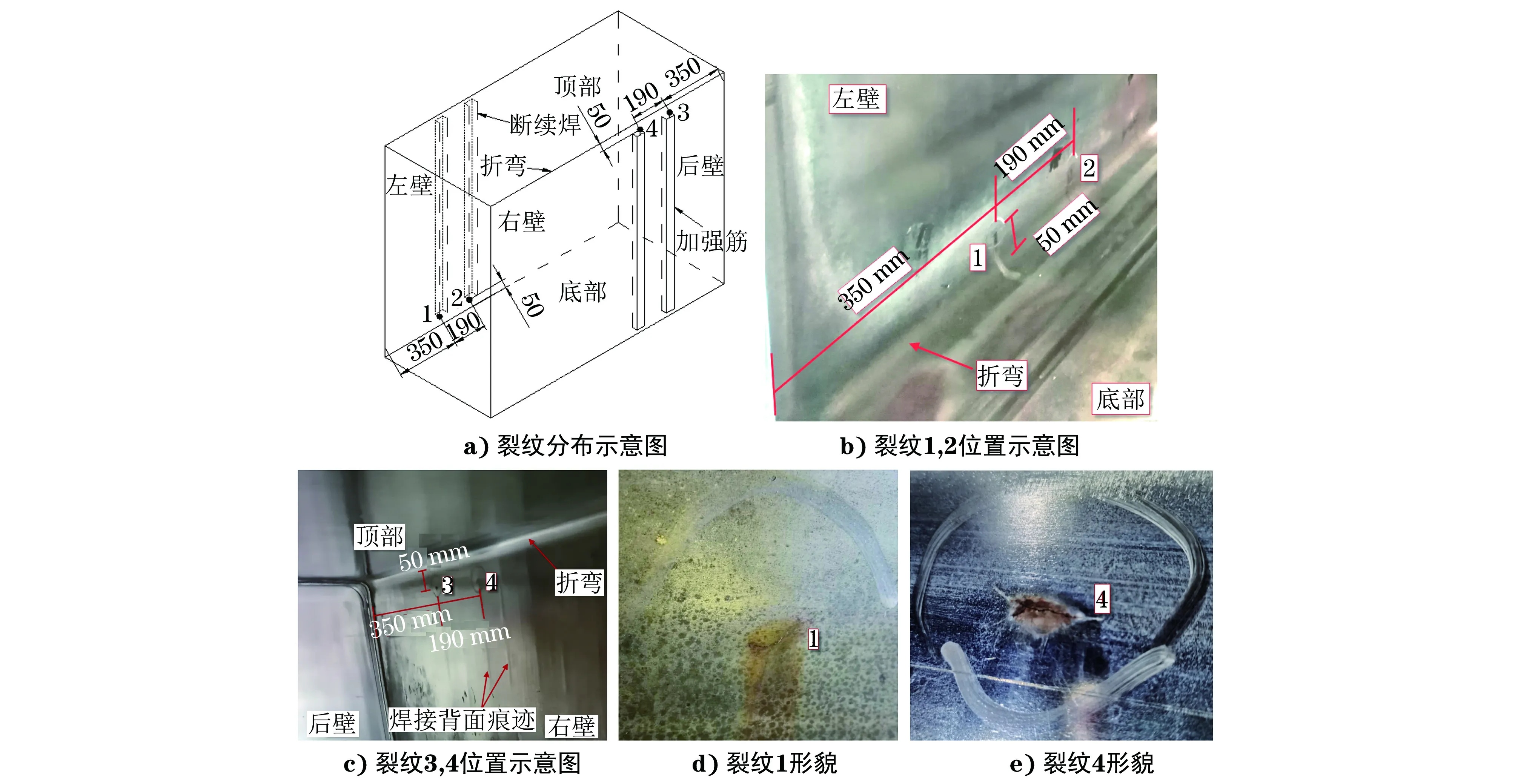
图1 灭菌器内腔裂纹位置及其宏观形貌Fig.1 Location and macro morphology of cracks in inner cavity of sterilizer:a) cracks distribution diagram; b) location diagram of crack 1 and 2; c) location diagram of crack 3 and 4;d) morphology of crack 1; e) morphology of crack 4

图2 灭菌器内腔裂纹1处的显微组织形貌Fig.2 Microstructure morphology of crack 1 in inner cavity of sterilizer:a) at low magnification; b) position 1 at medium magnification; c) position 2 at medium magnification; d) at high magnification
1.2 金相检验
采用复膜金相技术对该灭菌器内腔裂纹1进行现场金相组织复膜,再采用DM6M型金相显微镜对复膜金相进行观察[1-2],其显微组织形貌如图2所示。可知,基体为均匀等轴奥氏体组织。由图2a)可见显微组织中存在大量走向一致的裂纹,方向与内腔折弯的一致;由图2b)~c)可见主裂纹附近存在大量树枝状细裂纹;由图2d)可见裂纹主要呈穿晶扩展,为典型的氯化物应力腐蚀开裂形貌[3-5]。
1.3 光谱分析
灭菌器内腔的材料为SUS304不锈钢,属日本材料标准牌号[6]。采用手持式光谱仪对灭菌器内腔裂纹1、裂纹4及远离裂纹处进行化学成分分析,结果如表2所示。可见灭菌器内腔的材料满足JIS G 4303:2012StainlessSteelBars对SUS304不锈钢化学成分的要求,其铬、镍和锰元素的含量均在标准规定的范围内。
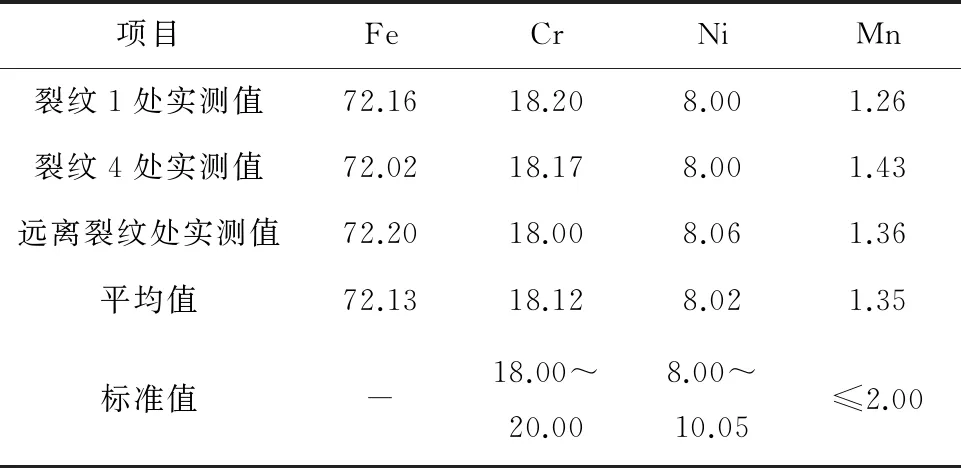
表2 灭菌器内腔材料的光谱分析结果(质量分数)Tab.2 Spectrum analysis results of the material of sterilizer innercavity (mass fraction) %
1.4 工作介质分析
采用761 Compact IC型离子色谱仪对灭菌器水蒸气冷却液进行阴离子浓度测量,可知灭菌器工作介质呈弱碱性,pH为7.22,氯离子含量为39 mg·L-1。
2 分析与讨论
从受力方面分析,灭菌器内腔裂纹处主要受3方面应力作用。一是受内腔外表面与加强筋断续焊的焊接残余应力作用,灭菌器内腔与外套通过加强筋焊接连接在一起,内腔与加强筋采用断续焊焊接[7],每条加强筋两端分别距内腔折弯约50 mm;二是受内腔弯折机械加工及焊接成型应力作用,内腔是由钢板弯折后焊接而成,因弯折对装存在的误差会产生较大内应力,在折弯50 mm处,即加强筋焊接起始处因结构突变造成应力集中;三是受灭菌器工作应力作用,脉动真空灭菌器工作时,夹套内一直通有压力为0.21 MPa左右的水蒸气用来加热内腔,内腔内则经历多次抽真空、加热、灭菌、干燥等工作过程,因此内腔受脉动循坏载荷作用,且此灭菌器是矩形结构,最大应力位于内腔折弯处[8-9]。
从工作介质方面分析,灭菌器水蒸气冷却液中氯离子含量为39 mg·L-1,工作介质中的氯离子浓度虽然不高,但会在介质流动不畅、结构突变等处残留、浓缩。
从材料方面分析,灭菌器内壁材料为SUS304不锈钢,其中铬元素含量(质量分数,下同)为18.12%,镍元素含量为8.02%。镍元素含量在8%~12%时,奥氏体不锈钢开裂敏感性最大。
综上所述,在灭菌器内腔与加强筋焊接起始处受到较大焊接残余应力及成形焊接应力,并因内腔折弯的结构突变造成应力集中。在灭菌器加强筋阻流的作用下,水蒸气附着残留量增大,使得氯离子在结构突变处或焊接缺陷处不断聚集浓缩,而氯离子水溶液是300系列不锈钢发生应力腐蚀开裂的敏感介质。灭菌器奥氏体不锈钢内腔长期在残余应力和氯离子环境作用下,发生起始于内腔与加强筋焊接起始应力集中处的应力腐蚀开裂。
3 结论及建议
灭菌器内腔与加强筋不连续焊接处存在焊接残余应力,且靠近内腔弯折处局部存在应力集中;灭菌器内腔的工作介质中含有氯离子,而氯离子水溶液是300系列不锈钢发生应力腐蚀开裂的敏感介质。灭菌器内腔在加工及焊接残余应力、含氯离子介质等因素的综合作用下发生起始于靠近内腔弯折的焊接起始处的应力腐蚀开裂。针对此次开裂事故提出以下建议。
(1) 优化加强筋与内腔焊接位置与结构,避免内腔折弯与加强筋焊接起始处两种结构突变叠加的情况。内腔与加强筋焊接后做整体去应力热处理,尽量消除焊接残余应力及机加工成型应力的影响。
(2) 使用单位应加强对工作介质中氯离子的净化处理,降低工作介质中的氯离子含量。定期对灭菌器进行安全检查,当发现泄漏、裂纹等异常情况时,立即停止使用,并上报单位安全管理部门。
(3) 制造单位应采用渗透检测、涡流检测等无损检测手段增加对此类产品内腔弯折处表面裂纹的检测,避免因冷成形加工造成表面开裂缺陷。
(4) 检测机构在开展此类矩形脉动真空灭菌器定期检测时,除重点检查开孔接管处、底部导轨焊接处等部位外,还应加强对内腔折弯附近与加强筋焊接起始处的检查。
