搅拌头几何特征对搅拌摩擦焊试板温度场的影响
2013-07-16李敬勇亢晓亮赵阳阳
李敬勇, 亢晓亮, 赵阳阳
(江苏科技大学先进焊接技术省级重点实验室,江苏镇江 212003)
搅拌摩擦焊(FSW)是一种新型的固相连接技术[1],是当今焊接领域的研究热点之一[2]。搅拌头是搅拌摩擦焊的关键,轴肩和搅拌针的几何形貌和尺寸不仅决定着焊接过程的热输入方式,还影响着焊接过程中搅拌头附近塑态软化材料的流动形式[3],也就是说,搅拌头的几何特征不仅对搅拌摩擦焊过程中的温度场分布,而且对焊缝的形态等均有明显影响。因此,人们在搅拌头设计方面开展了大量的研究工作[4~6]。
研究搅拌摩擦焊接过程中焊接试板温度场的分布,对于研究摩擦产热机制与传导,建立高温金属的塑性变形及流动规律,探讨焊接过程中的传质模型,特别对于阐述焊接接头组织的变化规律具有重要意义,因此,受到国内外研究者的广泛关注。目前,其研究主要集中在搅拌摩擦焊接的热源模型的建立[7~9],焊接过程温度场的数值模拟[10~12],以及温度场的实验测定[13~15]等方面。尽管关于搅拌摩擦焊温度场的研究报道很多,但是,在搅拌头几何特征对搅拌摩擦焊试板温度场的影响方面尚未见系统的研究成果。本研究选择几种典型几何特征的搅拌头,通过实验方法测定了搅拌摩擦焊过程中,焊接试板上各测温点的温度变化规律,初步总结了搅拌头几何特征对焊接试板温度场的影响规律。
1 搅拌摩擦焊接过程温度场测定
本试验的目的主要在于研究不同几何特征搅拌头条件下焊接试板温度场的分布规律,不涉及焊接速度和转速等搅拌摩擦焊参数对温度场的影响,因此,选用纯铝作焊接试板,尽量避免由于参数选择不当对温度场产生的影响,试板尺寸为140mm×40mm×4mm,采用对接焊接头。焊接试板从侧面打φ1.2mm的测温孔,孔底部即为热电偶测温点,每组试板打深度相同的孔,孔底分别距焊缝中心8mm,15mm和22mm。
焊接试验使用FSW-3LM-002型龙门式数控搅拌摩擦焊机,焊接试板温度场测定采用直径为1mm的K型铠装热电偶配合无纸测温仪,实时采集焊接过程中试板不同位置处的温度数据,利用温度记录仪的六个通道,连接六个热电偶,热电偶的布置位置如图1所示。
焊接参数统一设定为:搅拌头转速w=1000r/min,焊接速率v=30mm/min。实验采用不同轴肩尺寸和不同搅拌针形状五种搅拌头:轴肩直径为φ12 mm,φ9 mm,φ15 mm的圆柱形搅拌头、轴肩直径为φ12 mm的螺纹形搅拌头和圆台形搅拌头,搅拌针的直径为φ4 mm。搅拌头几何特征及焊接试板测温点分布见表1。
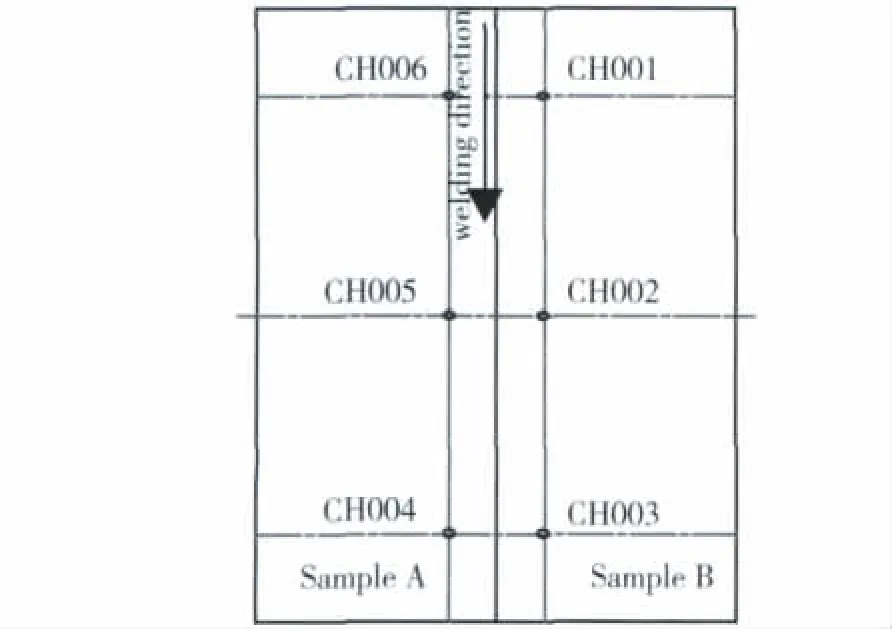
图1试板上特征点位置及顺序示意图Fig.1 Diagram of distributed feature points on the workpieces

表1 搅拌头几何特征及焊接试板测温点分布Table 1 Geometrical features of stirring tools and distribution of points for measuring temperature in welding specimens
2 实验结果及分析
2.1 温度场测量结果
图2为搅拌摩擦焊过程中,焊接试板上各测温点温度随时间变化曲线。搅拌摩擦焊接整个过程分为三个阶段,(1)搅拌头插入和预热阶段:在此阶段本实验设计为插入速率5mm/min,在搅拌针完全插入试板(49.4s)后,并非立即往前行进,而是原地停留旋转10s,以增大热输入同时软化焊缝金属。(2)搅拌头行进阶段:在此阶段,搅拌头是以30mm/min速率向前行进,行程为120mm,所用时间为240s。(3)搅拌头升出阶段:达到焊接行程后,搅拌头从试板中升出。在焊接过程中,热源是以搅拌头为中心的。由图2可以看出,在搅拌头行进过程中,试板上各测温点温度随着搅拌头的移近而逐渐升高,在搅拌头距特征点最近时达到最高,然后随搅拌头远离测温点,温度逐渐降低。在整个焊接过程中,先经过的测温点的峰值温度略低于后经过的测温点的峰值温度,因为搅拌头与试板摩擦产生的热量对未焊到试板有预热作用,后面的测温点有温度累积。
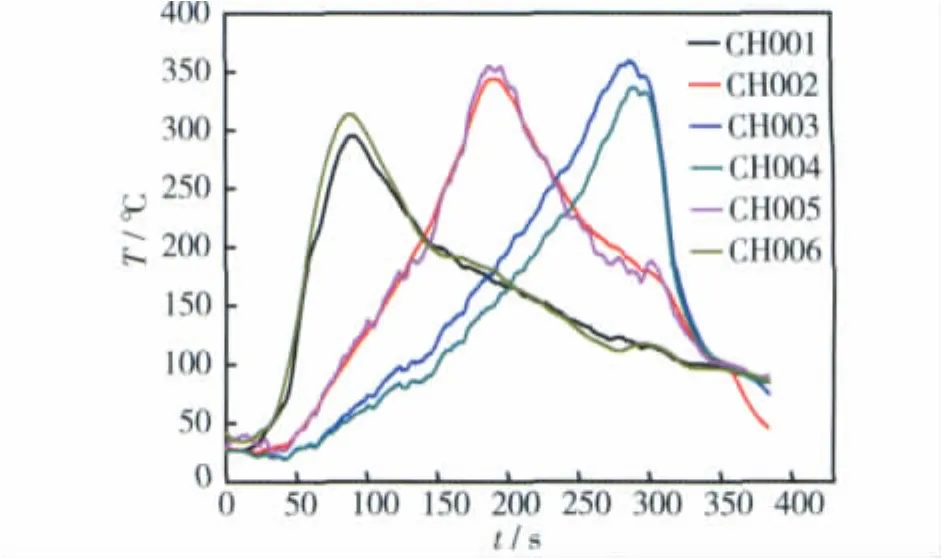
图2 特征点温度曲线示意图Fig.2 Temperature-time curve of feature points
2.2 轴肩尺寸对焊接试板温度场的影响
由表1,第1,2,3号实验主要用来研究轴肩直径对试板温度场的影响。由于试板上各测温点的温度曲线大致趋势相同,而CH002和CH005处于焊接过程中的稳定阶段,故取不同轴肩直径条件下CH002和CH005的温度曲线来比较分析,如图3所示。
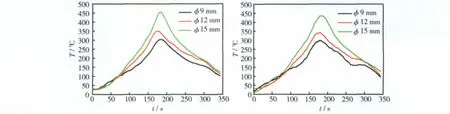
图3 不同轴肩尺寸下前进侧和后退侧测温点的温度曲线Fig.3 Temperature-time curve for layout of opposite side feature points with different size of pin shoulders(a)CH002;(b)CH005
由图3可以看出,在同样焊接参数下,搅拌头轴肩直径分别为φ9 mm,φ12 mm,φ15 mm时,其对应的温度曲线依次升高,基本上在同一时刻(第179s时),搅拌针经过该两个测温点时,达到峰值温度,对应的峰值温度分别约为300℃,350℃,450℃。说明搅拌摩擦焊过程中,轴肩与试板的摩擦产热是热输入的主要部分。在搅拌针相同而轴肩尺寸不同时,轴肩的直径越大,所产生的摩擦热越大。同时,从图中还可以发现,在焊接开始阶段,轴肩直径为φ9 mm时,两个测温孔的温度曲线均较为平缓,说明轴肩直径较小的搅拌头,其试板上测温点温度上升的速度较慢,温度梯度较小。而在到达峰值温度后,各测温点温度下降的速度则大致相同。
2.3 搅拌针形状对焊接温度场的影响
图4为不同搅拌针形状搅拌头焊接过程中,焊接试板各测温点的温度分布曲线。搅拌针形状不同,插入阶段试板上测温点的温度曲线出现明显的差异。靠近焊接起始端的CH001和CH006测温点的温度曲线,在搅拌头插入试板阶段(前49s),温度逐渐上升,其中,采用圆柱形搅拌针试板的温度上升最快,圆台形次之,螺纹形则上升较为缓慢。在搅拌头原地停留旋转的10s内,采用圆柱形搅拌针焊接试板的温度基本保持不变,曲线出现了平台现象,而采用螺纹形和圆台形搅拌针焊接试板的温度则有所降低,降低幅度约为30~50℃。出现这种现象的原因可能是:在搅拌头刚插入时,试板金属在搅拌头的旋转摩擦和剪切作用下产生塑性变形,释放出大量的热量,造成温度上升。而在停留阶段,搅拌头周围的金属已经塑化,此时的试板与搅拌头之间的摩擦因数变小,摩擦热及变形热减小。而停留时间较长,产生的热量逐渐向试板的径向和纵向传递及部分热量散失,造成了温度的下降。

图4 不同形状搅拌针焊接时各测温点的温度曲线 (a)螺纹形搅拌针;(b)圆台形搅拌针;(c)圆柱形搅拌针Fig.4 Temperature-time curve welded with different shape of stirring pins(a)screw-shaped pin;(b)circular truncated cone-shaped pin;(c)column-shaped pin
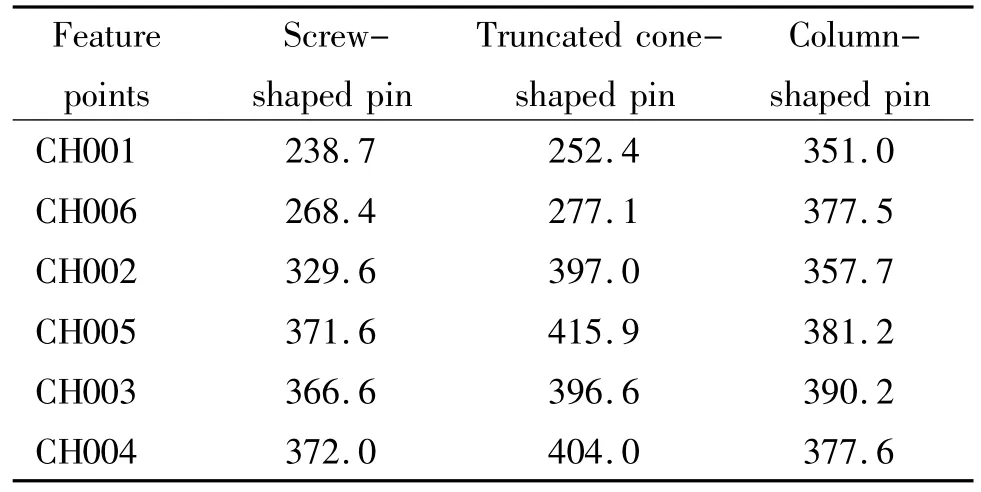
表2 不同搅拌针形下试板测温点的峰值温度Tab.2 Peak temperature of feature points with different shape of pins
表2列出采用三种搅拌针形搅拌头焊接时,各测温点的峰值温度。不难发现,在用螺纹针形和圆台针形搅拌头时,CH001和CH006的峰值温度较低,随着搅拌头行进,CH002和CH005,与CH003和CH004的峰值温度值相差不大。而采用圆柱针形搅拌头时,此种现象则不明显,说明搅拌针的形状对焊接热输入有一定的影响。采用螺纹针形和圆台针形搅拌头,焊接初始阶段的热输入较采用圆柱针形搅拌头时小。
由表2数据,在轴肩几何参数完全相同的情况下,采用螺纹针形搅拌头焊接时,试板上同一测温点的峰值温度明显低于采用其他两种针形搅拌头焊接时该点的峰值温度,说明搅拌针与试板之间的摩擦产热对焊接过程中总的热输入也有贡献。螺纹形搅拌针特殊的几何特征,使得其搅拌摩擦焊接过程中,在促进塑态金属的流动方面作用更多突出,而对摩擦产热的贡献则相对于圆台形和圆柱形搅拌针要小。
2.4 圆柱形搅拌头下试板温度分布回归分析
表3列出通过表1中1,6,7,8号实验,采用轴肩为φ12的圆柱形搅拌头焊接过程中,试板宽度方向上各测温点的峰值温度。

表3 距焊缝中心不同位置的峰值温度Table 3 Peak temperature on different distance form welding center
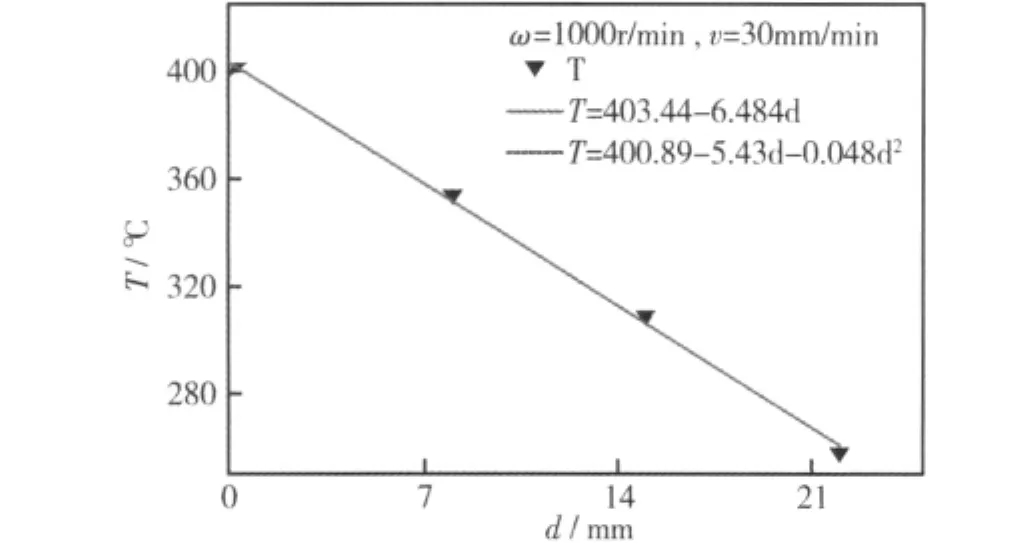
图5 温度随宽度变化的回归曲线Fig.5 Regression curves for temperature distributions in the width direction
利用Origin软件对所得数据进行曲线拟合,分别用线性模型和二次函数模型来描述温度值在试板宽度方向上的变化规律[15]。函数方程为:

式中T表示试板宽度方向上距焊缝中心距离为d处的温度,a1~a5为待定的常数,通过最小二乘法确定[16]。在最小二乘法里标准差用下式表示:

式中ΔT为实验测量值与拟合值之差,i=4。
垂直焊缝方向上实验测得的温度值及两个模型的拟合曲线如图5所示。

直线模型方程式如下:二次函数模型方程式如下:

实验测量的温度、两个模型的回归温度及得到的标准差如表4所示。从表中可以看出,二次函数模型的标准差较小(σ=0.55℃),其对温度在试板宽度方向变化规律拟合较好,与实验所得结果较为吻合。

表4 不同模型回归分析得到焊缝中心的温度Table 4 Regression analysis for temperature prediction at the joint line with different models
3 结论
(1)轴肩与试板的摩擦热是搅拌摩擦焊接热输入的主要来源,同样焊接速度和转速下,搅拌头的轴肩越大,产生的焊接热量越大,对应试板测温点温度越高。
(2)针形对焊接初始阶段试板温度有明显影响,采用螺纹形搅拌针和圆台形搅拌针时,焊接初期试板温度较采用圆柱形搅拌针低;在稳定焊接阶段,试板温度与搅拌针的形状,及各种针形搅拌作用下焊缝金属的塑性流动有关,采用圆台针形的试板温度最高,圆柱针形的试板温度次之,螺纹针形的最低。
(3)对圆柱针形下距焊缝不同距离的测温点温度进行拟合,得到了拟合曲线的解析式为T=400.89-5.43d+0.048d2,结果显示与实测值较为吻合。
[1]THOMAS W M,NICHOLAS E D,NEEDHAM J C,et al.Friction Stir Welding[P].International Patent Application No.PCT/GB92102203 and Great Britain Patent Application No.9125978.8,1991.
[2]王国庆,赵衍华.铝合金的搅拌摩擦焊接[M].北京:中国宇航出版社,2010.
[3]王大勇,冯吉才,王攀峰.搅拌摩擦焊热输入数值模型[J].焊接学报,2005,26(3):25-28.
(WANG Dayong,FENG Jicai,WANG Panfeng.Numerical model of heat input from rotational tool during frictionstir welding[J].Transactions of the China Welding Institution,2005,26(3):25-28.)
[4]COLLIGAN K.Material flow behavior during of aluminum[J].Welding Journal,1999(7):229-237.
[5]THOMAS W M,NICHOLAS E D,SMITH S D.F developments.The Aluminum Joining Symposium,TWI,2001:11-15.
[6]COLEGROVE P A,THREADGIL P L.Development of the Trivex friction stir welding tool[J].Science and Technology of welding and Joining,2003,13(2):18-26.
[7]孙涛,王玉,高大路,等.薄板7075铝合金搅拌摩擦焊三维有限元数值模拟[J].热加工工艺,2010,39(3):158-161.
(SUN T,WANG Y,GAO DL,et al.Numerical Simulation of 3D Finite Element in Friction Stir Welding of 7075 Aluminum Alloy of Sheet 7075[J].Hot Working Technology,2010,39(3):158-161.)
[8]HILGERT J,SCHMIDT H N B,DOS SANTOS J F,et al.Thermal models for bobbin tool friction stir welding[J].Journal of Materials Processing Technology,2011,211:197-204.
[9]吴佩君,王玉,高大路.2A70铝合金搅拌摩擦焊接过程有限元分析[J].热加工工艺,2010,39(11):153-157.
(WU P J,WANG Y,GAO D.Finite Element Analysis on Friction Stir Welding of 2A70 Al Alloy[J].Hot Working Technology,2010,39(11):153-157.)
[10]张文斌.2A12铝合金搅拌摩擦焊温度场及塑性材料流动的数值分析[D].山东:山东大学材料加工工程系,2010.
(ZHANG W B.Numerical analysis of temperature field and the plastic flow of metal in friction stir welding of 2A12 aluminum alloy[D].Shandong:Materials Processing Engineering of Shandong University.2010.
[11]DONGUN K,HARSHA B,JI H K,et al.Numerical simulation of friction stir butt welding process for AA5083-H18 sheets[J].European Journal of Mechanics A/Solids,2010(29):204-215.)
[12]MOHAMED A,LIONEL F,SIMON G,et al.Friction model for friction stir welding process simulation:Calibrations from welding experiments[J].International Journal of Machine Tools& Manufacture,2010(50):143-155.
[13]鄢东洋,史清宇,吴爱萍,等.搅拌摩擦焊接过程的试验测量及分析[J].焊接学报,2010,31(2):67-70.
(YAN D Y,SHI Q Y,WU A P,et al.Measurement and analysis of friction stir welding process[J].Transactions of the China Welding Institution,2010,31(2):67-70.
[14]HWANG Y M,FAN P L,LIN C H ,et al.Experimental study on Friction Stir Welding of copper metals[J].Journal of Materials Processing Technology,2010,210:1667-1672.
[15]HWANG Y M,KANG Z W,CHIOU Y C,et al.Experimental study on temperature distributions within the workpiece during friction stir welding of aluminum alloys[J].Internatio HWANG nal Journal of Machine Tools&Manufacture,2008,48:778-787.
[16]GIORDANO A A,HSU F M,Least Square Estimation with Applications to Digital Signal Processing[M],Wiley,New York,1985.
