HSK刀柄工作原理及常见问题分析
2013-05-14上海通用东岳动力总成有限公司264006薛达奇
上海通用东岳动力总成有限公司(264006)薛达奇
1.HSK刀柄概况
HSK(德文Hohlschaftkegel缩写)刀柄是德国阿亨(A achen)工业大学机床研究所在20世纪90年代初开发的一种双面夹紧刀柄,它是双面夹紧刀柄中最具有代表性的,在高速切削加工中应用越来越广泛。传统的BT刀具系统的加工性能已难以满足高速切削的要求。以下为HSK与BT联接的比较。
图1为HSK刀柄尾部联接,空心柄锥度1∶10,质量轻和行程短,锥面及端面双面接触,具有较高的静态和动态刚度,且具有较高的重复轴向和径向精度,适用于高速切削。
图2为常见的的7∶24锥柄,接触面仅为锥面接触,且刀体质量大;与HSK相比刚性较低,重复轴向和径向精度低,且不适合高转速。

图1 HSK刀柄尾部联接

图2 7∶24锥柄
由于HSK刀具系统要求能在高速下进行切削加工,通常需满足以下基本条件:
(1)较高的系统精度 系统精度包括系统定位夹持精度和刀具重复定位精度,前者指刀具与刀柄、刀柄与机床主轴的联接精度;后者指每次换刀后刀具系统精度的一致性。刀具系统具有较高的系统精度,才能保证高速加工条件下刀具系统应有的静态和动态稳定性。
(2)较高的系统刚度 刀具系统的静、动刚度是影响加工精度及切削性能的重要因素。刀具系统刚度不足会导致刀具系统振动,从而降低加工精度,并加剧刀具的磨损,降低刀具的使用寿命。
(3)较好的动平衡性 高速切削加工条件下,微小质量的不平衡都会造成巨大的离心力,在加工过程中引起机床的急剧振动。因此,高速刀具系统的动平衡非常重要。
上述HSK刀具在应用过程中应该满足的条件,对刀具加工较高的精度要求,促使HSK刀具在定位夹紧过程,刀杆的定位面与设备主轴之间贴合的非常紧凑,不存在任何影响精度的间隙。较高的系统刚性和动平衡性也促使在夹紧机构加紧刀杆的状态下,刀杆的定位面和设备主轴之间需要过盈配合。过盈配合才能满足夹紧装置要足够的稳定,不会因外力的干扰,而导致定位面有丝毫的变化,并在夹紧过程中时刻要保持足够的紧固力。
HSK刀柄联接及夹紧力的方向如图3和图4所示,箭头尺寸与夹紧力大小成正比。按ISO标准提供的名义夹紧力(k N),H SK刀柄夹紧力相对较大,且夹紧方式和定位夹紧的高要求导致刀具拆卸过程会出现“抱死”在设备主轴上的问题。鉴于保护设备和刀具方面考虑,无法也并不允许暴力拆卸,从而严重影响正常的生产活动和设备的加工能力,为工厂带来了严重的负面影响。

图3 HSK工作联接示意图

图4 HSK夹紧力示意图
2.问题分析及解决
HSK刀柄拆卸的过程“抱死”到主轴里面,不能正常拆卸,需要从三个方面分析设备问题:
(1)刀柄磨损及使用环境 刀柄联接刀具加工过程中切削材料变形、切削刃和被切削工件之间的相对位置移动会产生大量的切削热。特别是干式、高速切削铸铁加工过程中,切削热会在刀具和刀杆上传递,引起刀杆和设备主轴同时热胀现象发生。刀柄的热胀程度依据连续切削时间不断积累。再者,设备主轴虽然和刀杆接触,但是,由于材质不同,膨胀率会有很大的差异,这种膨胀率的差异会引起刀具拆卸过程出现难以顺利拆卸的问题。但每种固体都有自己的热膨胀系数,根据固体遇热膨胀公式,可以计算出来刀杆和主轴的间隙
L=l(1+at)
V=v(1+bt)
式中,a为线膨胀系数;b为体膨胀系数;l与v是固体在0℃时的长度与体积;t为温度。
出现这种现象,请不要急于拆刀,在设备停止加工的状态下,等待一段时间,刀具自然冷却或人为冷却后,刀杆就能够顺利的拆卸。
(2)刀柄与设备联接系统 刀柄和主轴的状态对设备的加工影响非常大,刀杆和主轴的状态不好不仅会引起无法精确定位,更会导致刀杆“抱死”在设备主轴上面。例如,在刀杆定位面上有划痕或者磕碰的高点、主轴孔上面有毛刺等现象,刀具夹紧系统装夹过程中会出现刀杆定位面的局部高点提前和设备主轴接触,定位装置受力不均匀,很容易造成卡爪失效,严重时造成刀柄与主轴“抱死”,无法拆卸。
所以,在实际生产中,一定做好刀柄和主轴孔的保养和维护。刀具运送过程中,不能与工作台和运送小车直接接触,要有完好的橡胶或者泡沫垫垫在刀具放置的位置,保证刀具在发生磕碰的时候,被碰物体的硬度要远远小于刀杆硬度;在刀具安装到设备之前,要做好清洁和修整工作,用干净的无纺布擦拭刀具和设备主轴的定位面,然后用油石打磨刀杆和主轴有异常的位置,并辅助使用压缩空气枪清洗干净。卡爪系统内部结构如图5所示。
(3)设备控制系统 液压装置也是直接影响刀具难拆的重要因素之一,但检查比较复杂,需要对设备有一定了解的人员才可以做。从上文提到的夹紧满足条件中描述,提到定位面要求是过盈配合,也就是对液压缸的拉力要求比较大,所以大部分HSK刀具夹紧部分的液压装置都是两部分组成:液压缸系统和增加系统。液压系统故障要从两方面原因着手:部件功能故障和密封部件漏油。

图5 卡爪系统内部结构
部件功能故障直接更换备件,做好以后点检工作就可以解决问题,这个问题就不展开说明。但是,液压装置漏油绝大部分都是非常缓慢,不能够很直观地发现问题所在,影响问题查找,造成长时间的停机。建议通过以下方法来对设备进行验证:
首先,手动按动卸刀按钮,如果无法顺利拆卸,请不要急于放弃,反复按动设备拆刀按钮,待刀杆可以顺利拆下来。再一次把刀杆安装到设备上去,如果此时刀杆被抱死现象消失了,就可以很确定的说,你所负责的设备漏油了。
产生上述现象原因:夹紧装置的液压油漏掉一些后,夹紧装置中负责夹紧的液压缸会处在缺油的状态下,以至于无法完成行程,故无法顺利拆刀。多次按动拆刀按钮液压站里面的液压油会补充到夹紧装置的液压系统中去,从而使液压缸完成行程,刀具才可以顺利拆卸。再者短时间夹紧装置的液压油不会有明显的缺少,所以刀杆在第一次可以拆卸之后,短时间内不会再出现抱死现象。传动装置如图6所示。
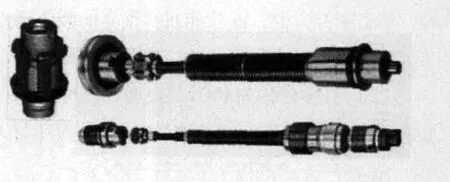
图6 传动装置
3.结语
通过HSK特点及原理的了解,更直观分析刀柄使用中出现问题,提高分析能力,缩短问题处理时间,为车间争取更多生产机会。