半缺圆形尾架套筒两端盲孔的加工方法
2013-05-14青海第二机床制造有限责任公司西宁810021肖玉珍
青海第二机床制造有限责任公司(西宁 810021)肖玉珍
我公司生产的螺纹铣床尾架体中的套筒,形状如图1所示,材料为40Cr,长度630mm,表面硬度59HRC,端面、内孔及外圆表面粗糙度值要求Ra=1.6μm。此套筒结构是一个半缺圆形,刚性较差,外圆尺寸公差小,主要加工难点是如何保证φ16H7孔与外圆同轴度≤0.015mm,偏心孔φ40H7与外圆母线平行度100mm∶φ0.04mm。为此,根据零件结构特点,设计了两套工装(工艺套),用于加工两端盲孔,达到设计要求。
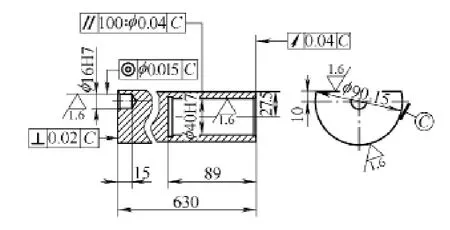
图 1
1.工装设计
(1)正套(见图2)材料为45钢,淬火硬度40~45HRC,φ90.15H 7孔对φ120mm外圆跳动量≤0.005mm。
(2)偏心套(见图3)材料为4 5钢,淬火硬度35~40HRC,尺寸90.15H7孔对φ150mm外圆中心线对称度≤0.01mm,A面对φ150mm外圆中心线平行度≤0.01mm。

图 2
2.工艺过程
(1)先在工件两端钻中心孔(右端中心孔不宜过大,以免加工φ40H7孔时出现豁口现象),用两顶尖装夹半精磨外圆为φ90.15h6。

图 3
(2)将图2所示的正套装在工件左端,单动卡盘夹右端,中心架托左端,找正外圆,螺钉顶在缺平面上拧紧,外圆与内孔小间隙配合。钻、车、铰φ16H7孔,车端面,孔口倒1mm×60°内角(与内孔一次装夹加工,是为后序使用顶尖转换基准做准备)。
(3)将图3所示的偏心套(两件)分别装在工件两端,缺平面紧贴在A面上,找正外圆后,用螺钉紧固(螺钉头焊1.5mm厚铜皮,防止挤伤外圆),钻、车φ40H7孔,精车端面。
(4)车一工艺堵头装入φ40H 7孔,不宜太紧,为拆卸方便可车为1∶200锥度,用正套找正外圆,在堵头端面钻中心孔,两顶尖装夹工件,上卡箍,精磨外圆及左端面达到图样要求。
3.结语
经加工实践证明,采用工艺套装夹半缺圆形套筒零件车削内孔,效果良好,有如下优点:对于单件或批量生厂均适用,零件加工精度稳定,操作简便,工装成本低,结构简单,安全可靠。其缺点是:每批生产都要配制工艺堵头,有待改进。该工装也可推广到结构相同、尺寸不同的套类零件加工。