CATIA编程刀具半径补偿的建立与取消
2013-05-14中航工业庆安集团有限公司陕西西安710000刘壮壮杜阳春
中航工业庆安集团有限公司(陕西西安 710000)刘壮壮 杜阳春
在编制数控加工中心轮廓铣削加工程序时,为了编程方便,经常利用数控系统为我们提供的刀具补偿功能,编制带有半径补偿的数控程序。随着科技的进步,利用CATIA、Pro/E等软件来编程成为机械加工发展的趋势。由于刀具的磨损,或者在加工时让刀引起的误差,在铣削复杂外形或者型腔时,我们也希望在编程软件上编制可以带刀具半径补偿的程序,方便操作人员调试,减少工作量,提高工作效率。
1.刀具补偿的作用与过程
由于刀具的磨损,或因换刀引起的刀具半径变化时,不必重新编程,只需修改相应的偏置参数即可。加工余量的预留,可通过修改偏置参数实现而不必分为粗精加工各编制一个程序。
利用CATIA等软件编程和手动编程一样,刀具半径的补偿过程也需要分三步:刀补的建立、刀补的运行和刀补的取消。刀具刀补的建立、运行、取消可以用同一个命令实现。
2.利用软件编程刀补的建立、运行和取消
在用CATIA编程时,会选择轮廓铣削命令来完成零件外形的铣削加工。轮廓铣削命令为“Pro file Contouring”,进入“刀具路径参数”选项卡(见图1),单击,在“m achining”选项卡中,选择“com pensation output”选择“2D radial profile ”,就可以将刀具半径补偿建立了(见图2)。

图1 刀具路径参数选项卡

图2 建立刀补选项卡
点击“TOOL PATH REPLAY”,显示刀路轨迹,图3中所示轮廓轨迹为实际切削轨迹,是刀补运行的结果。刀具半径补偿的建立与取消可以通过设置“刀具路径参数”选项卡中“进刀/退刀路径”选项卡来完成。点击进入“进刀/退刀路径”选项卡(见图4)。

图3 零件加工轨迹

图4 刀具路径选项卡
其中“Approach”为进刀路径设置,“Retract”为退刀路径设置,在M ode中选择“Build by user”。在刀具进刀与退刀方式选择,即选择刀具进刀/退刀与所选零件轮廓线垂直。刀具的建立与取消将会在所设置的垂直线段上实现。图3所示的轮廓轨迹,生成后置,转换为程序即:


上述即完成了刀具半径补偿的建立、运行与取消。利用软件进行编程,要注意的一个地方是螺纹程序的编制。像HEIDENHA IN或者SIEMENS等系统自身带有铣螺纹模块,只需将程序编制为模块式的,通过更改刀具直径就可以实现螺纹铣削调试。FANUC系统的机床不可以直接编制带有刀具半径补偿的程序,通过铣螺纹命令编出不带刀补的程序,手动加刀补(见图5)。
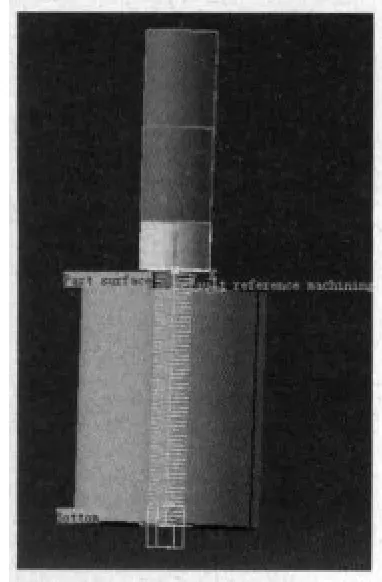
图5 铣螺纹刀具轨迹
特别要注意的是螺纹退刀时的刀路,刀具退刀时与螺旋线轨迹相切的圆弧是在平面上,而不是螺旋线。因为螺纹铣刀带有螺旋角度(见图6),所以,必须将铣螺纹退刀时的圆弧轨迹删除,防止将螺纹铣伤。下列程序为没有手动加刀补:

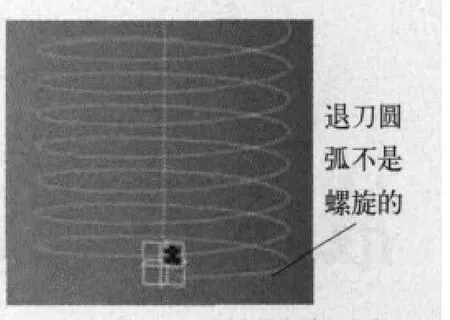
图6 铣螺纹刀具轨迹局部放大
最后进行程序的仿真,需要利用仿真软件,检验程序是否正确,我们公司使用Vericu t软件。仿真时需要进行设置,打开仿真软件,点击,在中激活G代码,在径向刀具补偿选择“开-默认为全半径”(见图7)。然后就可以进行程序的仿真。

图7 刀具半径补偿设置