单作用双夹紧夹具设计
2013-05-14齐齐哈尔北方华安工业集团有限公司黑龙江161006李金富薛志馨
齐齐哈尔北方华安工业集团有限公司(黑龙江 161006)李金富 薛志馨
随着数控车床的普遍应用,在大批量异形件生产过程中专用夹具也随之产生并广泛应用。下面介绍一种利用单活塞液压缸实现双点夹紧专用夹具,以便于同仁在类似结构零件加工中参考应用。
1.零件结构特点
我公司有一种零件(见图1),该零件结构形式如同一个圆锥体。加工外形时存在一定困难,为保证零件尺寸精度的一致性,我们对精车外形夹具进行了设计 。
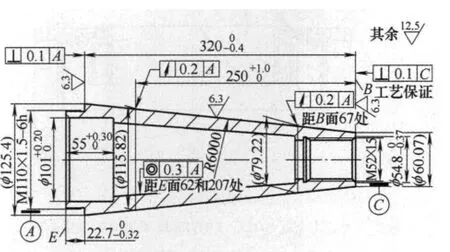
图1 工件
2.夹具结构构思
如图1如示,加工外形时最好的夹紧方案是以E端面定位,在内腔的圆柱部和圆锥部两处夹紧。设想应用夹紧方式为夹块和拉杆斜面配合,通过拉杆的前后运动,转变成夹块的上下运动来完成夹紧。这样若实现两点夹紧的话,需用到两套拉杆和夹块的夹紧系统。一般来说,要双活塞液压缸工作才能完成零件的装夹。而目前我公司双活塞夹紧液压缸数控机床PNE480仅有2台,另有8台M J-520机床为单活塞夹紧液压缸设备。如将8台机床更换成双活塞液压缸,不仅需要大量的采购资金,还需要加工联接盘以及等待较长的采购周期。为了保证生产进度,并最大限度地扩大机床加工范围,提高机床的使用效率,我们决定对精车外形夹具进行创新设计,利用单活塞液缸实现双夹紧功能。半成品如图2所示。
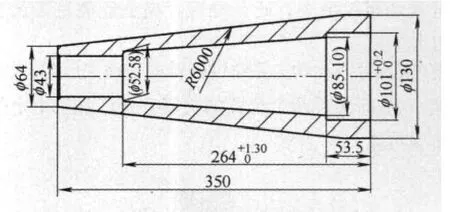
图2 精车外形前半成品
3.夹具的设计
通过查阅大量资料,我们在借鉴了国内外先进夹具结构的基础上,决定采用碟簧来解决由双活塞夹紧液压缸到单活塞夹紧液压缸的转变。如图3所示,该结构是由机床液压缸直接带动连杆1与拉芯2实现直线运动,并通过圆锥面带动夹爪3实现夹紧;同时拉芯2压缩碟形弹簧6,靠弹簧力来拉动拉芯5实现直线运动,并通过圆锥面带动夹爪4实现夹紧。 从而实现两个位置的夹紧,保证加工中定位夹紧可靠。
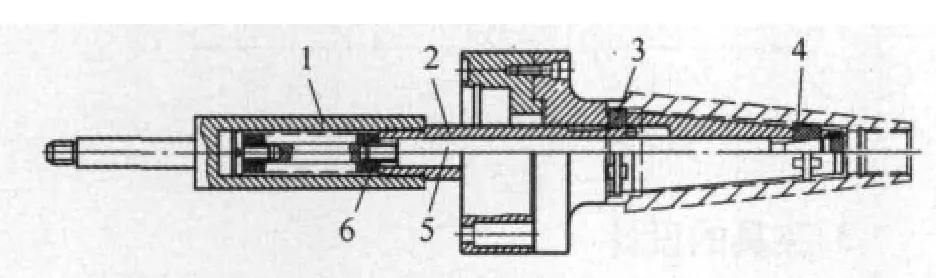
图3 夹具结构
考虑到所加工的零件材料为锻造铝合金,为了尽可能地减小应力变形,在螺纹部位夹爪的个数上我们采取同一圆周方向用六个夹爪,加大接触面积,分散夹紧力。经计算出总的夹紧力为16kN,前后两点夹紧,共有9个夹爪,每个夹爪分担1.8kN,如果要保证前面的夹爪也达到夹紧的要求,因此碟簧的预紧力必须在1.5kN以上。
4.结语
应用此夹具进行大批量生产加工,该夹具安装精度径向圆跳动为0.02mm,端面圆跳动为0.03mm,能够满足工艺要求,经检测零件尺寸全部符合图样要求;且相对于螺纹基准距弹口端面62mm和207mm两处测量壁厚差均小于0.2mm,距小口端面前100mm处测螺纹样柱小于0.1mm,完全能够达到产品形位精度要求;且充分利用了数控机床M J-520,扩大了机床使用范围,提高了机床设备利用率。