哈夫铜导套加工方案
2013-05-14合肥合锻机床股份有限公司安徽230601
合肥合锻机床股份有限公司(安徽 230601)过 坚
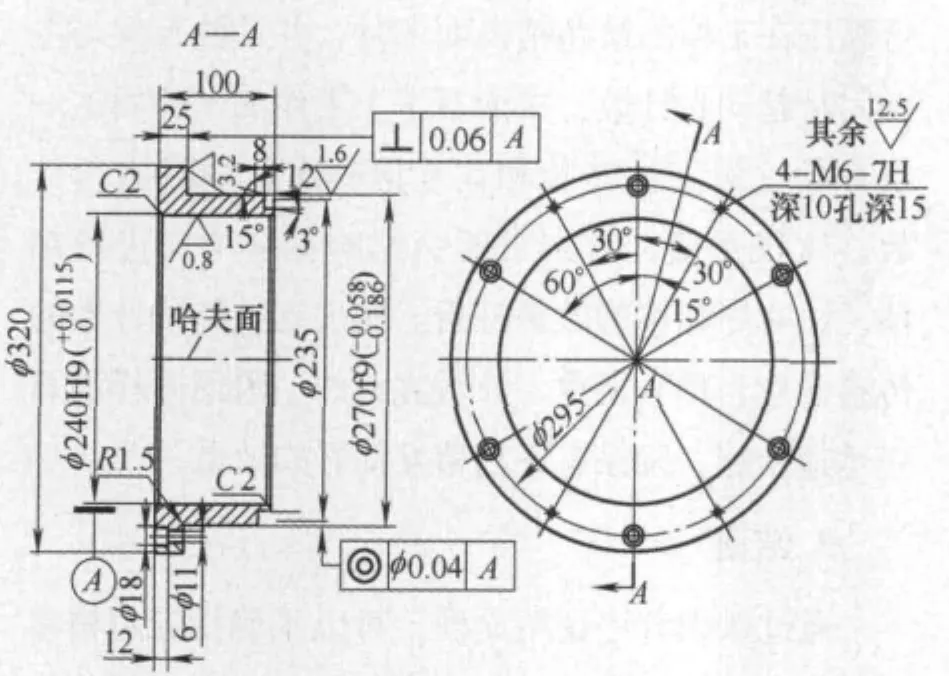
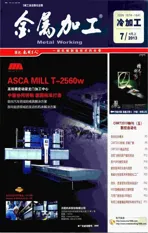
图 1
我公司在生产实际中,时常遇到如图1所示的哈夫铜导套。面,然后用“乐泰326”胶将工件粘接成一体。由于胶在耐高温、抗切削振动等方面有些欠缺,为此,我们制作了卡套、卡箍。卡套的具体用法如图2所示。
此零件的特点:为便于用磨损后更换以及满足使用要求,零件设计成无缝的哈夫结构。材料为:ZQSn6-6-3,孔φ240H9与外圆φ270f9有很高的同轴度要求。
1.加工方法
目前,此类零件加工通常有两种方法:锡焊法和胶粘法。
(1)锡焊法 工件粗加工留余量,沿中心将工件锯开成两半。将工件加热至锡熔化,把工件焊牢成一体。夹右端,车端面,车外圆φ320mm×25mm。调头,夹外圆φ320mm×25mm,车端面至总长。车外圆φ270f9、孔φ240H 9,以保证同轴度。车12mm×3°斜面。
此方法的缺点:要有加热工件、焊锡的专用加热炉,加工过程时常出现锡焊不牢,脱落,须重新锡焊,影响加工配套周期。
(2)胶粘法 粗加工工件,将工件锯成两半,工序与锡焊法一样。胶粘时,用丙酮清洗哈夫
装夹时,零件哈夫面应与卡套联接面在同一平面,目的是卡套夹紧力与零件哈夫面垂直。加工过程为:夹右端,车端面、外圆φ320mm×25mm。调头,夹外圆φ320mm×25mm,车端面至总长,车12mm×3°斜面。为在一次装夹中,车出外圆、孔,以保证同轴度要求,我们制作了卡箍。具体用法如图3所示。
图 3
安装时,先将卡箍按图3所示零件装入工件,松开四个螺钉,去除卡套。车外圆φ270 f9、孔φ240H9均至尺寸。
胶粘法优点:无需专用加热炉,工艺方法简单,加工质量稳定。尽管制作了卡套和卡箍,但工装可反复使用,还是经济合算的。
2.结语
从哈夫铜套两种加工方法来看,胶粘法工艺过程简单,加工质量稳定,经济合算,是一种不错的加工方案,正得到广泛应用。