滚齿机Y320滚刀架工装设计
2013-05-14河北天择重型机械有限公司邯郸056200李全希张海峰夏私访
金属加工(冷加工) 2013年7期
河北天择重型机械有限公司(邯郸 056200)李全希 张海峰 夏私访
我公司生产的1150露天采煤机在加工行星架渐开线外花键(m=5、z=60、α=30°)时,由于零件结构上下直径相差大(见图1),下部干涉,花键滚刀加工不到花键。公司现有的滚齿机(Y 320、YQ31315、俄5343п)及周边的厂家滚齿机无法满足加工要求,为了确保生产进度,专业人员集思广益,在Y320滚齿机上想出一种方法,供同行参考。
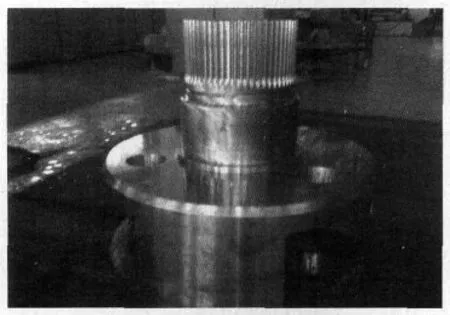
图1 行星架
具体做法如下:
在Y 320滚齿机滚刀架(见图2、图3)上安装上直径50mm刀杆(一级轴),装上主动齿轮(m=5、z=45)然后装上套,用螺母压紧,不用安装原滚刀架刀杆支架。增加一个轴承座和一个支座用于安装前刀杆(二级轴),并在前刀杆上安装被动齿轮(m=5、z=45)和花键滚刀(m=5),然后装上套,用螺母压紧。该工装安装方便,磨刀时将支架和螺母松开可方便取下滚刀。经使用工作稳定,性能可靠,加工出工件满足技术要求,该工装也可以在其他滚齿机上推广。
设计时注意的问题如下:
(1)主动齿轮要靠近滚刀架轴承座,保证主动齿轮的刚性。
(2)轴承座上安装两盘推力轴承用于前刀杆定位,防止前刀杆轴向窜动,间隙用两个圆螺母调整。
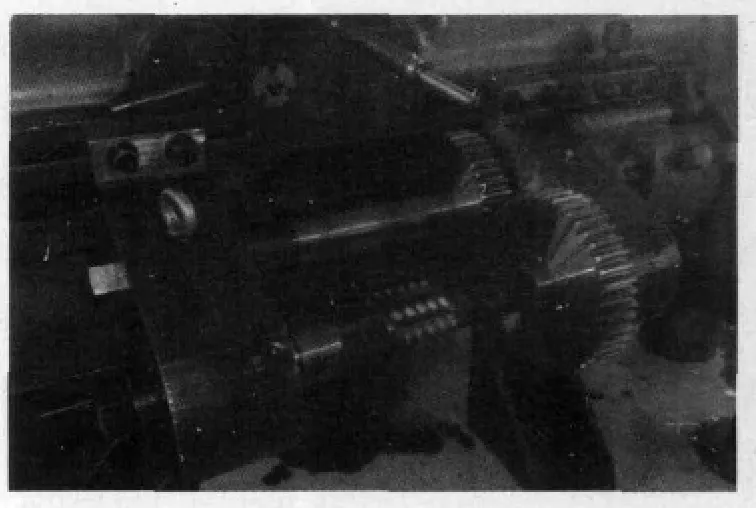
图2 Y320滚齿机工装
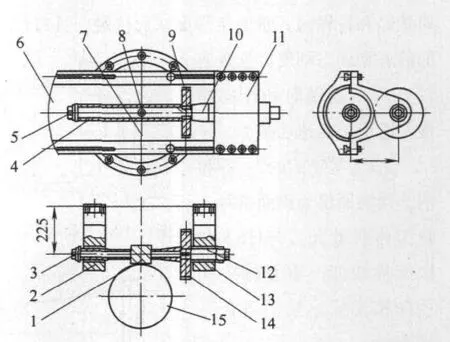
图3 设计装配图
(3)支座不定位,可以移动调整。
(4)轴承座与支座配合尺寸、定位尺寸应同时加工,保证加工和装配精度。
(5)该工装传动比为1∶1,中心距为225mm,也可以根据实际需要改变传动比和中心距。
(6)轴承座与支座在工作时要保证润滑。
(7)滚刀转速为30~35r/m in。