广西某半氧化铜矿石预脱碳加温硫化浮选试验
2013-04-03胡明振吴伯增陈锦全卜显忠
胡明振 吴伯增 陈锦全 卜显忠
(1.广西华锡集团股份有限公司;2.西安建筑科技大学材料与矿资学院)
随着我国矿产资源开发力度不断加大,选矿处理的富矿石和易选矿石越来越少,贫细杂难选矿石越来越多[1]。广西某铜矿石属于半氧化矿石,并含有一定量的碳质。选矿厂采用直接常温浮选工艺处理该矿石,但由于部分铜矿物因表面氧化蚀变而影响捕收剂的作用效果、次生铜离子进入矿浆活化其他硫化矿物、含碳矿物吸附大量药剂干扰浮选过程,导致铜精矿品位只有18%左右且回收率不到60%。本研究对该矿石进行预先脱碳加温硫化浮选试验,获得了较好的试验指标,为现场工艺流程改造提供了依据。
1 矿石性质
矿石中含铜矿物主要为黄铜矿、铜蓝、辉铜矿、孔雀石,有极少量的斑铜矿;脉石矿物主要为白云石、石英,其次为云母、长石,还含有约1%的碳质。原矿化学多元素分析和矿物定量分析结果见表1、表2。

表1 原矿化学多元素分析结果 %
对原矿进行铜物相分析,结果如表3所示。可见,矿石中的铜有27.12%被氧化。
岩矿鉴定表明,主要含铜矿物在矿石中多呈他形粒状集合体嵌布在白云石粒间,有的呈不规则状、孤岛状被白云石交代,粒度多集中在0.05~0.15 mm。

表2 原矿矿物含量 %

表3 原矿铜物相分析结果 %
2 条件试验
2.1 磨矿细度试验
按图1流程进行磨矿细度试验,试验结果见图2。

图1 磨矿细度试验流程

图2 磨矿细度试验结果
由图2可知:磨矿细度过粗时,粗精矿的Cu品位和回收率均较低,这是因为一方面上浮的铜矿物较多以连生体形式存在,另一方面部分铜矿物被脉石矿物包裹而未能上浮;磨矿细度在-0.074 mm占65%~81%之间时,粗精矿的Cu品位和回收率均较高且变化不大,说明铜矿物在磨矿细度为-0.074 mm占65%时已经解离比较完全;当磨矿细度为-0.074 mm占90%时,粗精矿的Cu品位和回收率都明显下降,说明发生了过粉碎现象,恶化了浮选环境。根据试验结果,选择磨矿细度为-0.074 mm占65%。对该细度下的磨矿产品进行解离度测定,铜矿物单体含量达到 80.72%,连生体含量仅为19.28%,说明选择该磨矿细度是比较合适的。
2.2 预脱碳后选铜与直接选铜对比
矿石中含1%左右的碳质,会吸附大量药剂,影响浮选效果[2],因此有必要进行预脱碳处理。将矿石磨至-0.074 mm占65%,按图1流程和药剂条件进行预脱炭后选铜,并与相同药剂条件下的不脱碳直接选铜进行对比,以验证预脱碳的效果,试验结果见表4。

表4 脱碳与不脱碳选铜效果对比 %
由表4可知,经过预脱碳处理,粗精矿铜品位可提高1.73个百分点,铜回收率可提高3.23个百分点,说明预脱碳的效果是显著的。
2.3 加温硫化条件试验
加温硫化是选别氧化铜矿石的有效方法。试验矿石铜的氧化率超过27%,因此采用硫化钠作为硫化剂[3]对其进行加温硫化来改善选铜指标,并考察了硫化钠用量、硫化温度和矿浆pH对加温硫化效果的影响。
2.3.1 硫化钠用量试验
将矿石磨至-0.074 mm占65%,在硫化温度及其他药剂条件不变的情况下按图1流程进行硫化钠用量试验,结果见图3。
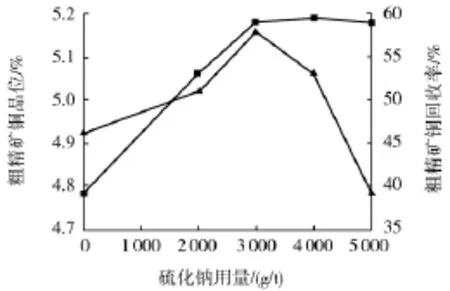
图3 硫化钠用量试验结果
由图3可知:硫化钠用量由0提高到3 000 g/t时,由于硫化作用降低了含铜矿物表面的价键极性,有利于捕收剂的吸附[4],因而粗精矿的铜品位和回收率均呈上升趋势;硫化钠用量超过3 000 g/t后,粗精矿铜品位变化不大,但矿浆中大量的HS-反而对铜矿物产生了抑制作用[5],导致铜回收率明显下降。因此,确定硫化钠用量为3 000 g/t。
2.3.2 硫化温度试验
在硫化过程中进行加温能够改变矿物晶体表面和体相载流子的能级、浓度及比率,有利于药剂的分散溶解和药剂在矿粒表面的吸附[6],从而提高硫化效果。
将矿石磨至-0.074 mm占65%,按图1流程和药剂条件进行硫化温度试验,结果见图4。

图4 硫化温度试验结果
由图4可知,粗精矿的铜品位和回收率先是随着硫化温度的提高而不断上升,然后在硫化温度达到60℃时趋于稳定。因此选择硫化温度为60℃。
2.3.3 矿浆pH试验
硫化钠在水溶液中会发生以下反应[7-8]:

当pH过低时,将造成矿浆中H2S电离不充分,从而影响硫化效果;反之,若pH过高,会产生过量的OH-和HS-或S2-,它们吸附在铜矿物表面,也会影响铜的回收[9]。可见,矿浆pH是硫化效果的重要影响因素。
将矿石磨至-0.074 mm占65%,在硫化温度及其他药剂条件不变的情况下按图1流程进行矿浆pH(碳酸钠用量)试验,结果见图5。

图5 矿浆pH试验结果
由图5可知,当pH=9时,粗精矿的铜品位达最高值,铜回收率达次高值且与最高值相差很小。因此选择矿浆pH为9,此时相应的碳酸钠用量为4 000 g/t。
2.4 抑制剂的选择
将矿石磨至-0.074 mm占65%,分别以腐植酸钠(代号A)、羧甲基纤维素(代号B)、六偏磷酸钠(代号C)、水玻璃(代号D)为抑制剂(用量均为200 g/t),在硫化温度及其他药剂条件不变的情况下按图1流程进行抑制剂对比试验,结果见图6。

图6 抑制剂种类试验结果
由图6可知,以200 g/t腐植酸钠为抑制剂时,可获得较高的粗精矿铜回收率,而以200 g/t六偏磷酸钠为抑制剂时,可获得较高的粗精矿铜品位。鉴于粗精矿应保证足够的铜回收率,选择采用200 g/t腐植酸钠作为抑制剂。
2.5 捕收剂的选择
将矿石磨至-0.074 mm占65%,分别以丁黄药、兼具起泡性能的DY、丁黄药+DY为捕收剂,在硫化温度其他药剂条件不变的情况下按图1流程进行捕收剂对比试验,结果见表5。

表5 捕收剂选择试验结果
由表5可知,以单一丁黄药为捕收剂时,可获得较高的粗精矿铜品位,而以丁黄药+DY为捕收剂时,可获得较高的粗精矿铜回收率。鉴于粗精矿应保证足够的铜回收率,选择采用丁黄药+DY作为捕收剂,其用量为粗选时50+50 g/t、扫选1和扫选2时5+5 g/t。
3 闭路试验
在上述条件试验的基础上进行了闭路试验。试验流程如图7所示,试验结果见表6,所得铜精矿的化学多元素分析结果见表7。

图7 闭路试验流程

表6 闭路试验结果 %

表7 铜精矿化学多元素分析结果 %
由表6、表7可知:所获铜精矿的铜品位和回收率分别达到了20.57%和62.75%,比现场生产指标分别提高了约2个百分点和近3个百分点,体现了较好的选别效果。精矿中Ag的含量比较高,后续研究中可以考虑综合回收。
4 结论
广西某铜矿石铜氧化率在27%以上,且含1%左右的碳质,属难选半氧化铜矿石。以硫化钠为硫化剂、丁黄药+DY组合为捕收剂,在60℃下对该矿石进行预脱碳加温硫化浮选试验,可获得Cu品位为20.57%、Cu回收率为62.75%的铜精矿,与现场采用的直接常温浮选工艺相比,选别指标得到了显著提高。
[1] Bruckard W J,Sparrow G J,Woodcock JT.A review of the effects of the grinding environment on the flotation of copper sulphides[J].Int JMiner Process,2011,100(1):1-13.
[2] 刘守信,杨 波,师伟红,等.云南某氧化铜矿的选矿试验[J].矿冶,2007,16(4):14-16.
[3] 张建文,覃文庆,张雁生,等.某低品位难选氧化铜矿浮选试验研究[J].矿冶工程,2009,29(4):39-43.
[4] Lee K,Archibald D,McLean J.Flotation ofmixed copper oxide and sulphideminerals with xanthate[J].Minerals Eng,2009,22(4): 395-401.
[5] Ackerman P K,Harris G H,Klimpel R R.Use of xanthogen formates as collectors in the flotation of copper sulfides and pyrite[J].Int JMiner Process,2000,58(1):1-13.
[6] 宋翔宇.某难选低品位氧化铜矿石水热硫化浮选试验[J].金属矿山,2012(4):63-67.
[7] 邢春燕,贾瑞强,霍明春.氧化铜矿硫化浮选中硫化钠大量消耗机理研究[J].昆明理工大学学报:自然科学版,2012,37 (2):6-9.
[8] 张建文.低品位氧化铜矿的浮选及浸出研究[D].长沙:中南大学,2007.
[9] 李晓波,熊晨曦,徐 林.某难选硫化铜矿浮选新工艺研究[J].矿冶工程,2007,27(1):32-35.