柴油机机体主轴孔双材料珩磨工艺浅析
2013-02-28王立萍陈伟忠
王立萍,陈伟忠
(1.一汽解放汽车有限公司无锡柴油机厂,无锡214026;2.无锡出入境检验检疫局,无锡214101)
柴油机机体主轴孔双材料珩磨工艺浅析
王立萍1,陈伟忠2
(1.一汽解放汽车有限公司无锡柴油机厂,无锡214026;2.无锡出入境检验检疫局,无锡214101)
柴油机机体主轴孔由铝、铁2种材料组成,该孔珩磨为双材料断续面长孔珩磨工艺技术。本文主要介绍了该结构主轴孔珩磨工艺技术的研究应用过程,对主轴孔结构、材料特性、使用的珩磨刀具结构特性、切削参数等进行了分析,并对珩磨工艺技术进行了切削试验研究。通过试验实践总结出影响珩磨工艺技术的各种因素,浅析珩磨工艺技术,有效保证产品质量要求。
双材料 断续面长孔 珩磨工艺
1 前言
随着轿车柴油机的发展和革新,先前的缸体与轴承盖组成的主轴孔由相同铸铁材料配对的孔转变成了铝合金缸体与铸铁轴承盖相配对的双材料孔,铝包铁缸体总成成为革新产品,并能满足在轻量化设计下产品性能达欧Ⅳ排放要求。珩磨工艺能保证其双材料主轴孔的粗糙度、圆度和圆柱度等技术参数的要求,网纹也能起到储油润滑作用,确保发动机的性能。
本文意在对这种新型主轴孔双材料珩磨工艺技术的研究与探索,积累和发展珩磨工艺技术。
2 气缸体结构特点及加工
2.1 气缸体结构与材料
气缸体主轴孔上半部材料为YL112,硬度≥90 HBS,抗拉强度不低于245 MPa;下半部框架为铝框架包铁主轴承盖零件,其中本体材料为ZL112,硬度≥90 HBS,抗拉强度不低于245 MPa;主轴承盖嵌在内部框架中,材料为QT400-10,硬度130~180 HBS;组合成的主轴孔为铝、铁2种材料的结构孔,如图1所示。产品设计成主轴孔内有网纹要
求,故精镗后需进行珩磨工艺。
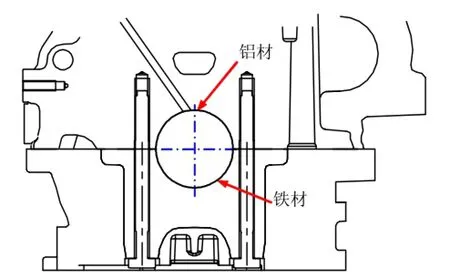
图1 缸体主轴孔结构示意图
来稿日期:2013-06-15
2.2 主轴孔要求和工艺难点
该主轴孔1、5档同轴度为φ0.015;2、3、4档相对相邻档跳动为0.015,相对1、5档跳动为0.02;所有主轴承孔圆柱度都为0.01;珩磨后主轴孔表面粗糙度应达到表1所规定的要求。
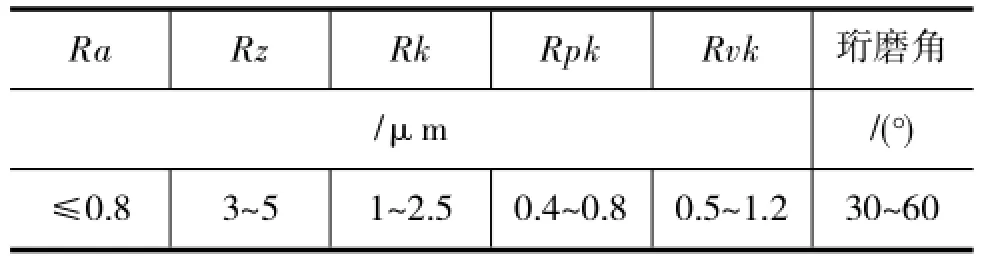
表1 主轴孔珩磨网纹要求
3 磨削方案分析
3.1 磨头结构分析
一般如图2所示的长度相对较短,粗、伸缩式磨条和导条布置在同一圆周上的整体式珩磨头结构,在设备主轴与连杆为浮动连接式结构的连续孔磨削中能很好地保证连续孔的圆柱度、圆度和粗糙度。而对于如图3所示的孔径相对较小、断续长孔来说,一方面磨条和导条难以布置在同一圆周面上,另一方面短磨头无法保证断续孔的圆柱度要求。象这种磨条伸缩时独立地支撑在胀芯机构上的磨削工具在磨削软、硬材料结合的双材料孔径时会产生偏移状况。因此适应上述断续孔要求的磨头结构必须考虑这些因素。
3.2 珩磨头结构设计
根据主轴孔这一特性,珩磨头结构必须考虑软、硬2种材料在磨削时防止磨头引偏的结构。磨头在进给运动时采用双侧导向结构,克服了导条与磨条小尺寸难以布置在同一圆周上的困难,并帮助珩磨头进给时避免因孔断续后着力变化而产生的窜动、偏移状况(见图4)。结构设计如下:
(1)珩磨头涨缩芯轴设计成多锥支撑,保证珩磨工件的圆度。
(2)粘珩磨条的座子采用弧形片状结构,选用耐磨、抗压强度高且尺寸稳定性强的工具钢材料。工作时各弧件都能接触工件的两半圆,避免因工件两半圆的材料不同而使珩磨时偏向软的一方,来保证珩磨后工件的圆度。
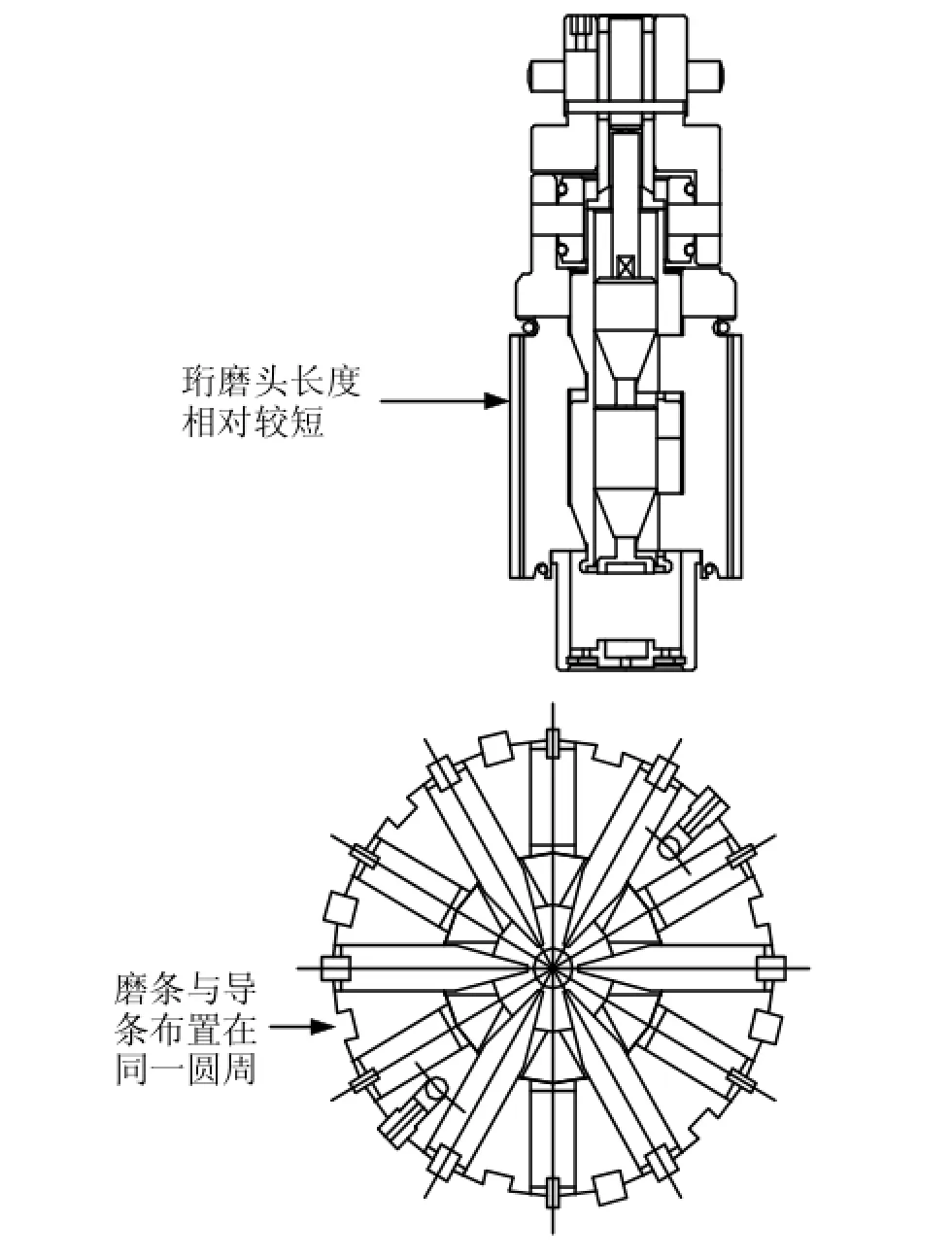
图2 珩磨粗短孔珩磨头结构示意图
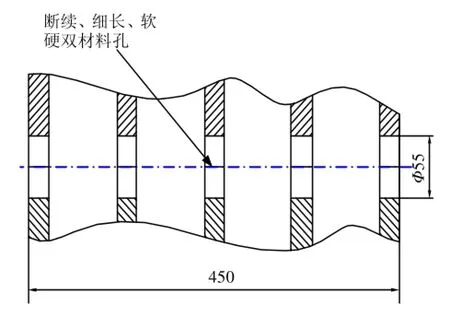
图3 细长断续孔结构示意图
(3)珩磨头上珩磨条的长度跨越2个主轴孔支撑肩。工作中磨条均能接触前后档的位置,避免珩磨时发生偏移而撞坏珩磨条。
(4)珩磨头采用双侧合金导向条来保证珩磨后主轴孔的同轴度。
(5)珩磨头结构中运用微调螺钉,以调节珩磨头的涨缩量来保证珩磨调试时不会撞主轴孔,可以
方便地适应珩磨机的步进量的快慢和大小的调整。
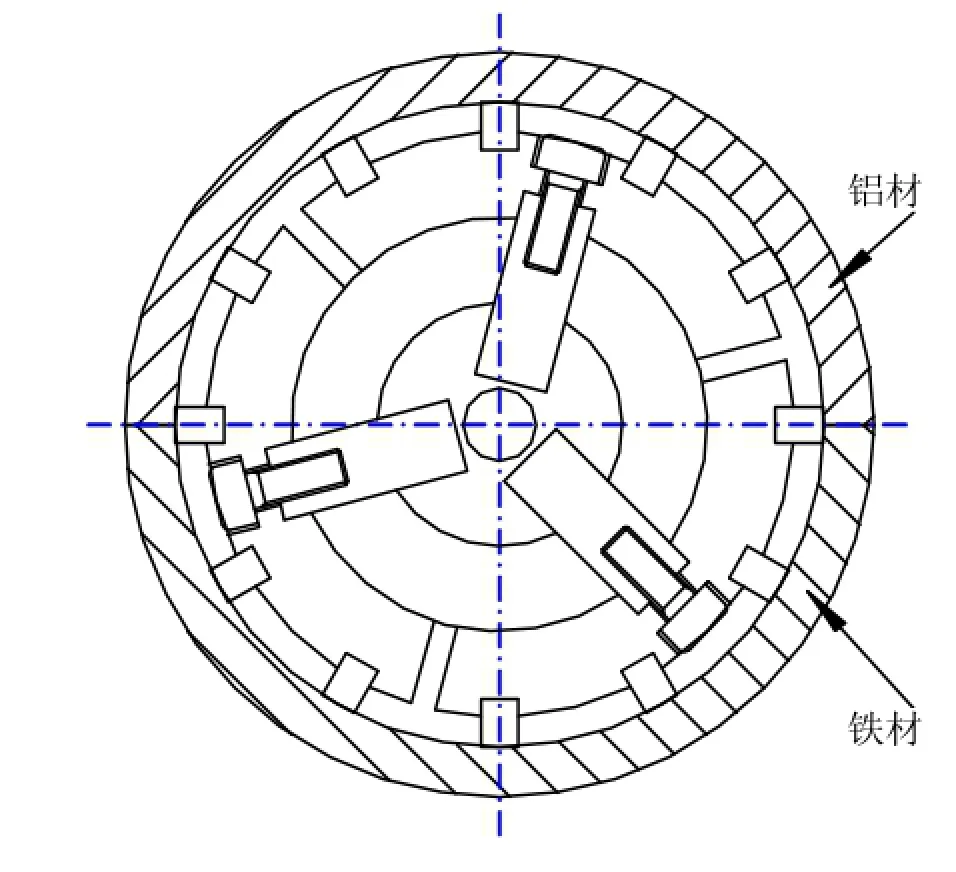
图4 珩磨细长断续孔珩磨头剖面图
(6)磨头为小角度长倒锥进入结构;珩磨头与连杆为浮动连接,珩磨头进入主轴孔后不会压伤材料较软的铝半圈孔壁。
4 磨削参数设置试验与匹配
4.1 珩磨角的确定
图5为珩磨角与Va、Vt的关系图。
由于珩磨头长度较长,初次试验时转速选取低一点,选为80 r/min,则圆周速度为

根据产品图纸技术要求中珩磨角的范围,取珩磨角θ为45°,则往复速度如下:

按照这样的选取值试磨削,实际测得θ值比45°小,即理论计算值与实际操作结果不相符合。
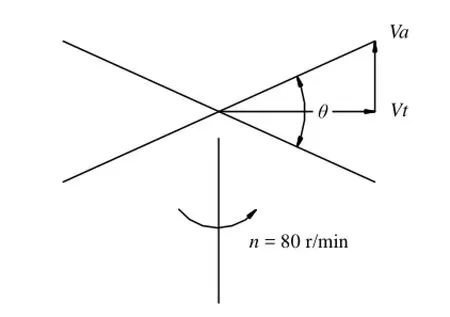
图5 珩磨角与Va、Vt关系图
分析原因发现,在往复过程中珩磨头与工件表面间存在摩擦阻力的影响;且珩磨油压力、珩磨油粘度、珩磨头胀出压力对摩擦阻力均有影响,使往复速度值比理论值小,仅从理论公式去考虑与实际情况不相符合。因此试验时设定圆周速度后,连续提高往复速度,测量珩磨角。当Va设定值提高到理论值的1.75倍时,即Va=5.6×1.75=9.98 m/min时实际测得网纹交叉角约为45°。
4.2 粗糙度网纹要求的确定
根据产品图样对网纹Ra、Rz、Rk等的要求,从图6支承长度率Abbott曲线图看出,这些参数要求是相关联的。要达到这些要求不仅与磨条的磨粒规格有关,而且还与珩磨机工作的各项参数设置有关。操作人员必须具备一定的操作技能。
珩磨要求中没有材料比率Mr1、Mr2的要求,珩磨头就设计成一次性成型磨,磨粒选用微粉级粒度规格,在Nagel机一种珩磨模式下操作。
试验中设定在某一项参数不变的情况下改变其它参数并随时检测数据结果,多次设定某项参数改变其它参数,通过磨削试验,大量实验数据表明:
(1)微粉磨粒的规格能影响Rz、Rvk的大小,磨粒直径越大其值越大。
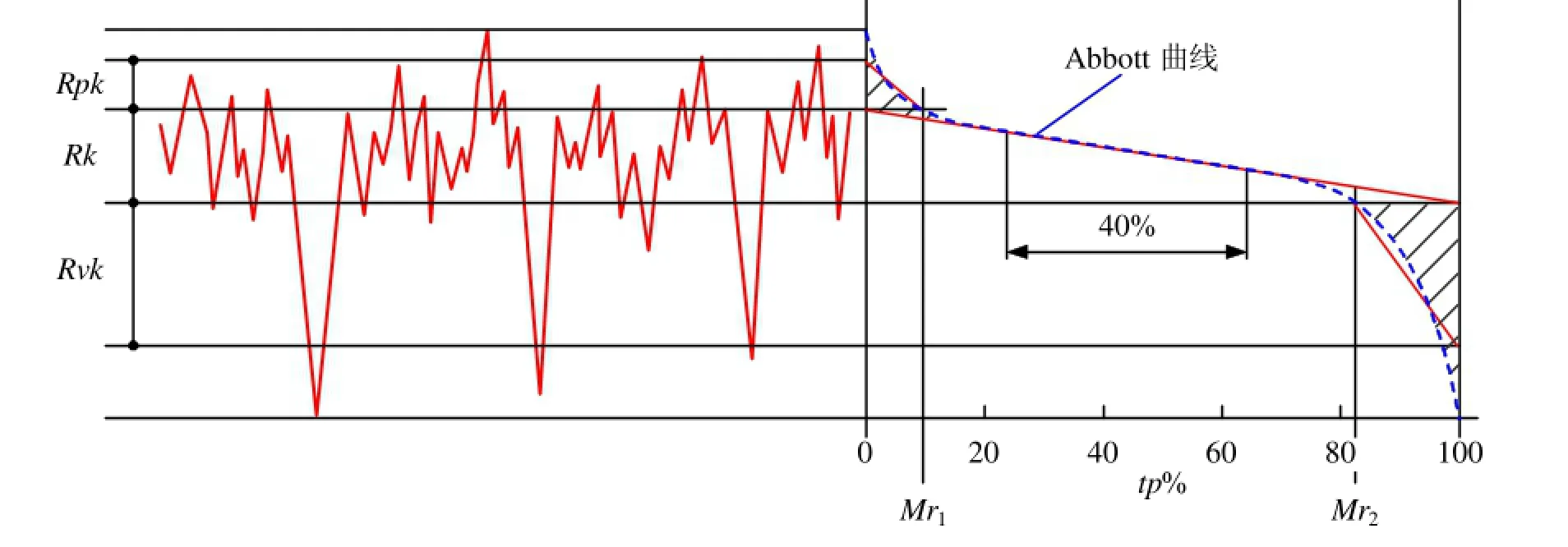
图6 支承长度率曲线图
(2)上、下越程的大小影响着整个断续孔的圆柱度要求,太大呈现出两头大中间小现象,太小则呈现出两头小中间大现象[1]。另外假如当下越程的大小受到工件结构影响不能大时可以采用其它方式改变孔形,如珩磨头直径上下部差异,规圆时调大珩磨头下部直径;在珩磨压力一定下缩短珩磨时间等方法。
(3)采用一次性珩磨,珩磨压力越大,Rvk值就会越大。
(4)珩磨时间长,Rk、Rvk都会减少,但对Rpk来说,一开始随珩磨时间的加长而快速下降,当达到一定程度时即使时间加大其变化甚微。
(5)珩磨时步距的设定也会影响粗糙度的大小,步距设大粗糙度也会变大。
(6)珩磨油对粗糙度也会有影响,珩磨油粘度大就相当于润滑力加大,摩擦系数小磨粒滑过的速度快与壁接触浅了,粗糙度也会变小。
(7)对于新的磨头,需要经过一定的修刃磨削后让磨粒带有弧面,左旋与右旋的结合运用也能使磨粒锐利均匀;然后再进行各项参数的调节会使实验过程中更能找到规律,容易判断出影响各参数的因素。
试验数据表明,当珩磨压力选为20%,冲程速度分别设置为20 m/min、15 m/min和12.5 m/min,珩磨时间为2~3个循环,其它参数为定值时,粗糙度能达到工件图纸要求。上、下越程大小在25 mm左右时,适当差异可确保同轴度、跳动达到工件图纸要求。
4.3 试验检测数据
珩磨工艺中产品要求关联并需同时达标的要素较多,能同时做到这些要素均达标并非易事。经过反复试验和改进,最终抽样检测数据见表1。
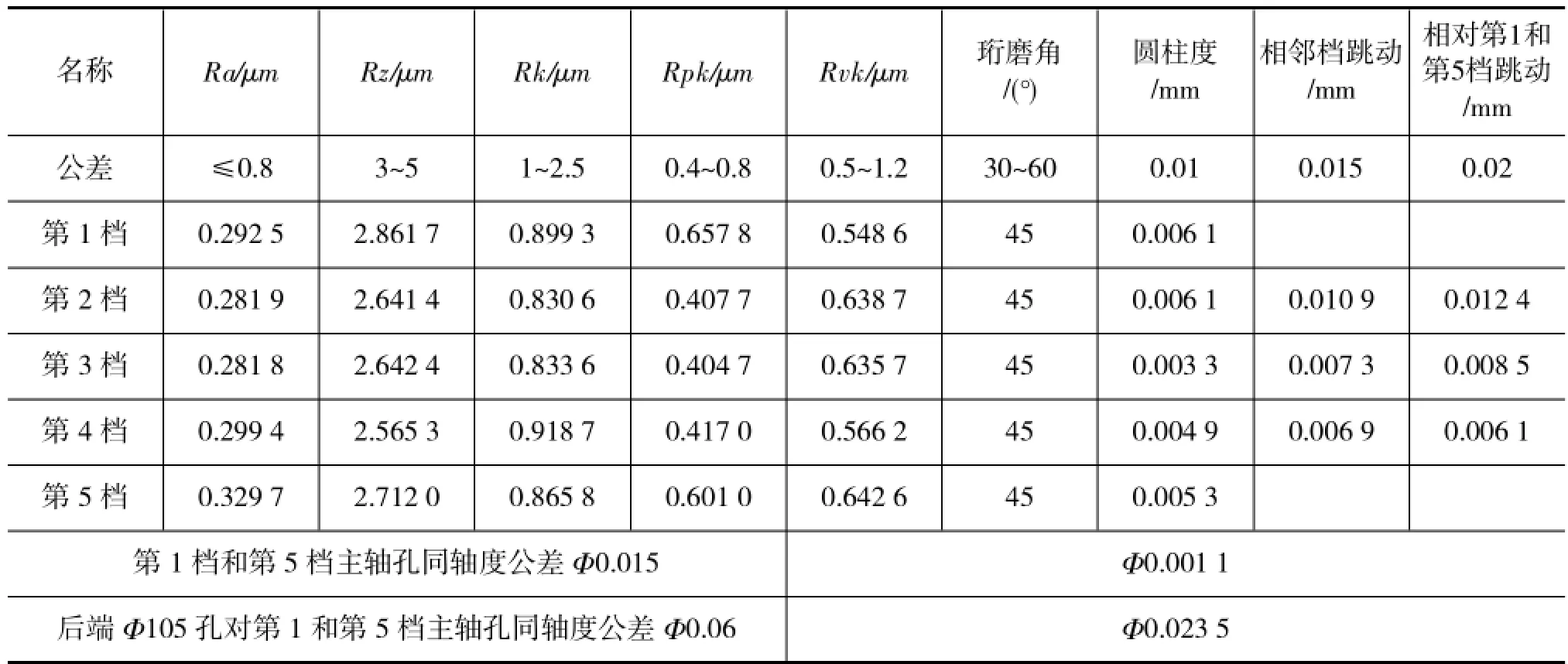
表1 珩磨后产品所需技术参数检测数据表
5 结论
(1)通过大量探索性试验研究,确定了合适的珩磨角、粗糙度网纹磨削参数,获得了双材料组合的断续面主轴孔珩磨工艺的一些方法,填补了企业在这一领域的空白。
(2)对主轴孔结构、材料特性、使用的珩磨刀具结构特性、切削参数等要素的分析和试验实践总结出影响珩磨工艺技术的各种因素,能有效掌握提高珩磨工艺技术,从而缩短新技术应用周期,最终保证产品质量要求。
(3)通过试验研究对珩磨工艺技术有了进一步的了解,并能进一步学会如何调节珩磨设备设置参数,进一步体会到设置参数对各粗糙度网纹参数的影响,从而进一步提升工艺技能;积累了珩磨工艺经验并走向成熟,为以后顺利解决新品机型出现不同规格的类似孔珩磨技术打下了基础。
(4)深入试验而研究出的成熟的主轴孔断续面双材料孔珩磨工艺,对确保轻型柴油机产品质量并能推广运用于市场具有重要意义。
1孟少农.机械加工工艺手册[M].北京:机械工业出版社,2007.
Analysis of Honing Process for Crankshaft Hole of Double Materials
Wang Liping1,Chen Weizhong2
(1.FAW JieFang Automotive CO.LTD Wuxi Diesel Engine Works,Wuxi 214026,China; 2.Wuxi Entry-Exit Inspection and Quarantine Bureau·PRC,Wuxi 214101,China)
The crankshaft hole of a diesel engine is made up of two kinds of material,which needs a special honing processing.The honing processing for such hole is developed by analyzing the features of the hole and the frame,material characteristics,tooling as well as cutting parameters,and by cutting tests.The factors that affect honing processing are resulted from the tests.The honing processing ensures the product quality effectively.
two kinds of material,long and intermittent hole,honing process
王立萍(1968-),女,高级工程师,主要研究方向为工艺技术研究与应用。
10.3969/j.issn.1671-0614.2013.04.008