热轧不锈钢退火酸洗线中活套的设计
2012-12-11姜荣昌宋智良
姜荣昌,宋智良
我公司设计制造的酸洗连轧机组已经有多台套投产运行。但是现场生产中,在活套设备部分总存在带钢跑偏的现象,严重影响机组的生产效率。为此在设计50万吨1320不锈钢退火酸洗线退火段活套时,在设备结构上进行改进创新,以求彻底解决上述问题。
该生产线来料为宽度800~1 300 mm、厚度2~6 mm的热轧不锈钢带。活套的带钢存储量大,为四层活套,最大储量为480 m。机组出入口速度120 m/min,轧制速度60 m/min,钢卷内径入口Ø760 mm,出口Ø610 mm,外径Ø2 200 mm。
为确保带钢在活套内不跑偏,此次设计的活套车部分增加了伺服对中机构,并采用电缆滑车移动配电。
1 活套整体布置
该退火段的卧式活套设置在退火炉下方,由活套卷扬机、活套车、活套中间车、伺服纠偏系统、钢丝绳转向滑轮等部分组成(见图1)。当活套充套时,活套卷扬机通过钢丝绳转向滑轮组带动活套车和活套中间车移动,实现充套;当活套放套时,由钢丝绳拉动活套车及中间车实现放套。新增加的伺服纠偏系统安装在活套车上,实时控制活套段带材的运行。

图1 卧式活套整体布置图
2 设计要点
2.1 活套车
活套车由车体、平台、伺服对中液压站、伺服对中液压缸、纠偏辊及车体连接钩等组成。在活套车的车体上固定有两个动滑轮组,用于牵引活套车。活套车的车头部装有凸轮,连接活套中间车。
针对带钢在活套辊上跑偏的问题,此次设计中在活套车平台上增加了由伺服对中液压站控制的液压缸对带钢实时纠偏,并且由于该退火段的活套是四层活套,所以采用的是双纠偏技术;其中一套纠偏系统是将Ø1 500 mm活套辊的一端铰接,另一端由伺服对中液压缸控制,并且通过刚性连接与Ø400 mm的转向辊联动。另一套纠偏系统不与转向辊连接联动。
本次采用的对中检测仪器是电容式探测器,其优点在于当带材宽度发生变化时,无需重调探测器的位置,对生产过程中板带运行的波动、板型翘曲以及波浪形带边缺陷等也不敏感;由于测量电路采用了先进的数字信号处理技术,消除了寄生电容的影响,而且使用时无需再进行标定及其它人工调节,大大节省操作准备时间;探测器采用铠装式结构,能将传感部件屏蔽保护起来,不会受到环境因素干扰,而且由于探测器以积木式架构装配成一体,易拆易装,即使在现场穿带时进行安装也十分方便且无需切断或移去带材,从此省却以往需重新穿带的麻烦。
2.2 活套中间车
由于此次设计活套的长度较长,所以需要根据带钢的悬垂量设计活套中间车。活套中间车由托辊、车体、连接装置等部分组成。
活套中间车的连接装置由凸轮、连接钩和定位装置等部分组成。当活套车充套时,各活套中间车依次通过车体上的凸轮与另一个车体让连接钩的连接付一同运动。当中间车到达限位装置时,由机械装置将凸轮和连接钩脱开并实现活套中间车的定位,直到充套结束。
在中间车设计中,针对以往现场出现的托辊损坏问题,对损坏托辊现场勘查研究后,发现根本原因在于托辊两端的孔用弹性挡圈承载能力有限,当带钢对托辊的拉力超过一定值时,挡圈就会断裂。重新设计后,在新结构中每层共设置2排4个托辊,当带钢通过托辊时,可以大大地降低托辊弹簧卡环的受力,保证生产线的顺利运行。
2.3 活套移动电缆车
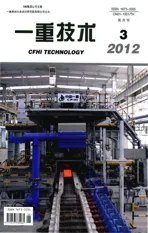
由于在活套中设置了伺服对中系统,所以移动供电成为设计时必须考虑的问题。在该活套设备中采用了移动滑车携带并存储电缆(见图2),当活套车移动时,也带动滑车在工字钢轨道上移动,实现移动供电。应用该结构可以不受信号量的影响,且安装拆卸都十分方便。
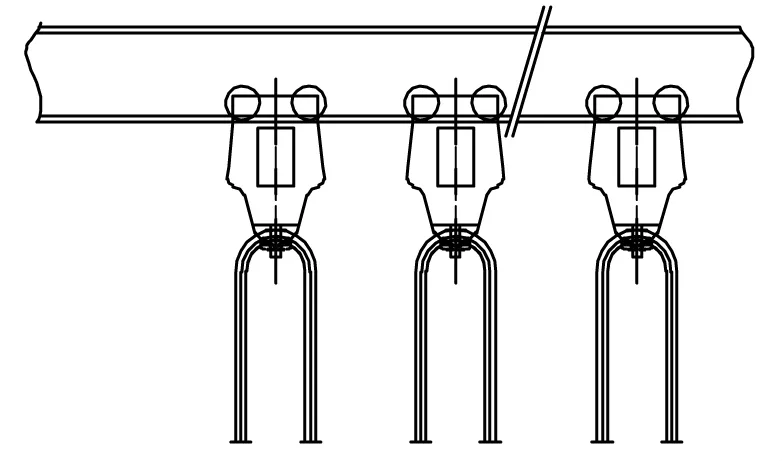
图2 移动电缆车
2.4 活套卷扬机
活套卷扬机是活套车的驱动装置。卷扬机由交流变频电机通过齿轮箱传动卷筒牵引活套车运动。设计时应将活套卷扬机安置在远离活套转向滑轮组的位置,这样可以保证卷扬钢丝绳在绕进和绕出卷筒时偏离螺旋绳槽两侧的角度不大于3°。钢丝绳卷筒上带有接近开关,可以防止钢丝绳缠绕。
卷扬电机上装有检测电机转速的增量型编码器和380 V电磁制动器,可以实现远距离控制。
2.5 活套钢丝绳装置
活套部分有两个滑轮组,分别用地脚螺栓把在地基上,通过滑轮组使钢丝绳转向。在钢丝绳的固定端设有高性能缓冲器(见图3),当钢丝绳过张力时,由相关接近开关发出报警信号。
3 活套设计参数计算
3.1 活套电机转矩确定
活套电机的转矩给定由多个变量决定,其公式如下:

式中,TM—活套电机转矩(N·m);TF—张力力矩(N·m);T1—惯性力矩 (N·m);TB—带钢弯

图3 钢丝绳固定装置
曲力矩 (N·m);TH—摩擦力矩 (N·m);
△TF—张力力矩修正值(N·m)。其中:

式中,F—钢丝绳设定张力(N);D—卷筒直径(mm);i—速比。
惯性力矩T1主要考虑在充放套过程中卷扬机自身的转动惯量在加减速过程中产生的力矩,其值和加速度、卷筒转动惯量有关。

式中,J0—卷筒转动惯量(kg·m2);a—加速度(m/s2)。
TB和带钢厚度H的二次方、带钢宽度W、带钢屈服强度σs成正比。

式中,W—带钢宽度(mm);H—带钢厚度 (mm);σs—带钢屈服强度 (N/mm2)。
TH一般视为常量,补偿电机额定转矩2%以下。
活套建张完成后,将计算出电机转矩做为给定值传送至传动装置。
3.2 缓冲器压缩量选取
钢丝绳固定端的高性能缓冲器是活套正常运行的重要组成部分。应根据钢丝绳张力选择高性能缓冲器(见图4)。在机组正常工作的情况下,其压缩量应为147 mm。
3.3 活套带钢悬垂量分析
活套的中间车数量是通过带钢的悬垂量和带钢的材质等因素确定的。

图4 缓冲器力能曲线
式中,H—带钢的悬垂量(mm),ρ—带钢的密度(kg/mm3);L—两托辊之间的距离(mm);T—带钢的张力(N/mm2)
可以看出,带钢的悬垂量与带钢的密度,两托辊之间的距离和带钢的张力有关,对于本文的活套设备,则主要考虑带钢的张力和两托辊之间的距离。带钢的张力和带钢的材质有关,本文中的带钢张力T=7 N/mm2。活套中间车中两托辊之间的距离L=16 800 mm。带入公式(5) 中,经计算H=4 mm。满足带钢生产过程中的要求,活套的中间车设计合理。
4 结 语
该50万吨热轧不锈钢退火酸洗线是我公司第一条自主开发的大型连续自动化生产线。本文在解决以往生产线中出现的问题的基础上,设计出该新型活套设备。目前,该机组已经投产,纠偏系统工作正常,没有发生带钢跑偏和托辊损坏等问题。
[1]电气传动自动化技术手册/天津电气传动设计研究所编著.2版.北京:机械工业出版社,2005.6.
[2]曲克.轧钢工艺学【M】.北京.冶金工业出版社.1991.
[3]崔朋.1420mm冷连轧入口活套控制【J】.一重技术.2011第1期(总139期) .
[4]马桂敏等.板带酸洗线卧式螺旋活套的设计分析.河北冶金,2007.
[5]孙业华、王珩.莱钢1500 mm热连轧活套控制技术.中国钢铁业,2007.