PRO500(S)防弹钢焊接性能分析及工艺
2016-12-03梁斌陈红亮
梁斌+陈红亮

摘 要:为掌握PRO500(S)型防弹钢板的焊接性能,本文对该材料进行技术性能、母材金相、焊接性能进行理论研究分析;通过小铁研斜Y 型坡口对接抗裂性试验,确定焊丝的正确选用型号。结合有关的分析和试验,熟悉该型材质的工艺特点,制定现场施工要领,保证现场焊接质量。
关键词:防弹钢;冷裂纹敏感性;脆化;软化
中图分类号:671.4 文献标识码:A
Abstract: In order to master the welding performance of PRO500 (S) bullet-proof steel, this paper analyses the materials technical function, the base material microstructure, welding performance in theory and chooses the correct wire model by butt crack resistance testing of tekken oblique Y-groove in order to be familiar with the materials process features, develop the main points of site construction and to guarantee the quality of site welding.
Key words: Bullet-proof steel;Cold cracking sensitivity; Embrittlement;Soften
1 前言
PRO500(S)是瑞典PRO 500系列进口防弹钢种之一,该钢种设计种类较多,即使采用同一牌号、也有不同的强度、硬度、热处理状态和焊接性,西方国家一般用于轮式战车车体的制造。国内在研制轮式战车时,曾进口散件组装过样车,但因其它原因未正式采用,后全部采用国产某牌号防弹钢种。PROPRO 500(S)总体强度高、塑性低,焊接工艺要求严格,国内没有正式使用该类抗弹钢,目前部分型号的公务船设计应用,应对该钢种进行深入的研究。
2 技术性能
2.1 PRO500(S)型号防弹钢板的特点
(1)防弹性能:可满足常规武器的防弹要求;
(2)合金成分:发挥微合金化使用作用,使钢材具有优良的工艺性能;
(3)精确的热轧板型:材料的厚度公差小于±0.2 mm,双向平整度高;
(4)厚度小、重量轻:在同样防护等级条件下,本钢板的厚度仅为国产防弹钢板的70%~80%,可减轻1/5~1/4的重量。
(5)材料供货状态:采用自控喷雾淬火250 ℃~260 ℃低温回火,以达到微观组织细小,硬度分布更均匀的优良防弹性能。
2.2 PRO500(S)型号防弹钢板典型化学成分及性能
PRO500(S)属中碳钢,材质中加入Cr 能提高低温回火稳定性,本身具有回火脆性,应限制含量;Ni、Mo合金元素,提高其淬透性和抗回火软化的能力,对改善钢的韧性,使材质具有良好的综合性能。
3 冷裂纹与热影响区
3.1 冷裂纹敏感性
PRO500(S)型防弹钢板含碳量实测值处于中碳钢下限值,但按照其材料供货状态,在表面自动喷雾淬火后,并进行250 ℃~260 ℃低温回火,母材组织为具有更高强度的低温回火马氏体组织,得到超高强度钢材性能标准,硬度和强度太高,实际钢材的强度与塑性、韧性的综合性能匹配存在欠缺,使得冷裂纹十分敏感。
PRO-500(S)防弹钢强度太高,焊接裂纹是施工中考虑的首要问题,焊接时焊缝内部组织变化应力和焊接应力是导致裂纹产生的主要原因,为消除焊接过热区的脆硬组织和防止并延迟冷裂纹的产生,必须焊前预热和焊后保温。从探究冷裂纹的产生原因出发,防焊接接头淬硬,防氢脆、防拘束应力是关键工艺考虑要素。
热处理状态改变了材料的焊接性能,因此使用前必须测定每批次材料的机械性能,当延伸率和冲击值达不到标准值时,用于焊接件时应谨慎。
3.2 焊缝热影响区的性能变化
(1)过热区的脆化:PRO500(S)型防弹钢含碳量和其它合金元素含量较高,有很大的淬硬性,因而在焊接接头的过热区内容易产生硬脆的高碳马氏体,冷却速度越大,生成的高碳马氏体越多,脆化也就越严重。
(2)过热区的软化:中碳钢强度越高,焊接后受热量影响软化问题也会越严重,热量影响区域相对材料进行一次由高温到低温的回火,软化程度和软化区的宽度与焊接线能量、焊接方式关系很大,线能量小,冷却速度快,受热时间短,软化程度就会较小。软化区的宽度窄,有利于提高防弹性能。
4 母材金相
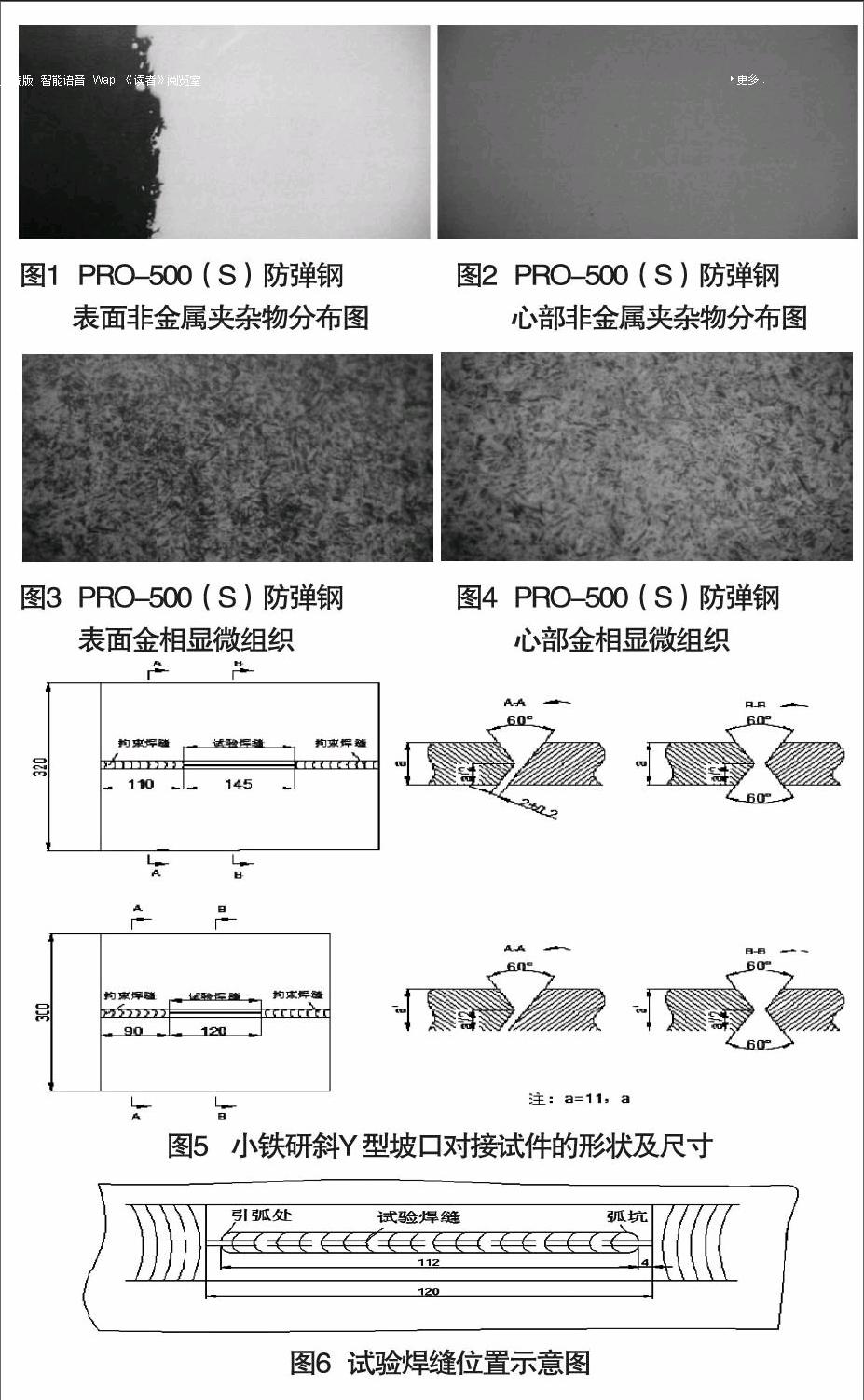
截取母材试样抛光,不侵蚀,放置在蔡司显微镜下观察,金属夹杂物按GB/T10561-2005《钢中非金属夹杂物含量的测试标准评级图显微检验法》来评定,球状氧化物均可评为0.5级(见图1、图2)。试样经4%硝酸酒精侵蚀后,在蔡司显微镜下观察,试样显微组织为回火马氏体(见图3、图4)。
PRO-500(S)防弹钢低温回火,材质表面和内部组织结构均匀细化,为其优良的机械性能和防弹性能提供保证。
5 焊接工艺性能试验
焊接材料选配:PRO-500(S)防弹钢强度太高,很难找到强度与其相匹配的焊接材料,只能采用低匹配焊接材料。从施工方便性、焊接效率考虑,采用CO2气体保护焊焊接,结合现有的焊接材料,选取不同牌号焊丝组合进行了斜Y 坡口抗裂纹试验,用于评定焊接热影响区对冷裂的敏感性。试样形状及尺寸如图5所示。endprint
第一组:采用YCJ E501T-1 低合金药芯焊丝焊接;
第二组:采用GFR-110K3 低合金高强度药芯焊丝焊接;
第三组:采用HCr20Ni10Mn7Mo 不锈钢焊丝焊接。
拘束焊缝为双面焊接,应事先焊好,注意防止角变形和未焊透。试验焊缝采用手工焊接时按图6 进行。
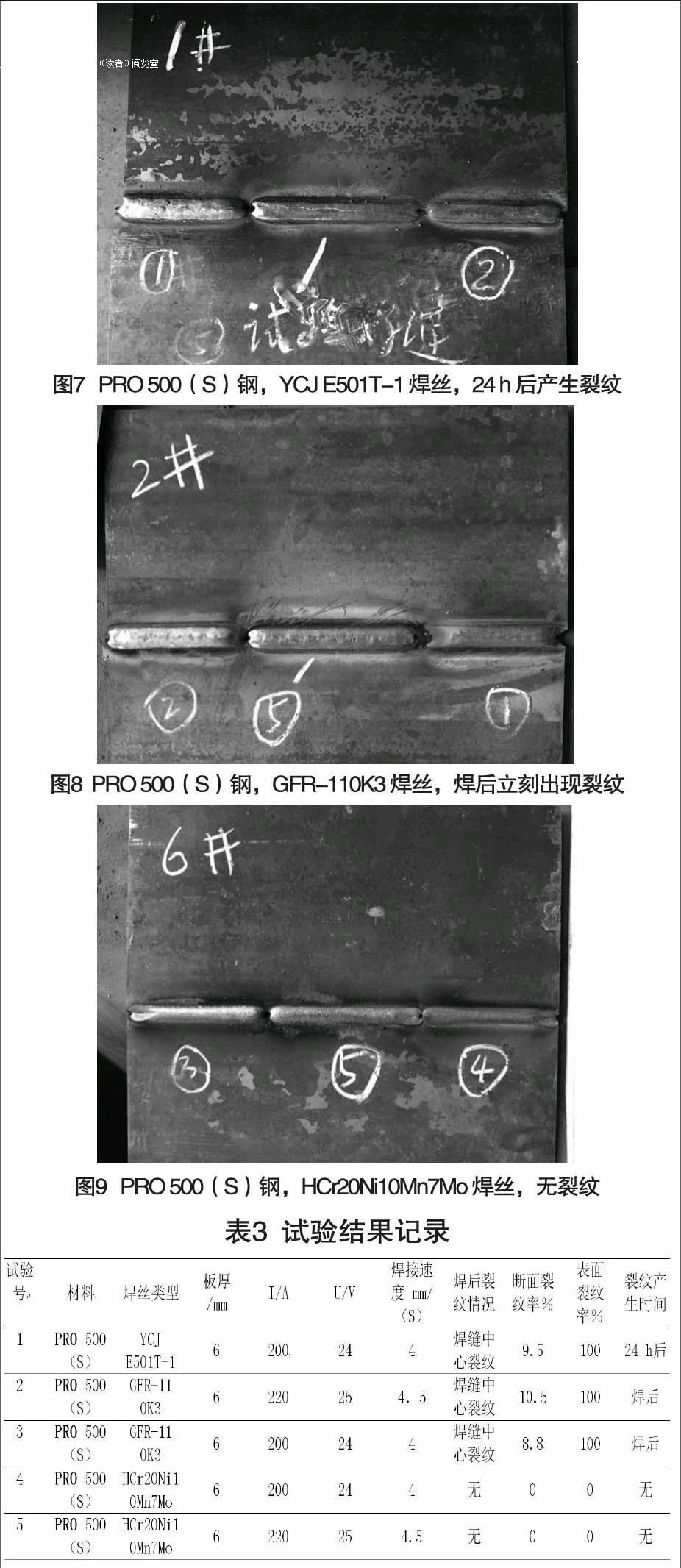
试样放置24 h,用肉眼或放大镜检查表面裂纹、根部裂纹和断面裂纹,并用下述方法分别计算表面裂纹率、根部裂纹率和断面裂纹率,主要测量计算表面裂纹。试验对应的图像如图7、8;纪录数据结构见表3、表4。
PRO500(S)防弹钢采用YCJ E501T-1、GFR-110K3 合金钢焊丝裂纹倾向大,在焊缝中心出现纵向贯穿性裂缝,线切割试样时全部断裂,微观检查试样中出现裂纹,熔合区较多、焊缝、粗晶区也存在一定的数量,超过斜Y 坡口试验裂纹率20%的界限,表明该类板材采用YCJE501T-1、GFR-110K3 合金高强钢焊丝施焊焊接裂纹倾向特别大,不适宜采用。
采用HCr20Ni10Mn7Mo 类别焊丝,表面未发现裂纹、横截面出现个别裂纹,裂纹率小于20%,可以采用HCr20Ni10Mn7Mo 类全奥氏体不锈钢焊丝,是该类钢材适用的焊丝材料。
6 施工要领
结合上述的焊接性能分析,制定以下工艺措施:
6.1 下料加工
(1)原材料经过低温回火后,母材应力分布均匀,为便于储存和长期存放,材料表面涂有防锈油封,后续施工期间表面防锈油封不得采用酸洗方法清除,考虑表面打砂喷丸处理会造成组织应力的不均衡,形成新的内应力,因此建议表面可进行钢丝轮除锈除油;
(2)钢材在吊运过程中应多吊点吊运,水平放置,减少起吊运输、堆放过程产生的变形;
(3)钢材表面保护,不允许表面损伤、锤击防弹钢板等行为;
(4)防弹钢切割,包含开孔和修割等,仅能使用等离子切割方式进行,严禁使用氧乙炔火焰切割方式进行。
6.2 装配焊接
(1)减少加强排和装配马脚,采用无码安装方式进行结构安装;
(2)焊接前必须清除板材焊缝部位的油漆、铁锈,减少氢的存在;
(3)所有涉及焊接的部位焊前应进行预热,预热温度200 ℃-250 ℃;
(4)焊接参数选取下限值进行焊接,减少热输入;
(5)焊接完成后,及时进行焊后保温缓冷;
(6)重视端部包角焊,端部两侧应预留100 mm作为包角焊焊段,一次完成,包角均匀圆滑过渡;
(7)焊缝与母材过渡必须圆滑,不允许有防弹钢母材的咬边缺陷,飞溅物应及时清除;
(8)采用手工半自动分段焊,改善焊缝应力分布状况;
(9)因加热会引起防弹钢软化,降低防弹性能,因此防弹钢焊后不允许进行火工变形校正,施工前应有防变形预防控制措施。
7 结束语
PRO500(S)防弹钢在国内使用经验不足,用于结构件焊接时,应注意其本身的性能,经过高温加热后,硬度下降,防弹性能减弱,不允许采用加热的方法来进行变形矫正,焊接变形控制应贯穿于防弹钢建造全过程;强度、硬度高,容易产生焊接裂纹,应采取焊前预热和焊后保温措施;为减少热影响区的软化,采用小的焊接线能量。这些工艺措施都应在施工中得到重视,才能保证最终的施工质量。endprint
