氨法脱除电厂烟气CO2系统能耗分析及参数优化
2012-10-08段立强张素华杨勇平
段立强,杨 阳,张素华,杨勇平
(华北电力大学 能源动力与机械工程学院,北京 102206)
0 引言
随着化石能源的利用,CO2大量排放,导致全球气候异常[1]。燃煤电厂的CO2排放量占我国总CO2排放量的三分之一,控制燃煤电厂的CO2排放量能有效地缓解越来越严重的温室效应。火电厂尾部脱碳技术有很多种:化学吸收法、物理吸收法、膜分离法、变温 (变压)吸附法等[2~3]。其中化学吸收法的历史悠久,技术成熟,运行稳定,并不断的推陈出新,气体回收率和纯度可达99%以上,是一种最具有工程可行性的CO2减排法[2]。目前世界上所有商业化应用的方法大都是以单乙醇胺 (MEA)溶剂为基础的化学吸收法,但是 MEA法也有许多不足之处[4]:如吸收能力差,再生能耗大,易降解等不足,有必要开发一种新的、更加理想的吸收剂。
近年来,氨水溶液被认为是非常具有发展潜力的CO2化学吸收剂。与传统的 MEA法相比,湿氨法具有吸收能力强、不易被烟气中的O2降解、腐蚀性小、再生能耗低、吸收剂成本低廉、可脱除多种酸性气体污染物等优势[5~7]。
对于氨法脱碳系统,绝大部分的研究集中在NH3溶液吸收 CO2的化学机理、系统内的热整合、采用不同吸收剂时吸收效果和成本的比较。NETL[8]模拟比较了对 MEA、液氨脱除 CO2和氨水联合脱除 CO2、SOx、NOx、Hg的研究,确定三种情况下对电厂效率的影响,表明氨法对CO2的脱除确实优于 MEA;Corti[9]对 IGCC进行模拟,主要包括吸收、再生过程,通过改变氨水浓度,吸收塔温度、压力,再生塔温度、压力,烟气温度考察其对CO2脱除效率的影响,利用敏感性分析确定相关参数。
本文研究的目的在于通过实际的电厂数据,利用Aspen plus软件模拟研究系统的各种运行参数对再生能耗的影响,揭示其能耗特性规律,在保证尽量小的氨逃逸度和电厂实际情况的前提下提出一种接近最优的运行参数组合。由于在大规模实际利用化学吸收法脱碳的过程中,最大的问题在于高昂的运行费用以及极大的效率损失,而且氨法脱碳还需要注意氨逃逸,减少氨损失,所以本文对运行参数优化是以氨损失尽可能少的情况下使再生能耗达到最低为目标。
1 氨法脱碳系统建立及条件
1.1 系统流程及描述
氨法脱碳系统模型的系统流程如图1所示。来自电厂的烟气在经过严格的脱硫脱硝并加压后从塔底进入吸收塔 (ABSORBER),与来自塔顶的吸收剂接触并发生反应,除去烟气中的 CO2。净化之后的烟气从塔顶排出,吸收CO2之后的富液 (RICH-SOL)通过换热器 (HEATX2)与来自再生塔底的贫液 (LEAN-AM)换热,而后进入再生塔。在再生塔内通过提高温度使得氨与CO2反应产生的不稳定中间产物逆向反应,释放出CO2。还原之后的氨从塔底流出,经换热器与富液换热之后再经冷却水进一步冷却后,与补充的氨水一起进入吸收塔开始下一轮烟气洗涤。
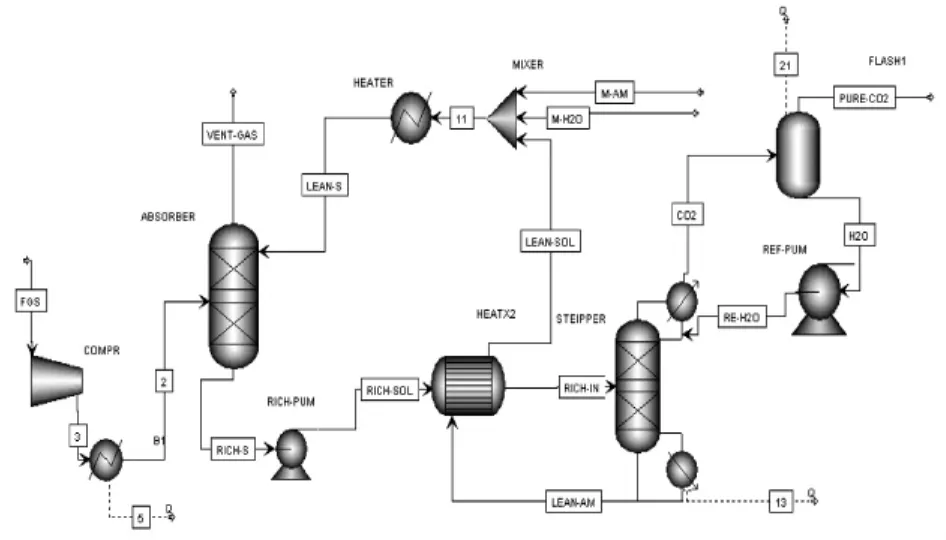
图1 氨法脱碳系统模拟流程图Fig.1 Simulation flow diagram of ammonia-based CO2removing system
模拟烟气数据见表1,本文中的烟气数据来自国内典型600 MW机组的平均数据,烟气质量流量为2 000 t/h。在实际模拟中,为了降低系统的复杂性和不稳定性,烟气成分只考虑了 N2、O2、H2O、CO2四种成分。
1.2 模型的选择及设计规定说明
CO2–NH3–H2O体系中发生的相平衡和动力学反应非常复杂。体系中NH3和CO2之间主要发生的水相反应见表2。
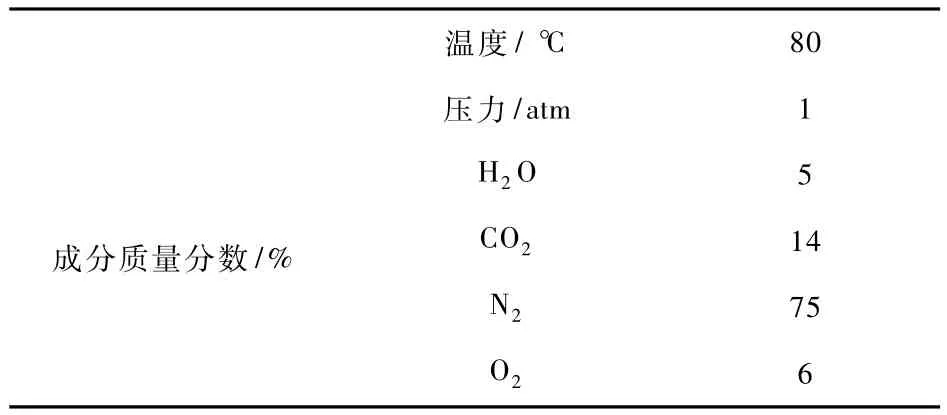
表1 烟气数据Tab.1 Data of flue gas

表2 NH3吸收CO2主要反应过程Tab.2 The main reactions between NH3and CO2
物性方法选择ELECNRTL,吸收塔和再生塔均选择RADFRAC模块。为了控制吸收塔对烟气的吸收率以及再生塔的解析率,分别在吸收塔和再生塔中做了相应的设计规定:吸收塔中设定以吸收塔顶出口净烟气中CO2含量占进入吸收塔的烟气中CO2的百分比为目标值,调节吸收塔进口贫液流量。再生塔中,设定再生塔内CO2解析率为目标值,调节变量为再生热负荷。
2 模拟结果与分析
对于氨吸收CO2系统,影响其吸收效果及再生能耗的主要参数为:CO2回收率;吸收剂的氨质量浓度;吸收剂流量;吸收剂温度;吸收塔操作压力;吸收塔和再生塔级数 (N);再生塔操作压力 (P);贫液负荷 α(定义为贫液中所含CO2成分的总摩尔量与贫液中所含NH3成分的总摩尔量的比);再生塔入口富液温度。其中吸收剂流量实际上由贫液负荷、吸收塔级数、吸收塔操作压力、吸收剂温度、氨的质量浓度等决定的。
2.1 CO2回收率
一般而言,随着CO2回收率的增加,再生能耗呈上升趋势。因为在相同的贫液负载下,提高CO2回收率是通过提高贫液流量来达到的。在本文分析中,选取75%~99%为系统的回收率,研究了贫液负荷α为0.1 molCO2/molNH3和0.2 molCO2/molNH3时,CO2回收率与吸收的关系以及与系统再生能耗关系。由图2与图3可以看出,当回收率由75%逐渐增加到99%,系统再生能耗及吸收剂流量呈上升趋势,在后续分析中,本文选择了90%的CO2回收率。

图2 不同贫液负荷下CO2回收率与再生能耗的关系Fig.2 The relationship between CO2recovery rate and regeneration energy consumption under different lean solvent loads
2.2 吸收剂氨的质量浓度
反应物浓度增加将促进反应正向移动,高的氨水浓度可以减小吸收剂流量,但却增加了NH3/CO2在再生塔中的分离难度,同样增大了氨的损失。本文主要考虑了1%~16%质量浓度的氨水溶液。
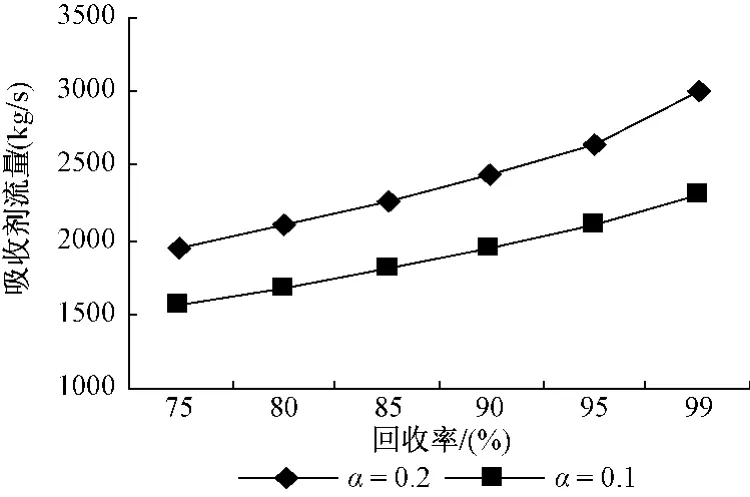
图3 不同贫液负荷下CO2回收率对吸收剂流量的影响Fig.3 The effect of CO2recovery rate on the mass flow of absorbent under different lean solvent loads
图4显示了改变氨水浓度后,吸收剂流量,氨损失,水损失的变化规律。如图所示,随着氨水浓度的增加,氨损失急剧增加,水损失在氨水浓度处于0.01~0.09的范围内增加,在0.09以后为降低的趋势。但是为了减少随着烟气离开的氨和水的数量,必须采用较低的氨水浓度,因为大量的氨损失和回收不利于整个吸收系统的经济性。考虑到水的损失没有氨的损失那么严重,所以氨浓度选为5%。
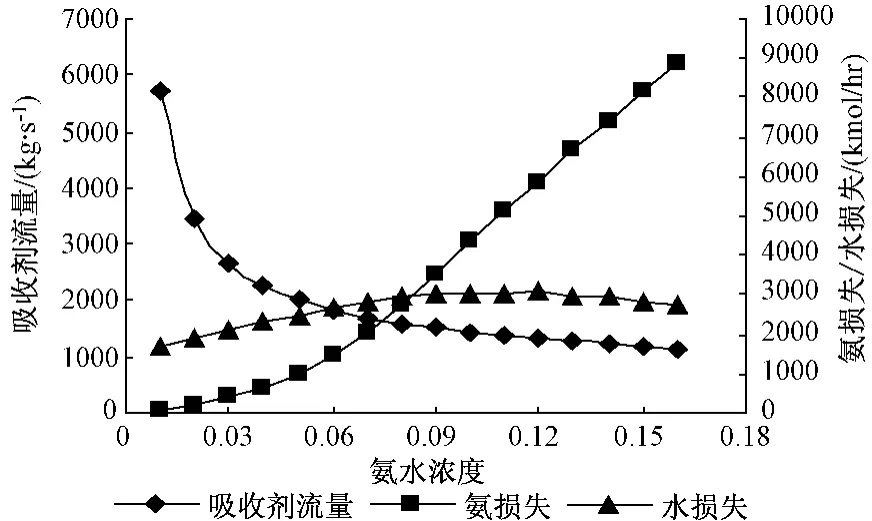
图4 氨的质量浓度对吸收剂流量、氨和水损失的影响Fig.4 The effect of ammonia mass concentration on the mass flow of absorbent,ammonia loss and water loss
2.3 吸收剂温度
温度是影响化学反应的一个重要因素,氨和CO2的反应是放热反应,温度的降低有利于促进反应的进行,因此也可以减少吸收剂流量和氨的损失。本文中考虑了0~40℃的温差范围。结果显示在图5,吸收剂温度越低,吸收剂流率,氨损失和水损失就越低。不过要将吸收剂冷凝到0~10℃,需要的代价是非常高的。本研究考虑电厂冷却水资源,因而选用40℃作为后续研究基础。

图5 吸收剂温度对吸收剂流量、氨和水损失的影响Fig.5 The effect of absorbent temperature on the mass flow of absorbent,ammonia loss and water loss
2.4 吸收塔操作压力
有研究者对半闭式燃气轮机联合循环系统(SCGT/CC)烟气加压氨法脱碳系统进行了模拟。结果表明,随着吸收塔操作压力增加,出口氨损失、水损失、吸收剂质量流率下降,对系统热负荷等有直接影响。但随着压力的进一步增加,下降趋势放缓。本文考察了1~4 bar压力情况下的吸收效果,结果见图6。压力越高,吸收剂流率,氨损失和水损失越低,但是压力的提高需要极大的代价,因为同时也大大的增加了压缩烟气的能耗 (如图7所示),因此本研究吸收塔还是采用1.2 bar的压力。
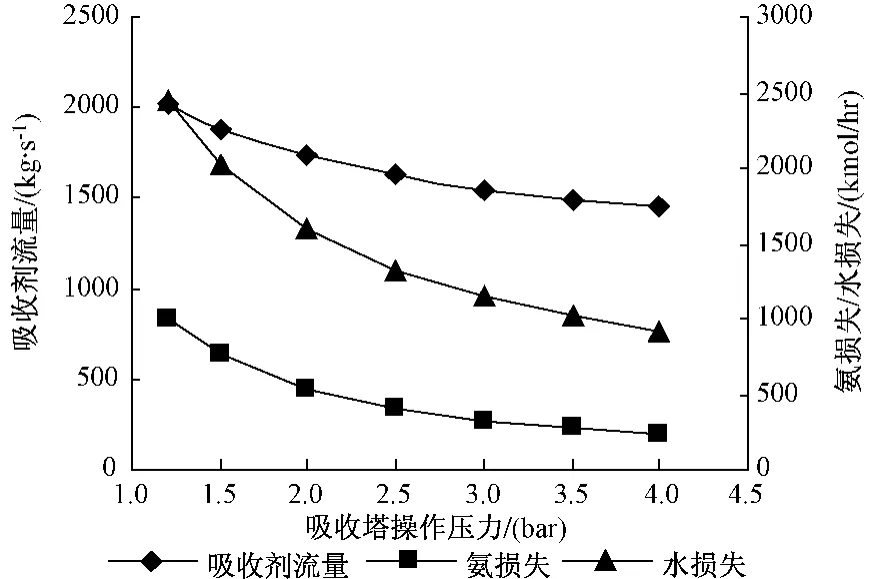
图6 吸收塔操作压力对吸收剂流量、氨和水损失的影响Fig.6 The effect of absorber operating pressure on the mass flow of absorbent,ammonia loss and water loss
2.5 操作塔级数
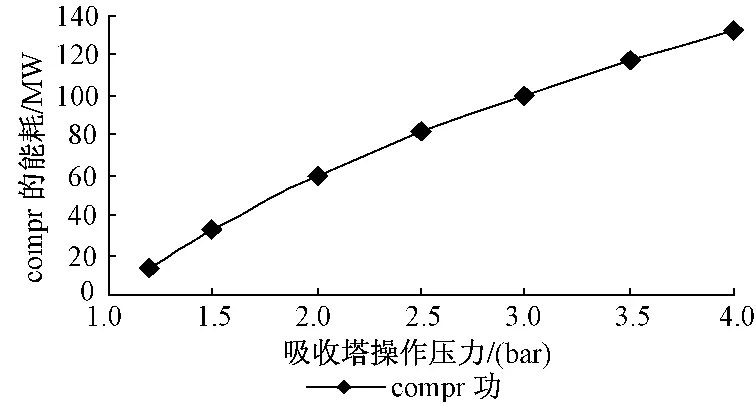
图7 吸收塔操作压力对烟气压缩机能耗的影响Fig.7 The effect of absorber operating pressure on the energy consumption of flue gas compressor
理论上吸收剂最小质量流量以及最小再生能耗在操作塔级数处于无穷大时获得,但是实际中由于增加操作塔级数会提高操作塔的高度,增加设备成本和运行费用,所以操作塔级数的选择需在一个合理的范围内。操作塔级数与吸收剂流量及再生能耗的关系如图8,随着操作塔级数的增加,吸收剂流量和再生能耗都呈先减小后平缓趋近恒定值。根据文献[10],当两相邻的操作塔级数所对应的吸收剂流量的相对差值小于0.5%时,此时的操作塔级数N就可定义为最小操作塔级数Nmin,本文中吸收塔Nmin=7,再生塔Nmin=6。考虑到实际过程中的阻力损失因素,本文的吸收塔和再生塔级数都选为8。
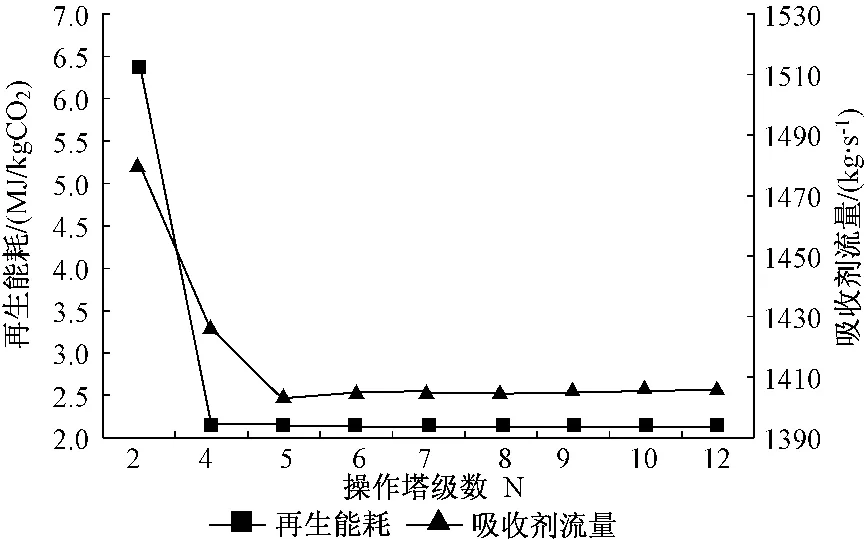
图8 操作塔级数与吸收剂流量及再生能耗的关系Fig.8 The effects of the column trays on the absorbent mass flow and regeneration energy consumption
2.6 贫液负荷
在固定的CO2回收率情况下,贫液负荷α的变化会引起吸收剂流量的极大变化,进而对再生能耗产生影响。吸收剂中存在CO2,使得NH3可以更有效地溶解在吸收剂中,减少了吸收过程的损失。在本文研究中,选择α为0~0.4,模拟结果见图9。从0到0.4,吸收剂流量变为原来的2.09倍,而氨和水的损失也分别下降到了原来的24%和37%左右。
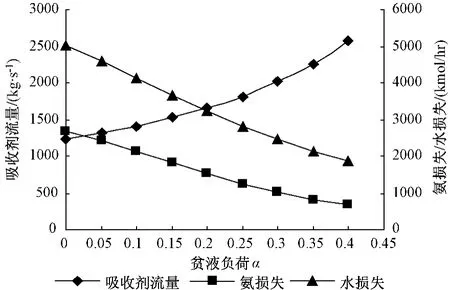
图9 贫液负荷对吸收剂流量、氨和水损失影响Fig.9 The effect of lean solvent load on the mass flow of absorbent,ammonia loss and water loss
由于贫液负荷反映了再生塔内的CO2的解析程度,当α较小时,吸收系统的再生能耗的大小由解析反应的反应热决定,α越小,解析反应越难进行,导致了反应
热的显著增高。当α较大时,反应过程中用于加热吸收剂的热量即溶液显热开始在再生能耗中占主导地位时,随着α的增大,吸收剂流量增大,溶液显热增大,所以这时再生能耗呈上升趋势。如图10,随着贫液负荷的增大,再生能耗先减小后增大。当 α在0.3~0.33 molCO2/mol NH3之间时再生能耗最小,当再生塔操作压力为20 bar时,其值在2.09 MJ/kgCO2左右。
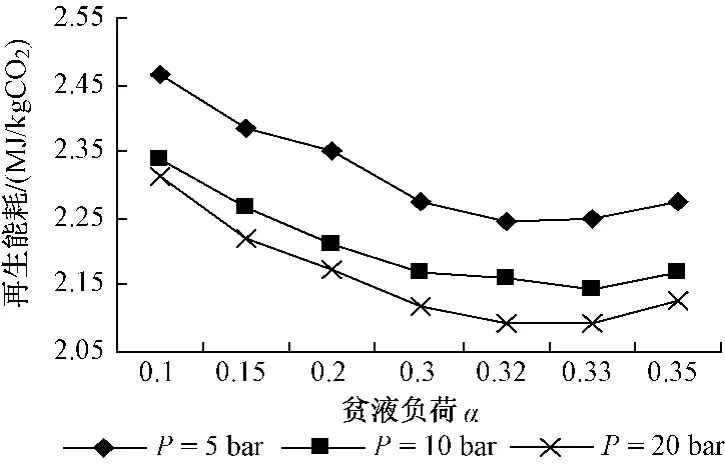
图10 不同再生塔操作压力下贫液负荷与再生能耗的关系Fig.10 The relationship between lean solvent load and regeneration energy consumption under different stripper operating pressures
2.7 再生塔操作压力
再生塔操作压力对系统再生能耗的影响来说是一个很重要的因素。如图11所示。随着操作压力的升高再生能耗先降低后升高,本文研究再生塔操作压力处于5~25 bar的范围。再生塔操作压力升高,从再生塔出来的气体中氨的含量减少,而且这部分氨损失相对于吸收塔的氨损失较小,因此本文的氨损失主要考虑的是吸收塔部分的氨损失。
再生塔操作压力会影响塔内的汽液传质速率,提高塔内压力有利于反应的进行,降低解析反应的反应热,使再生能耗降低。但是由于提高操作塔压力会提高再生塔塔底出口温度,当用于加热富液的热量处于主导地位的时候,再生能耗升高。根据图11本文选择的再生塔操作压力为20 bar。
2.8 再生塔入口富液温度
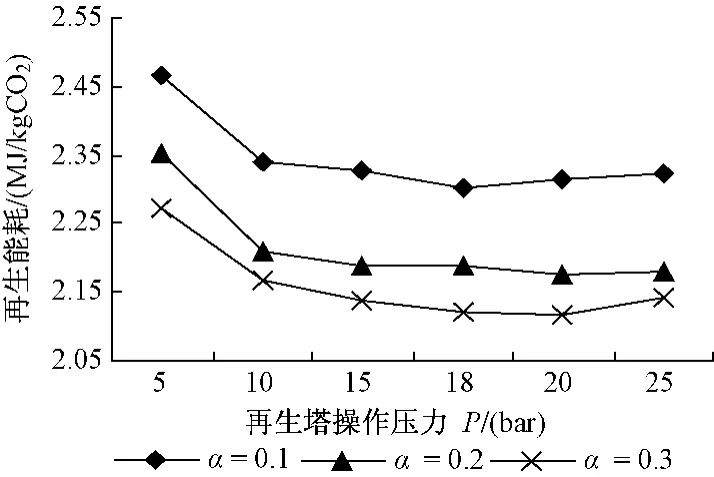
图11 不同贫液负荷下再生塔操作压力与再生能耗的关系Fig.11 The relationship between the stripper operating pressure and regeneration energy consumption under different lean solvent loads

图12 不同贫液负荷下再生塔入口富液温度与再生负荷的关系Fig.12 The relationship between the rich solvent inlet temperature of stripper and regeneration energy consumption under different lean solvent loads
再生热耗主要由两部分组成:用于解析反应的反应热和用于加热富液的热量,前者主要和溶液表面的CO2气相分压有关也即反应程度有关,后者与富液的流量有关。图12显示了不同贫液负荷下富液温度与再生负荷的关系,随着入口温度的升高,再生能耗显著下降。最主要的原因就是提高入口富液温度有效地降低了再生塔内用于加热富液的热量,从而使得此时的再生能耗主要体现在反应热上。并且从图12中曲线的斜率可以看出,在相同操作压力的条件下,贫液负荷越小,再生能耗的大小对再生塔入口富液温度的依赖度就越低。
3 优化参数的选择
在文章第1部分已提到:对于最优参数的选择,是在考虑电厂实际情况并使氨损失尽可能小的情况下达到再生能耗最低。在此意义上,依据第2部分的数据及分析可得:
(1)氨水浓度越高越有利于吸收反应的进行,但是同时氨损失也大大增加,不利于整个吸收系统经济性,综合考虑本文选择氨的质量浓度为5%。
(2)吸收液温度越低越有利于吸收反应的进行,使氨逃逸量减少,但是考虑到实际电厂的冷却水资源,本文选取吸收液温度为40℃。
(3)当吸收塔和再生塔的操作塔级数超过8时,其对系统的再生能耗的影响可以忽略。
(4)提高吸收塔操作压力有利于吸收反应的进行,使氨损失减少,但是与此同时压缩烟气的功耗大大增加,综合考虑本文吸收塔操作压力选取1.2 bar;随着再生塔操作压力的提高,再生能耗先降低后升高,本文选取再生塔操作压力为20 bar。
(5)随着贫液负荷的增加,流量增加,氨损失减小,再生能耗先减小后增加。在0.3<α<0.33时,再生能耗可取的最小。
(6)再生塔入口富液温度的提高对降低再生能耗有很大的作用,尤其是当贫液负荷较高时,作用更为明显。
在本文研究范围内,最优参数组合为:回收率为90%;氨水浓度为5%;吸收液温度为40℃;吸收塔操作压力1.2 bar;贫液负荷为0.32 molCO2/molNH3;再生塔操作压力20 bar;再生塔入口富液温度144.58℃。该条件下对应的再生能耗为2.09 MJ/kgCO2。据文献[11],CO2回收率86.5%及氨浓度为5%时,其再生能耗为2.94 MJ/kgCO2。在相同回收率下本文模拟结果2.08 MJ/kgCO2,相比下降了29.3%,另外考虑到文献[11]中由于其吸收温度在10℃还需消耗额外的电耗用于冷却烟气,节能潜力更为明显。在本文的氨法脱碳系统的基础上与电厂进行整合,系统效率下降约5~7个百分点,而采用MEA吸收电厂尾部烟气CO2的再生能耗通常在3~4 MJ/kgCO2,会导致系统效率下降约10个百分点,可见与MEA相比,采用氨水吸收电厂尾部烟气CO2具有明显优势。
4 结论
本文基于Aspen Plus软件对于氨法脱碳系统进行了能耗分析及参数优化的研究。揭示了氨法脱除CO2系统关键参数对再生能耗影响规律并对主要参数进行了优化研究。在考虑电厂实际运行情况及尽量减少氨逃逸的条件下通过优化找出了一个最优的参数组合,与文献[11]相比较有显著的节能优势。与MEA相比在回收CO2能耗上也有明显优势,另外氨水还具有成本低的优势,因此氨水是火电厂尾部烟气脱除CO2非常有发展潜力的溶剂。
[1]White Curt M,Strazisar Brian R,Granit Evan J,et al.Separation and capture of CO2from large stationary sources and sequestration in geological formations-coal beds and deep saline aquifers[J].Air&Waste Management Association,2003,53:645 -715.
[2]Davison J,Freund P,Smith A.Putting carbon back into the ground[R].Cheltenham:IEA Greenhouse Gas R & D Programme,2001.
[3]IPCC.Carbon dioxide capture and storage[M].Cambridge:Cambridge University Press,2005.
[4]Yeh A C,Bai H.Comparison of ammonia and monethanolamine solvents to reduce CO2greenhouse gas emission[J]. The Science of the Total Environment,1999,228:121-133.
[5]Yeh A C,Bai H.Comparison of ammonia and monoethanolamine solvent s to reduce CO2greenhouse gas emissions[J].The Science of the Total Environment,1999,228:121-133.
[6]Yeh J T,Resnik K P,Rygle K,Pennline H W.Semibatch absorption and regeneration studies for CO2capture by aqueous ammonia[J].Fuel Processing Tech-nology,2005,86:1533-1546.
[7]Resnik K P,Yeh J T,Pennline H W.Aqua ammonia process for simultaneous removal of CO2,SO2and NOx[J].Int. J. Environ. Technol.Manag,2004,4(1/2):89-104.
[8]Jared P Ciferno,Philip Dipietro,Thomas Tarka.An economic scoping study for CO2capture using aqueous ammonia[R].Revised February,2005.
[9]Corti A,Lombardi L.Reduction of carbon dioxide emissions from a SCGT/CC by ammonia solution absorption~ preliminary results[J].Int.J.Thermodynamics,2004,7(4):173-181.
[10]Alie C,Backham L,Croiset E,et al.Simulation of CO2capture using mea scrubbing:a flowsheet decomposition method[J].Energy Conversion and Management,2005,(46):475 -487.
[11]Dave N,Do T,Puxty G,et al.CO2capture by aqueous amines and aqueous ammonia-acomparison[J].Energy Procedia,2009,(1):949-954.