400 t全自动粉末液压机压坯密度分析与参数设计
2012-07-06杨继东宋朝阳
杨继东,宋朝阳
(重庆大学机械工程学院,重庆 400044)
作为制造机械零件的一种特殊方法,粉末冶金技术近年来取得了快速的发展,在工业界占据了较为重要的地位。采用这一技术能大量生产形状复杂的零件,减少后续加工,较大程度地节省工时,降低了成本,同时,因其符合节省资源和可持续发展的时代需要,因而得到了广泛推广和应用。全自动粉末制品液压机是粉末预成型的专用压机。随着我国工业化生产的蓬勃发展,对粉末冶金制品的需求量越来越大,质量要求也越来越高。目前,制约粉末冶金工业发展的2个主要因素是粉末材料和粉末冶金的专用压制设备。近年来,由于高精度、高强度和形状复杂的零件在工业生产中的应用越来越广,并逐渐占主导地位,对粉末冶金压机的性能和压制精度也提出了更高的要求。
粉末冶金技术具有节能、节材、高效、少切屑或无切屑等显著优点,可生产出许多其他冶金设备难以制造的、具有特殊性能的材料和零件。随着粉末冶金技术的发展及市场的需求,多台面的复杂零件在粉末冶金零件生产中所占比重逐渐增大。由于其形状复杂,成形技术要求很高,能准确地分析出对压坯密度影响的因素成为保证零件质量的关键,因此,合理的密度分析尤为重要。
粉末成型液压机由液压系统、控制系统、模架3部分组成,自动化程度较高。但压机类型不同,其具体结构也不同,确定它所需用的参数也不同。参数设计是粉末压机设计过程中的一个重要环节,合理的参数设计能够保证压机更加合理和精确地完成复杂的动作。但由于模架零件的标准化、系列化程度较高,所以设计中尺寸参数的确定应既要保证科学性,又要满足系列标准化要求。针对400 t压机的技术要求,本文根据相关资料手册以及经验公式,给出了400 t全自动粉末压机参数。
1 400 t全自动粉末液压机压制过程中压坯密度分析
1.1 压制力
粉料在型腔内受压成型,压制压力是压机设计与生产中的一个重要参数指标。在压制过程中,不考虑模具变形,粉末体主要受2个力的作用:
1)静压力。忽略粉末与模壁之间的摩擦阻力,在粉末体压制变形过程中,粉末体内部压缩所需要的力,也就是压制过程中金属粉末所产生的内部阻力F1。
2)外摩擦力。压制过程中,金属粉末体与型腔接触面上所产生的摩擦力,即克服这个摩擦力所消耗的力F2。
压制过程的总压制力

总压制力Fall与压坯的关系为
式中:p为单位压制力(即压制压强),MPa;s为压坯受压横截面积,cm2。
1.2 压制力与压坯密度的研究分析
压制力与压坯密度的关系,直接粉末体在压制过程中的变形规律。
常见的粉末材料的压制压强p与压坯密度γ之间的关系为

可以化为

式中:γ为压坯密度(g/cm3);a为粉末种类常数,表示粉末压缩性,铁粉的a值为0.20~0.22;b表示当压制压力为100 MPa时的压坯密度值。
根据式(2),a 取0.21,用 Matlab 进行分析,得出铁粉压制时压力与密度关系曲线,如图1所示。
图1 铁粉压力和密度关系曲线
从图1可以直观地看出,压制压力和密度为指数关系,当压力为400 MPa时,密度值约为5.6 g/cm3。
将式(2)用对数形式表示为

可以看出压坯密度γ和单位压力p取对数后就成为线性关系。图2为 Matlab得出的对数曲线。

图2 压力和密度对数关系曲线
图2更加直观地显示了取对数后压力和密度的关系。取不同压力压制出来的粉末冶金零件,做密度测试,连接成光滑的曲线,就得出图3所示曲线。
图3 压力和密度关系实验曲线
从图3可以看出,当压力为400 MPa时,密度值大概为6.0 g/cm3,这与图1和2得出的结论基本相符,可以说实验数据也验证了式(1)所表述的压制压强与压坯密度之间的关系。
1.3 关于粉末压坯密度均匀性的影响
在粉末压机压制多台阶零件压坯过程中,一般有2种情况:一种是型腔内各横截面上的粉末受到同样程度的压缩,可以被近似看作粉末只产生纵向压缩,不产生横向侧移;另外一种是型腔内相邻纵截面上压缩程度不同,压缩程度高的那部分粉末体在压制过程中会向相邻界面横向移动。在压制过程中,压坯中压缩程度高的部分粉料与压缩程度低的部分的界面上,很可能会产生很大的横向压力,粉末体会向压缩程度低的界面滑移,产生滑面,形成内部裂纹。所以装粉高度、压缩比及压制速率影响着不等高压坯不同高度部位密度的均匀性,这就要求在工业生产和设计中制订出合理的工序,控制这种滑移,减少坯料的废品率。
1.3.1 装粉高度对多台阶压坯密度均匀性的影响
压坯密度分布的均匀性首先取决于装粉高度,若要保证压坯密度均匀,首先应该保证台阶面上装粉高度与压坯高度比例相同,即要有相同的粉末充填系数。当压坯各截面的粉末不能同时受压或受压程度差别大时,先受压或受压程度大的截面上应适当地多加粉料来增大充填系数。
比较压制前后型腔内粉末体和压坯体质量,若能做到在压制开始时,图4(a)中A、B部分的上面同时接触模冲,即同时受压,任意时刻压制速率相同,则A、B两柱体相邻面上不产生横向应力,粉末不会横向移动,则粉末体A部分和压坯A部分质量相同,同样,粉末体B和压坯B部分质量相同,于是有:

或

或

式中:VAF为粉末体A部分体积;dF为粉末体A部分密度;VAP为压坯A部分体积;dAP为压坯A部分密度。
忽略压制前后模具形变,横截面积保持不变,所以有:
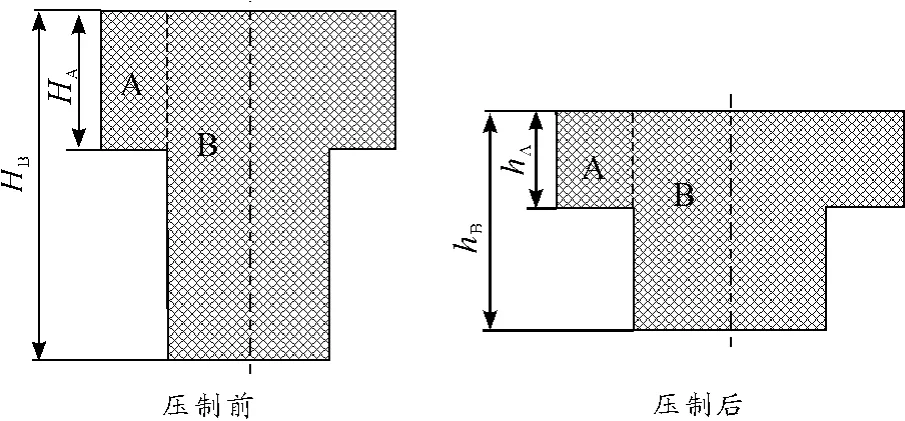
图4 粉料与压坯示意图
要使压坯 A、B两部分密度相同,即 dAP=dBP,则
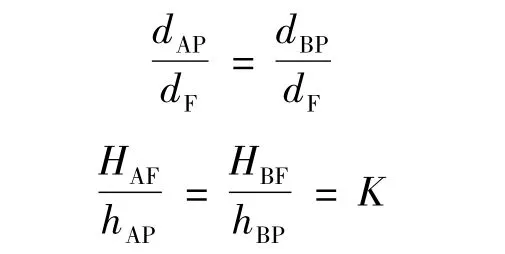
从这个分析过程可以看出,台阶状压坯各截面如要密度均匀且相同,除了要满足装粉均匀外,型腔和压坯各阶梯高度也应成比例,即有相同的比例系数K,也就是:
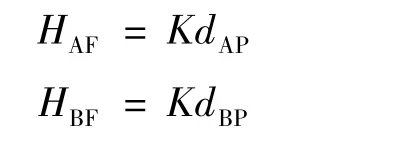
这就得出,要使台阶状压坯各部分密度一致,就要尽量满足型腔装粉时各台阶部分的填充系数一样。
1.3.2 压缩比对多台阶压坯密度均匀性的影响
台阶状压坯压制过程中除了要求满足各阶梯装填系数一致外,还需要压坯各台阶纵向有相同或相近的压缩比,否则,压缩比大的台阶面,压坯压得实,密度也就相应地高,而压缩程度小的台阶面,粉末压得松,密度也相应地低,无法满足压坯密度均匀性要求。
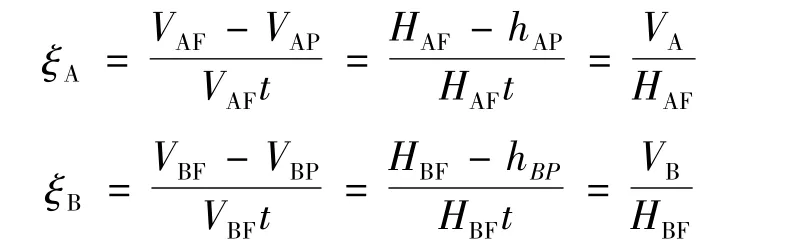
压缩比反映了压坯的压缩程度,是压坯密度与压制前型腔内粉末密度之比,其值和粉末的填充系数相同。
压缩比定义为压缩前粉末的体积与压缩后压坯体积之差与压缩前粉末的体积之比,参考图4,其值即为,求证过程与粉末充填系数求证过程相同。要得到密度均匀的压坯,用公式表述相同或相近的压缩比:

1.3.3 压制速率对多台阶压坯密度均匀性的影响
粉末压制中,除了要使压缩比和装填系数相同外,还需要考虑压制速率对压坯密度均匀性的影响。压制速率就是单位时间内粉末体体积变化值ΔV与之前体积V之比。在压制过程中,速率快的部位,单位时间形变大,压缩程度高,这就在相邻界面上,对旁边压缩程度小的台阶面产生一个横向应力,容易在台阶面处产生滑移,导致压坯内部产生裂痕,形成废品。
图4中,设某一时刻A、B粉末体压制速率分别为 ξA、ξB,则:
式中:VA对应A部分模冲速度;VB对应B部分模冲速度。
压制速率相同,即ξA=ξB,也就是

400 t粉末压机由于各模冲可以单独控制速度,所以要使粉末体内各部分压制速率相同,需要根据实时粉料高度控制模冲速度。
从以上分析可知,在生产设计中,合理制定工序,控制装粉高度、压缩比和压制速率这3个要素,能有效地避免内部裂痕,得到密度均匀、质量较高的压坯。
2 主要参数设计
400 t粉末压机的公称力为4 000 kN。有了公称力,经理论及经验公式并参考其他压机主要参数分析方法,即可得出400 t全自动粉末液压机的主要技术参数,见表1。

表1 400 t粉末成形液压机主要技术参数
3 结束语
通过对压制力与压坯密度关系的分析以及影响粉末压坯密度均匀性因素的研究,从理论上得出了压力与密度关系的参考性曲线,以及要得到密度均匀的压坯所要求的压制条件,为400 t以及其他吨位粉末压机提供了分析依据。
[1]印红羽.张华诚.粉末冶金模具设计手册[K].北京:机械工业出版社,2002.
[2]韩凤麟.粉末冶金模具模架实用手册[K].北京:机械工业出版社,1998.
[3]黄伯云.粉末冶金标准手册[K].2版.北京:机械工业出版社,2002.
[4]俞新陆.液压机的设计与应用.[M].北京:机械工业出版社,2007.
[5]东台市唐洋带锯机械有限公司.机械式浮动成型粉末压机[P].中国:01217756.3,2002.
[6]黄春曼.精密粉末压制设备的设计及有限元分析[J].机床与液压,2008(6):54-56.
[7]Hinzmann G.CNC metal powder compaction presses[Z].Mönchengladbach:Metal Powder Report,2010.
[8]Zhanwu L.Design and application of a general purpose die set for use on a hydraulic press[Z].Beijing:PM Technology,1991.
[9]Moser G.Dorst-Maschinen,Anlagenbau GmbH,Kochel am See G.Moser,Mechanical and hydraulic multi-platen presses for production of complicated PM parts[C]//Dorst-Maschinen und Anlagenbau GmbH.Germany:Kochel am See,1994.
[10]Unkel R F.Closed loop control of hybrid hydraulic/mechanical.compacting presses[R].USA:Metal Powder Report,1995.
[11]胡俊文.精密成形粉末压制设备模架机身及液压系统的研究[D].广州:华南理工大学,2004.
