51332M轴承轴向压印模改进设计
2012-06-11马滨祥
李 艳,华 影,马滨祥
(1.中航工业哈尔滨轴承有限公司 研发中心 , 黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司 推力轴承分厂,黑龙江哈尔滨 150036;3.哈尔滨轴承集团公司,黑龙江 哈尔滨 150036)
1 前言
在对推力球轴承51332M保持架与球组合进行压印锁球过程中,出现与被锁球相邻的兜孔变形的现象,由此引起相邻兜孔与钢球接触不良,影响成品轴承运转性能,造成不合格品,影响生产正常进行。
2 原因分析
经对压印前后保持架状况进行分析后发现,产生这种现象的原因是此型号产品的保持架兜孔数量较多、兜孔间保持架实体部分较窄,压印时模具冲头锁口压在兜孔间保持架实体部分靠近中点位置(见图 1)
由于压力作用,保持架兜孔间实体部分塑性变形使兜孔锁住钢球,同时保持架实体向相邻两兜孔方向产生塑性变形,在锁住钢球的同时也造成相邻兜孔变形,造成兜孔与钢球接触不良。而以往其他型号产品保持架兜孔数量较少、兜孔尺寸较小实体部分尺寸相对较大,按照设计标准给出的数据没有暴露出这种现象。

图1 改进前模具冲头冲压情况
3 改进方案及工艺验证
针对51332M压印状况,认为关键是解决保持架压印后塑性变形时锁球与相邻兜孔变形之间大小比例的问题,经过对多种方案反复论证试验,确定了改进方案:对保持架压印模冲头原锁口尺寸φ50.2mm增加一个修正系数0.94,减小了锁口尺寸为φ47.2mm(见图 2)。经对在制的保持架、钢球组合件进行压印试验,锁球效果比较好,同时消除了相邻兜孔变形的现象,保证了生产正常进行。
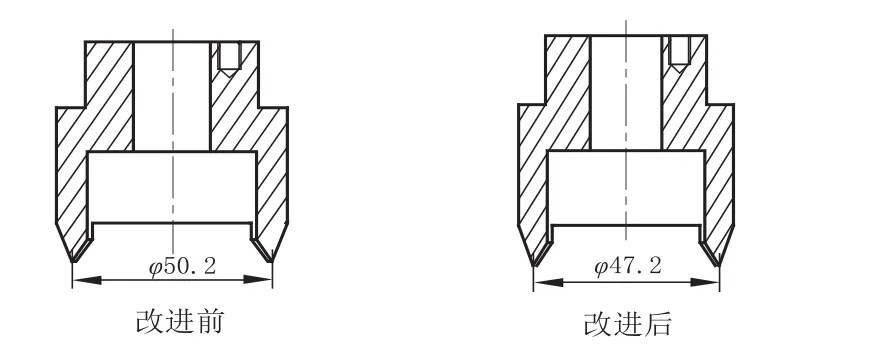
图2 改进前后磨具冲头锁口尺寸
4 结束语
采用改进后的压印冲头冲压兜孔锁口,保持架压印质量良好,相邻兜孔变形的现象得到改善,产品质量合格。根据加工验证的结果对产品及工装相关参数进行调整,形成正式文件。
51332M轴向压印模的改进试验,为今后生产加工相似结构类型产品的参数设计提供了参考:当压点位于相邻两兜孔间实体部分中点位置时,应当考虑给压点尺寸一个修正系数。