XZ中频感应加热设备设计
2012-06-11刘美玲刘广跃牟林有
刘美玲,刘广跃,牟林有
(1.哈尔滨轴承集团公司 热处理分厂 ,黑龙江 哈尔滨150036;2.哈尔滨轴承配件有限公司 滚子制造分厂,黑龙江 哈尔滨150036)
1 前言
随着科学技术的发展,轴承行业所研发的新产品层出不穷。新产品的轴承结构不再单纯是简单旋转体支承。有些GCr15轴承钢的新产品轴承(图 1、图 2 )经淬火热处理后,工艺要求再对其进行局部退火,目的是使产品的局部降低硬度和脆性,增加可塑性。为实现这一工艺,研发了这套利用XZ中频感应加热设备自动进行轴承局部退火的配套设备。提高了设备的自动化程度,既减少了工人的劳动强度,又使新产品的退火质量得到了有效保证。
2 工艺流程及机械方案的确定
2.1 设备自动运行流程图的制定
根据新产品的结构特点、退火工艺要求,结合XZ中频感应加热退火设备的技术参数要求,拟定了可行的产品加工自动运行流程图,如图 3所示。
2.2 机械方案的确定
该装置主要由以下三部分组成:工作台、送料机构、工位夹具。局部退火装置机械部分示意图如图 4 所示。
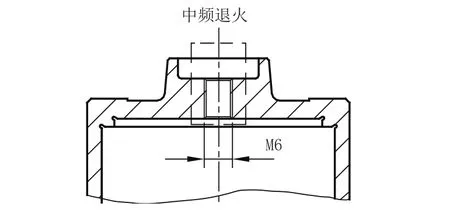
图1 某轴承外套结构
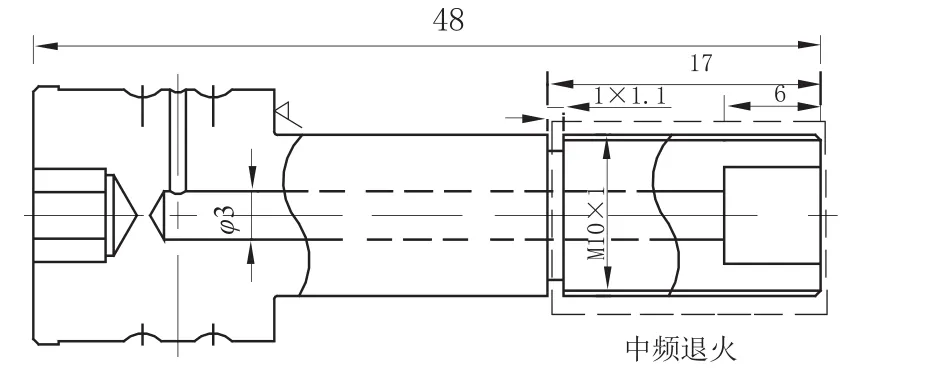
图2 某轴承内套结构

图3 自动运行流程图

图4 XZ中频感应加热局部退火装置机械部分示图
2.2.1 工作台
用于放置、固定设备,也是操作台面。为减轻劳动强度和便于操作,作业台面高度设为800mm,操作者可以在座位上进行装料。
2.2.2 送料机构
由空压机提供气源,双电控两位五通气动电磁阀控制气缸带动工位夹具载工件做升降运动。其气动流程图如图 5 所示。
2.2.3 工位夹具
固定工件,以便使工件退火部位准确送入感应加热圈内的合适位置。同时又便于工件装卸操作。
2.3 机械动作过程
(1)启动空压泵,使压力升至40N/mm2左右;
(2)按SB1按钮启动循环水冷却泵。
(3)按SB4按钮,使气缸下降在下位。
(4)将工件放置在工件夹具上,使SQ3感应接近开关感应到工件在位。
(5)按SB0按钮设备自动运行,送料机构的气缸带动工件上行,将工件输送到感应加热圈位置,到位时SQ2感应接近开关感应到,开始进行退火加热,即第一次感应加热、等待,再进行二次感应加热。
(6)完成后送料机构自行下降到下位,SQ1感应接近开关感应到,工件完成局部退火自动复位,手动移出工件。

图5 气动流程图
3 机械部件设计
3.1 送料机构
送料机构采用型号为W-0.36/12.5,1/2"的空气压缩机来完成运行动作。为保证压缩空气质量,管路上配有空气过滤、调压、油雾器气动三联件对其进行过滤、调压。同时为保证工件夹具和位置检测装置的相对位置不变,执行部件的气缸杆升降时不能发生扭转。因此,选用气缸杆不扭转CA2KL40-50型行程50mm的气缸。控制气缸升降的电磁阀选择1/8"双电控两位五通气动电磁阀TG25212-06AC220,并配有1/8"单向节流阀。
3.2 工位夹具
工位夹具结构尺寸的设计根据轴承的结构及尺寸而设定。为便于更换及安装时准确定位,底部设置定位孔φ20H7,并与气缸动作支承用螺栓固定。在加工某轴承外套时,为保证操作人员将加工件准确放置到位,工位夹具上设有U形限位台阶,工件放置时能与U形槽紧密靠近,同时夹具中心的位置设置六边形台阶,用于加工某轴承内套,实现一个工位夹具能加工多种规格型号轴承。

图6 工位器具图
工位夹具与感应加热圈下沿之间的相对位置,由加工件的的尺寸而定,加工某轴承外套时设定为94mm,气缸进程50mm,使中频退火工件进入感应加热圈内部。加工某轴承内套时,工位夹具距感应加热圈下沿调整为85mm。
4 结束语
该装置便于操作,劳动强度低,定位准确,满足工艺要求,造价合理,减少了人为因素对退火质量的影响。该装置投入使用后,现已加工出多种特殊结构型号的轴承产品,经检验,产品质量符合工艺规定要求,为公司拓宽了业务范围,增创了经济效益。