微细工具电极在线制作技术及实验研究
2012-02-20杨忠高韩桂海郭钟宁
杨忠高,韩桂海,郭钟宁
(1.广东工贸职业技术学院,广东 广州 510510;2.山东省科学院海洋仪器仪表研究所,山东 青岛 266001;3.广东工业大学 510090)
随着科学技术的发展,微型器件将广泛应用于医药、生物工程、机械工程、电子工程和航空技术。微构件和微结构加工的研究已成为制造业的热点。在电化学加工(ECM)中,机械性能(如材料的硬度和强度)不会对加工造成任何影响,因此它具有高效率和高精确度的优点,并且无残余应力和刀具磨损。根据ECM的加工机理,即基于阳极溶解去除材料,因此当加工条件能得到很好的控制且加工参数选择适当时,可以将其用于微加工[1-4]。
本文设计、制作了一台进行微细电解加工的实验装备,如图1所示。该装备有三个直线运动系统、两个回转轴,采用步进电机驱动各轴互动,可以实现两个回转轴的展成运动以期实现电极在线制作以及三维零件的加工。基于本实验台,用不同方法在线加工电极,成功的制作了几种微细电极,并提出了一种新的在线电极加工方法。
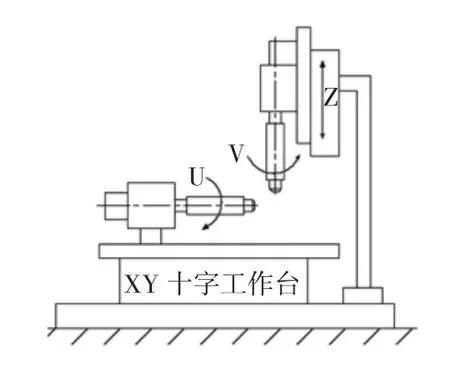
图1 实验装备原理图
图2 实验装备图
1 电极在线制作技术
目前电极在线制作方法主要应用于电火花加工技术中,主要有以下三种:固定块反拷加工、旋转圆盘反拷加工以及线电极放电磨削法(WEDG:Wire Electrical Discharge Grinding),如图 3 所示:

图3 三种电极在线制作方法[5]
根据ECM的原理,即材料基于阳极溶解去除,因此在本文的实验中,工具电极的在线制作是通过交换工具和工件的极性来实现的。首先,将高频短脉冲电源的正极连接到工具电极,负极连接到工件,先加工工具电极了。然后交换工具电极和工件的极性,将制作的工具电极作为阴极以加工工件。与传统的ECM相比,利用工具电极的在线制作可以避免因两次装夹而产生的误差。因此,加工精度可以大大提高。本文基于ECM的原理提出了三种工具电极的在线制作方法。
1.1 固定块反拷加工
在装备上采用图4中a)图所示的加工方法,将一个直径为准0.7 mm的紫铜圆柱作为工件,固定块作为工具阴极,使两者倾斜一个角度,二者的相对位置固定不动,紫铜圆柱作一定角速度的旋转运动,加工出如图5-2中b)中所示的两个电极。
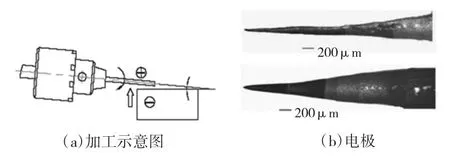
图4 固定块加工的紫铜电极
当加工图4中b)所示电极时,上图中的电极主轴与块电极的平面倾斜的角度比较小,下图中倾斜的角度较大。得到的结果是,上图中的电极比较细长,尺寸变化比较缓慢,其加工部分长度约为3 mm,最尖端尺寸可达准20μm,下图的电极直径变化比较快。
因为铜材质较软,强度低,当采用滴注式电解液加工时,如果加工电极的直径过细,便容易被快速流过的电解液冲断,对向更微细加工有一定的影响。同时,因为电极主轴的旋转偏差,影响了所加工电极的精度。
1.2 互换电极极性进行简单反拷加工
该加工方法如图5所示。首先用一个准0.7mm的钢质圆柱电极作为工具阴极,在1.0 mm厚的紫铜板上加工一个通孔,加工电压为6.0 V,设定低于电压5.0V时短路回退,加工速度为1.5μm/s,短路回退的速度为7.5μm/s,电解液采用4%的NaNO3溶液,加工示意图如图5中a)所示。
当孔加工完成后,交换钢质圆柱电极和紫铜板的极性,以紫铜板材作为阴极,将圆柱电极作为工件,圆柱电极穿过紫铜板上加工好的孔,沿着孔轴线的方向,以7.5μm/s的速度来回进行加工,加工深度为1.5 mm,这种情况下,其尺寸与加工的时间有关,直径随时间的增加而减小。加工孔以及工件如图5-3 中 b)、c)所示。
为了防止端面间隙过大,电流太小,电解液处于钝化状态,当以孔作为工具电极加工细轴时,在溶液中添加少量NaCl,以增加加工速度。
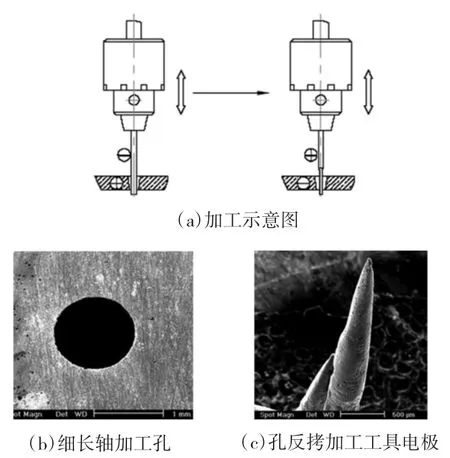
图5 互换电极极性进行电极反拷加工
1.3 互换电极极性进行多次交互加工
互换电极极性进行加工的过程如图6所示。在该加工过程中,U、V回转轴相互旋转,并同时作直线进给运动,进行工具电极的加工。用这个加工方法能够进行螺纹、柱体、光轴、螺栓等回转体类零件的加工。

图6 U、V回转轴相互加工示意图

图7 加工的电极
采用图6中所示的互换电极极性加工方法,在3%的NaClO3电解液中,用直径为准0.7 mm的紫铜电极和准0.7 mm钢质电极分别作为正、负电极进行加工,加工电压为6V,脉宽为28μs,占空比为0.5,加工后得到如图7中所示的工具电极,其中a)中钢电极的尖端直径为准49.9μm,b)中紫铜电极的尖端直径为 准24.5μm。
2 加工时出现问题及其解决方法
加工过程中,当加工速度过快时,电极会发生短路,从而产生火花放电,损耗工具电极,影响加工精度和表面质量。但是,当短路时,加工程序控制其自动回退一个距离,使的电解加工区域残留的杂质顺利排出,又有利于加工的进行。
因为各种加工情况下,电解加工的速度不同,所以,进行电解加工时,首先初步确定一个加工速度,然后根据加工情况,对其进行调整,尽量避免电极间短路情况发生的次数。在加工一定距离后,要将工具电极回退一段距离,使加工间隙扩大,从而让电解液流对加工区域进行充分的冲刷以及更换,利于更深一步加工的进行。
在电极加工过程中,因为U、V轴的回转跳动因素,所夹持电极的转动轨迹是个椭圆。为了避免加工过程中,两个电极接触,导致损伤,应将其中一个电极放置在转动电极的运行轨迹最远点以外。
加工过程中,工具电极与工件之间沉积有电解生成物。当工具电极进给运动时,首先与沉积物接触,如果工具电极刚性较弱,不能穿透该沉积层,就会对加工过程的自适应控制产生误判,导致工具电极持续进给,使工具电极弯曲。为了避免上述情况,应该采用刚性好的材料作为工具电极,并在加工一段时间后,让电极回退,手工清除沉积层。
3 结论
本文进行了微细电极的在线加工技术以及工艺的研究,通过固定块反拷加工、互换极性进行加工等加工方法,成功的在线加工出几个微细电极,在机床回转精度不高的情况下,加工出最小直径20μm左右的电极;同时,提出了一种新的电极在线加工工艺,即通过互换两个电极的极性,进行多次反复、相互加工,可以加工出复合要求的电极。
[1]B.Bhattacharyya,J.Munda.Experimental investigation on the influence of electrochemical machining parameters on machining rate and accuracy in micromachining domain.International Journal of Machine Tools&Manufacture,43(2003):1301-1310.
[2]GUO Zhongning,HAN Guihai.Three-Dimensional Electrochemical Generating Micromachining.in:Chen Wuyi,eds.Progress of Machining technology,Proceedings of the Seventh Internationl Conference on Progress of Machining Technology.SuZhou,004.Beijing:Aviation Industry Press.2004,312-317.
[3]杨光,郑云飞,李勇.微细电化学加工电源的设计与研究.电加工与模具,2002,2:25-28.
[4]王振龙,赵万生,狄士春.等.微细电火花加工技术的研究进展.中国机械工程,2002,13(10):894-898.
[5]H.S.Lim.,Y.S.Wong,M.Rahman,et al.A study on the ma chining of high-aspect ratio micro-structures using micro-EDM.JournalofMaterialsProcessing Technology,2003,140:318-325.
